Изобретение относится к металлообработке, в частности к заточным станкам, и может быть иснользовано при заточке мелкомодульных червячных фрез и т. п. многолезвийного инструмента. Известен полуавтомат для заточки мелкомодульных червячных фрез, содержащий станину, на направляющих которой с возможностью наладочных перемещений установлена шлифовальная головка с кругом, делительный механизм, связанный со шпинделем фрезы, фиксатор деления, механизм подачи на съем припуска с передней грани фрезы в виде червячной передачи 1. Недостатком известного полуавтомата является недостаточная точность, так как в динамическом режиме силового деления происходит возникновение крутильных колебаний в цепи деления, что вызывает необходимость уменьшения скорости деления, а следовательно, и снижение производительности и качества заточки. Целью изобретения является повышение точности обработки. Указанная цель достигается, тем, что в полуавтомате для заточки мелкомодульных червячных фрез, содержащем станину, на направляющих которой с возможностью наладочных перемещений установлена шлифовальная головка с кругом, делительный механизм, связанный со щпинделем фрезы, фиксатор деления, механизм подачи на съем припуска с передней грани фрезы в виде червячной передачи, червячное колесо посредством введенного в полуавтомат переходника жестко связано с шлифовальной головкой и установлено соосно щпинделю фрезы, а оси вращения колеса и щлифовальной головки взаимно перпендикулярны, при этом фиксатор смонтирован непосредственно в станине. На фиг. 1 изображен полуавтомат, продоль ный разрез; на фиг. 2 - то же, вид сверху; на фиг. 3 ,- разрез полуавтомата по оси шпинделя; на фиг. 4 - делительный диск с фиксатором. Полуавтомат для заточки мелкомодульных червячных фрез содержит следующие основные узлы и элементы. Делительный механизм полуавтомата состоит из фрезы 1, установленной на щпинделе 2, на котором закреплен делительный диск 3, ориентирующий фрезу 1 в ее угловом положении при помощи фиксатора 4, ось которого находится непосредственно на станине 5 полуавтомата. Таким образом, силовое деление осуществляется по команде от датчика б при западании фиксатора 4 в паз делительного диска 3, гидродвигателем 7, связанным зубчатой передачей 8 с делительным диском 3. Механизм круговой подачи выполнен в виде червячной передачи, червячное колесо 9 которой посредством переходника (поворотной втулки 10) жестко связано со щлифовальной головкой так, что колесо 9 соосно щпинделю 2 фрезы 1. Фиксатор 4 расположен на станине 5. Таким образом, щлифовальная головка 11 расположена между механизмом круговой подачи и жестко связана с последним через переходник 10, тогда, механизм деления, имеющий фиксатор 4, вмонтированный непосредственно в станину 5, кинематически не связан с механизмом круговой подачи, т. е. выполнены автономными. Шлифовальная головка 11 может осуществлять при помощи передачи винт-гайка 12 и 13 настроечные перемещения на диаметр фрезы 1 и отсутствие поднутрения зубьев фрезы 1. Механизм круговой подачи со щлифовальной головкой И, переходником 10 с червячной передачей (червячное колесо 9 и червяк 14), установлены в корпусе 15 на направляющих станины 5 и связаны с гидроцилиндром 16 продольной подачи щлифовального круга 17 на фрезу 1. Ось вращения шлифовального круга 17 и ось вращения червячного колеса взаимно перпендикулярны. Автоматизация процесса круговой подачи шлифовального круга 17 осуществляется двигателем 18, связанным с червяком 14. Возможна ручная круговая подача маховиком 19, установленным на валу червяка 14. Устройство работает следующим образом При помощи механизмов винт-гайка 12 и 13 осуществляют настройку щлифовального круга 17 на диаметр фрезы 1 и отсутствие поднутрения в зубьях последней. По команде от датчика 6 при западании фиксатора 4 в каждый паз делительного диска 3 реверсируется гидродвигатель 7 через зубчатую передачу 8, связанную с делительным диском 3, замыкается через фиксатор 4, установленный на станине 5, цепь деления непосредственно на станину 5. На каждое деление осуществляется двойной ход шлифовальной головки 11, связанной с гидроцилиндром 16 продольной подачи. Круговая подача на съем припуска с передней грани зубьев фрезы 1 осуществляется шлифовальным кругом при помощи шагового двигателя 18 через червячную передачу (червяк 14, червячное колесо 9), втулку переходника 10, жестко связанного со шлифовальной головкой И. Круговая подача происходит по делительной окружности фрезы 1, так как ось поворотной втулки 10 и фрезы 1, установленной на шпинделе 2, совпадают, а оси вращения колеса 9 и шлифовального круга 17 взаимно перпендикулярны. Круговая подача кругом 17 может осуществляться также при помощи ручного привода, а именно: при помощи маховика 19, связанного с червяком 14, далее червячному колесу 9, напрессованному на втулке 10, жестко связанной со шлифовальной головкой, несущей круг 17. Таким образом, в предлагаемом устрой,стве съем припуска осуществляется при помощи круговой подачи шлифОвальньш кругом, а механизм деления и фиксатор деления . вмонтированный непосредственно в станину, кинематически не связаны с механизмом подачи, т. е. выполнены автономным от него. что позволяет исключить влияние динамики на круговую подачу (делительный диск замкнут через,фиксатор сразу на станину), таким образом повысить точность заточки.
фиг. 5
l. ФигЛ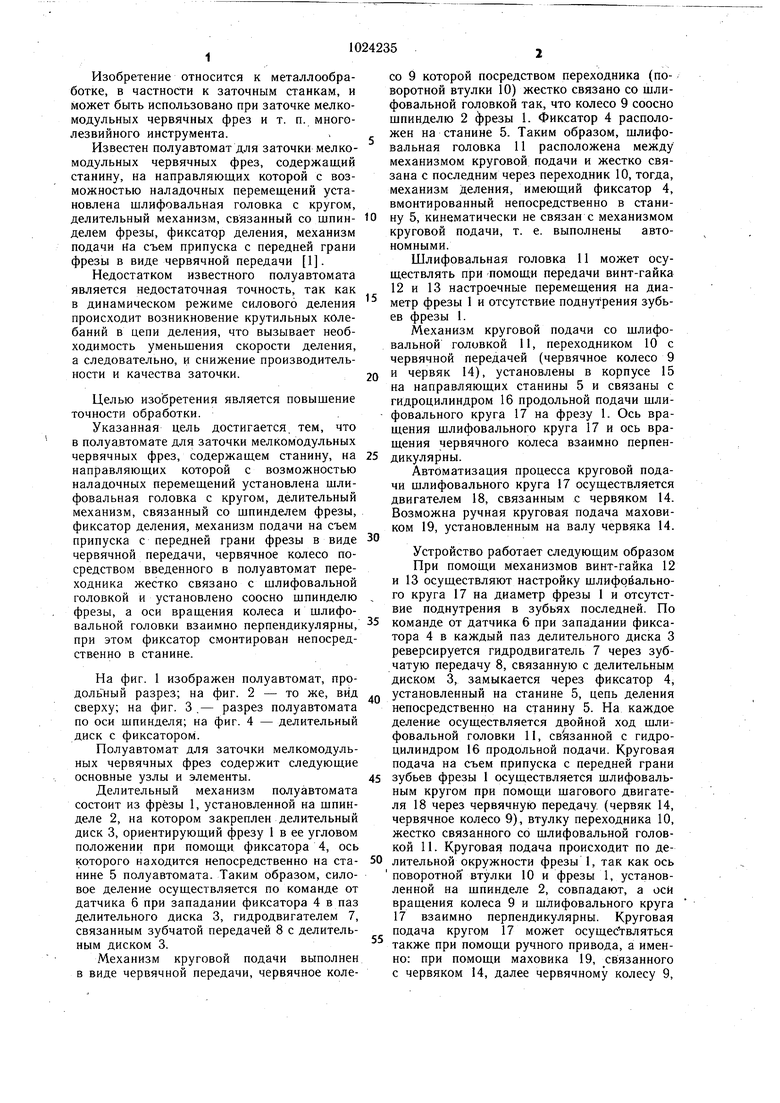

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для заточки мелкомодульного многолезвийного инструмента | 1968 |
|
SU301030A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| Полуавтомат для заточки червячных фрез | 1988 |
|
SU1565655A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| Станок для заточки плоских протяжек | 1985 |
|
SU1329950A1 |
| Устройство для заточки протяжек | 1983 |
|
SU1133071A1 |
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ | 1973 |
|
SU361860A1 |
| Зубошлифовальный станок для конических колес с круговыми зубьями | 1974 |
|
SU518287A1 |
ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МЕЛКОМОДУЛЬНЫХ ЧЕРВЯЧНЫХ ФРЕЗ, содержащий станину, на направляющих которой с возможностью наладочных перемещений установлена шлифовальная головка с кругом, делительный механизм, связанный со шпинделем фрезы, фиксатор деления и механизм подачи на съем припуска с передней грани фрезы в виДе червячной передачи, отличающийся тем, что, с целью повышения точности обработки, червячное колесо посредствомвведенного в полуавтомат переходника жестко связано с шлифовальной головкой и установлено соосно щпинделю фрезы, а оси вращения колеса и щлифовальной гоЛовки взаимно перпендикулярны, при этом фиксатор смонтирован непосредственно в станине.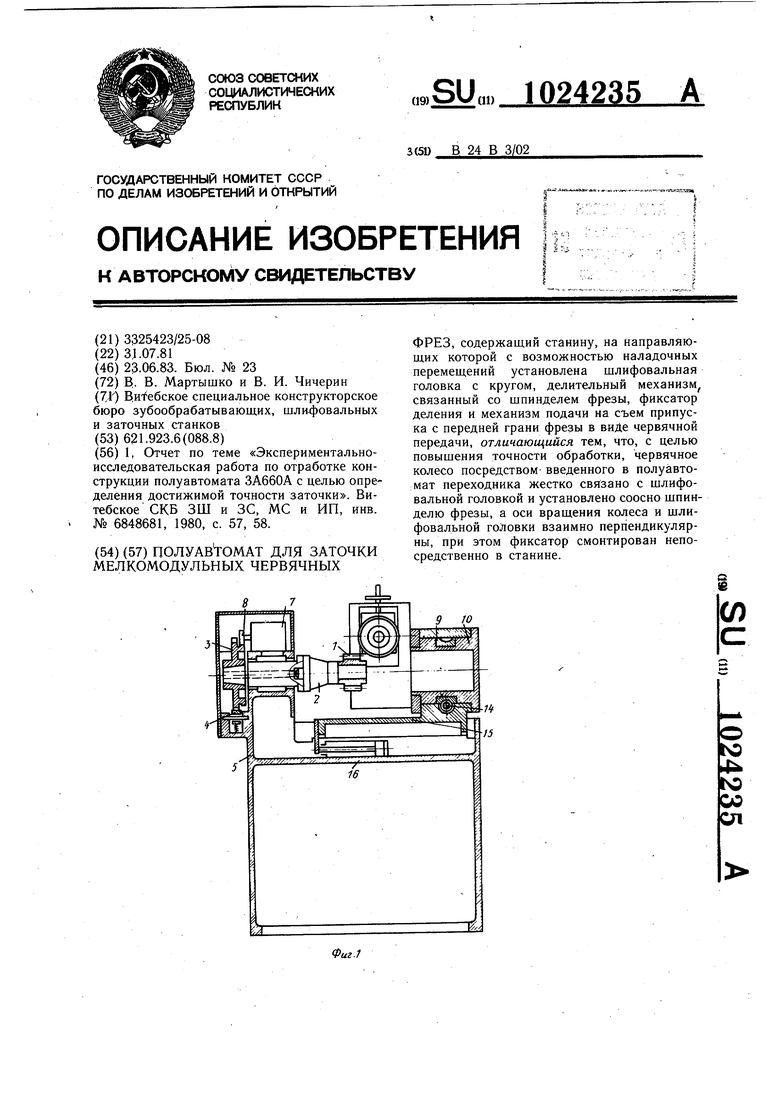
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Витебское СКВ ЗШ и ЗС, МС и ИП, инв | |||
| № 6848681, 1980, с | |||
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
