Изобретение относится к области инструментального производства и может быть использовано при заправке выглаживающих алмазных инструментов с цилиндрической или сферической рабочей поверхностью.
По основному авт. св. № 464437 известно устройство для заправки выглаживающих алмазных инструментов, выполненное в виде установленного на основании качающегося корпуса, в пиноли которого расположен вращающийся шпиндель с вставкой, несущий инструмент, привода качательного движения корпуса и винтового механизма подачи инструмента на врезание, выполненного в виде градуированной гайки, установленной соосно шпинделю на пиноли. Вставка опирается на пружину, что позволяет осуществлять обработку при жесткой (только в крайнем положении) и упругой установке выглаживающего инструмента 1.
Однако при использовании известного устройства статическая сила прижатия выглаживающего инструмента к алмазному кругу в процессе заправки не контролируется и не регулируется, а подача на врезание осуществляется вручную градуированной гайкой. Это замедляет производительность процесса и приводит к ухудщению качества заправки, так как при ручной подаче в начальный момент происходит резкое увеличение статической силы прижатия выглаживаю щего инструмента к алмазному кругу, при котором появляются дефекты на рабочей поверхности инструмента.
Цель изобретения - повьшение производительности и качества заправки выглаживающих инструментов.
Цель достигается тем, что в устройство введен связанный с источником тока пьезопреобразователь, установленный с зазором относительно вставки в расточке щпинделя, и пьезоэлектрический датчик статической силы прижатия выглаживающего инструмента к алмазному кругу, установленный под основанием пружины по оси щпинделя, причем источник тока и пьезоэлектрический датчик связаны с блоком управления.
Введение фиксирующего пьезопреобразователя позволяет периодически включать дополнительную нормальную силу прижатия, обусловленную реакцией жесткой опоры, что дает возможность устранить паразитные колебания выглаживающего инструмента, неизбежные При его упругой установке, и повысить производительность предварительной обработки..
Пьезоэлектрический датчик позволяет контролировать статич,ескую силу прижатия выглаживающего инструмента к алмазному кругу. Подключение датчика к входу схемы управления дает возможность автоматизации процесса заправки, так как при снятии припуска с обрабатываемого выглаживающего инструмента уменьщается статическая сила его прижатия к алмазному кругу схема управления включает поперечную подачу и восстанавливает значение силы прижатия, таким образом обработка продолжается с постоянной силой прижатия автоматически до полного снятия заданного припуска. Ин формацию о величине снятого припуска дает датчик поперечной подачи.
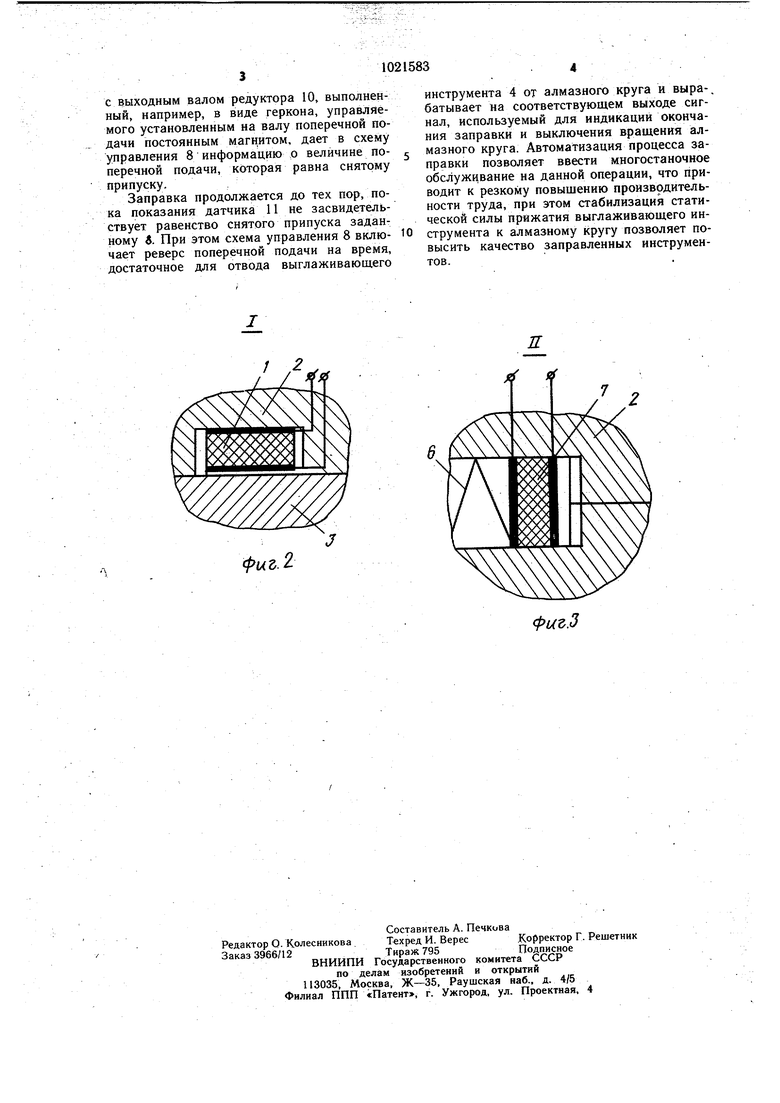
На фиг. 1 показано устройство, разрез по оси щпинделя, и структурная электрическая схема автоматизации процесса заправ0 ки; на фиг. 2 - расположение пьезопреобразователя (узел I)) на фиг. 3 - расположение пьезоэлектрического датчика статической силы прижатия (узел II).
Пьезопреобразователь 1 установлен внутри щпинделя 2 с зазором между вставкой 3,
5 несущей выглаживающий инструмент 4, и подключен к внещнему источнику тока 5. Под основанием пружины 6 установлен пьезоэлектрический датчик 7 статической силы прижатия, подключенный к входу схемы управления 8, управляющий электродвигателем 9, который через редуктор 10 осуществляет поперечную подачу заточного станка. С С выходным валом редуктора связан датчик поперечной подачи 11.
Перед началом заправки в схему управления 8 вводятся начальные условия: статическая сила арижатия выглаживающего инструмента к алмазному кругу Р ст. и величина снимаемого припуска 5. Подготовительные операции производят согласно известным образом, но установ выглаживаю0 щего инструмента 4 производят на радиус, больщий заданного на величину припуска &, что обусловлено использованием поперечной подачи заточного станка.
Устройство работает следующим образом.
Вставка 3 опирается на пружину 6 и сигнал пьезоэлектрического датчика 7 пропорционально силе Р(., поступает в схему управления 8. В то время пьезопреобразователь 1, управляемый источником тока 5, выполненным, например, в виде генератора импульсов напряжения, периодически жестко фиксирует вставку 3, что позволяет устранить ее паразитную вибрацию и повысить производительность обработки.
В процессе съема припуска сила PC,. уменьщается, соответственно изменяется сигнал датчика 7, после чего схема управления 8 отключает источник тока 5 и периодическая жесткая фиксация вставки 3 пьезопреобразователем 1 прекращается. Одновременно схема управления 8 включает двигатель 9 поперечной, подачи. В результате сила Р(.Т. начинает увеличиваться и после восстановления ее прежнего значения, о чем свидетельствует датчик 7. схема управления 8 выключает двигатель 9 и включает источник тока 5, управляющий пьезопреобразователем 1. Датчик 11, связанный
с выходным валом редуктора 10, выполненный, например, в виде геркона, управляемого установленным на валу поперечной подачи постоянным магнитом, дает в схему управления 8 информацию о величине поперечной подачи, которая равна снятому припуску.
Заправка продолжается до тех пор, пока показания датчика 11 не засвидетельствует равенство снятого припуска заданному . При этом схема управления 8 включает реверс поперечной подачи на время, достаточное для отвода выглаживающего
инструмента 4 от алмазного круга и вырабатывает на соответствующем выходе сигнал, используемый для индикации окончания заправки и выключения вращения алмазного круга. Автоматизация процесса заправки позволяет ввести многостаночное обслуживание на данной операции, что приводит к резкому повыщению производительности труда, при этом стабилизация статической силы прижатия выглаживающего инструмента к алмазному кругу позволяет повысить качество заправленных инструментов.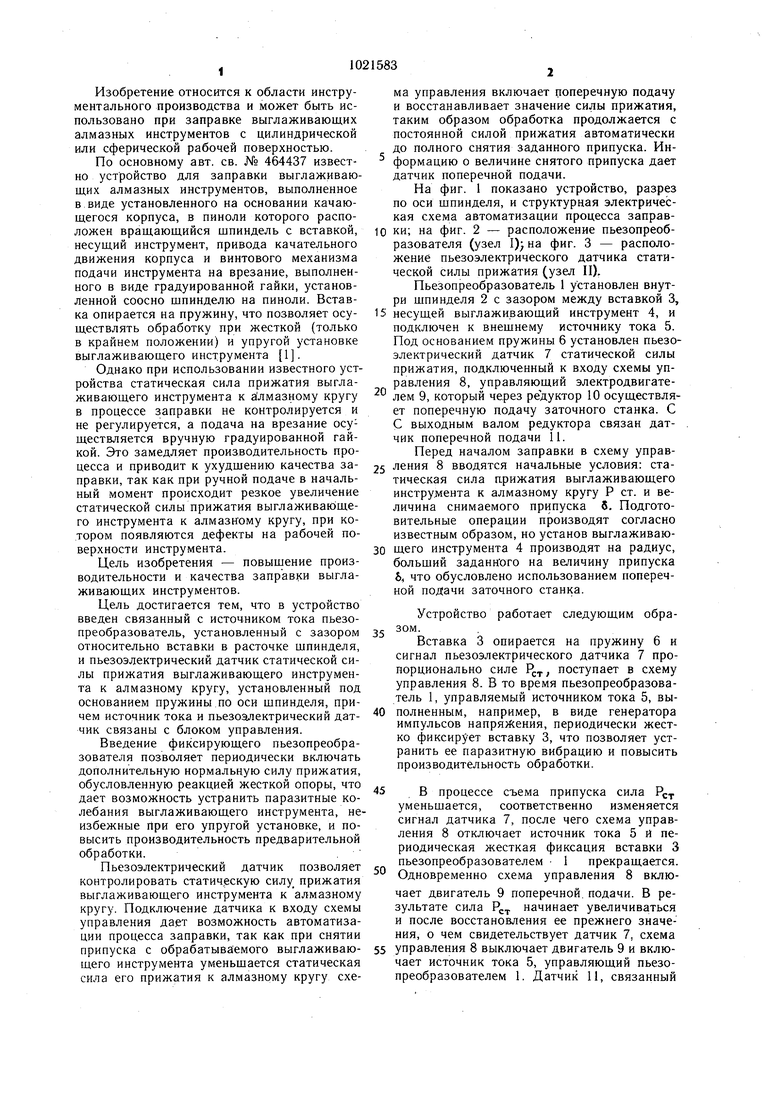
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заправки выглаживающих алмазных инструментов | 1970 |
|
SU464437A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ЗАТОЧКИ | 1970 |
|
SU268832A1 |
| СПОСОБ РАЗМЕРНОГО МИКРОШЛИФОВАНИЯ ИЗДЕЛИЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ | 2000 |
|
RU2165837C1 |
| Станок для заточки выглаживающего инструмента | 1984 |
|
SU1250443A1 |
| Станок для чистовой обработки кулачковых валов | 1977 |
|
SU701778A1 |
| Устройство для подгонки дисковых пьезокерамических резонаторов | 1976 |
|
SU660197A1 |
| УСТРОЙСТВО ДЛЯ ЗАТОЧКИ ИНСТРУМЕНТА | 1971 |
|
SU421472A1 |
| Оправка для алмазного выглаживания деталей | 1980 |
|
SU942965A2 |
| Полуавтомат для заточки мелкомодульных червячных фрез | 1981 |
|
SU1024235A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПЛОСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2167040C1 |
УСТРОЙСТВО ДЛЯ ЗАПРАВКИ ВЫГЛАЖИВАЮЩИХ АЛМАЗНЫХ ИНСТРУМЕНТОВ по авт. св. № 464437, отличающееся тем, что, с целью повышения производительности и качества заправки, в устройство введены связанный с источником тока пьезопреобразователь, установленный с зазором относительно вставки в расточке шпинделя, и пьезоэлектрический дачик статической силы прижатия выглаживаюш,его инструмента к алмазному кругу, установленный под основанием пружины по оси шпинделя, причем источник тока и пьезоэлектрический датчик связаны с блоком управления. Рст. Запраёка окон ена i (Л с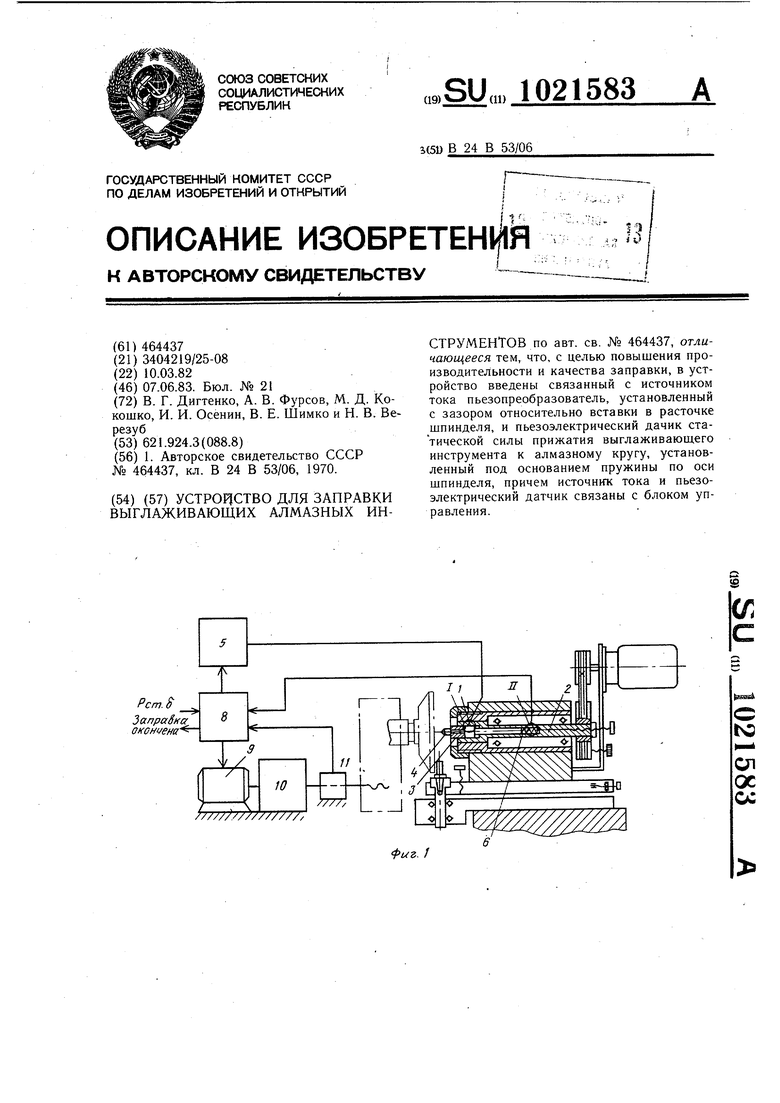
/ Я
фиг. 2.
фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для заправки выглаживающих алмазных инструментов | 1970 |
|
SU464437A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
