(54) СТАНОК ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ КУЛАЧКОВЫХ ВАЛОВ
расположенные в корлусе свободно с изгибом, причем длину пружины выбирают 2,62-10. от ее диаметра, каретка уста|1овяена свозможностью возвратно-поступательного перемещения.
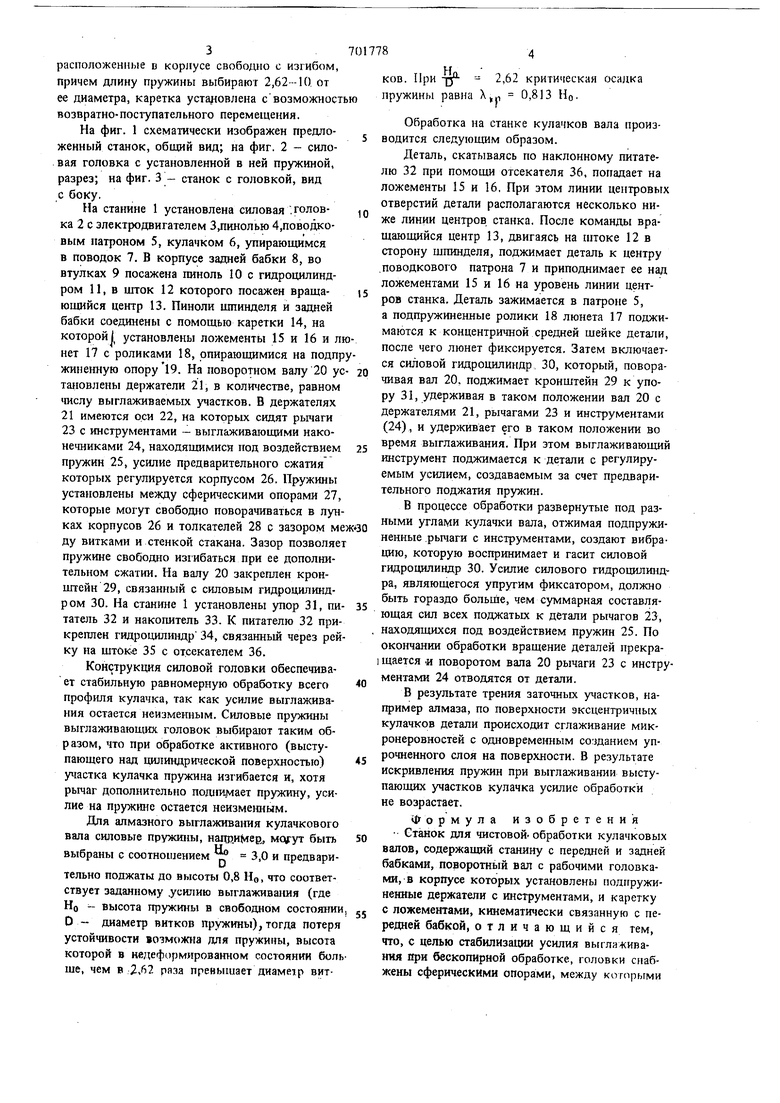
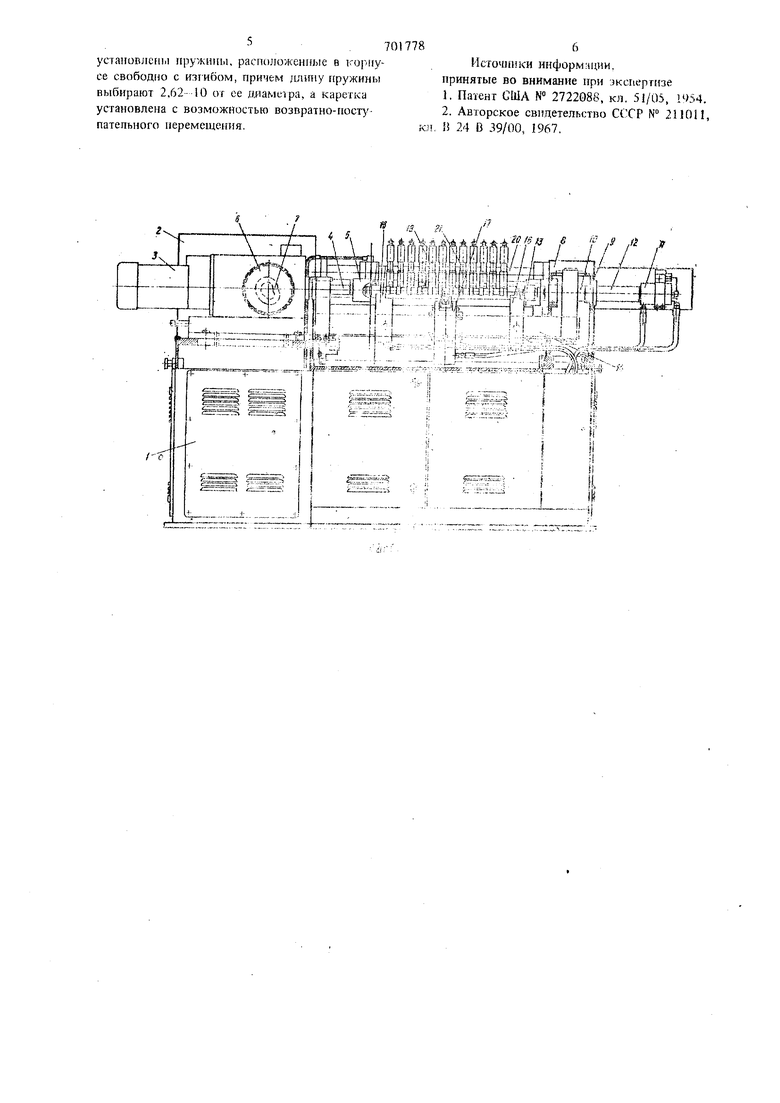
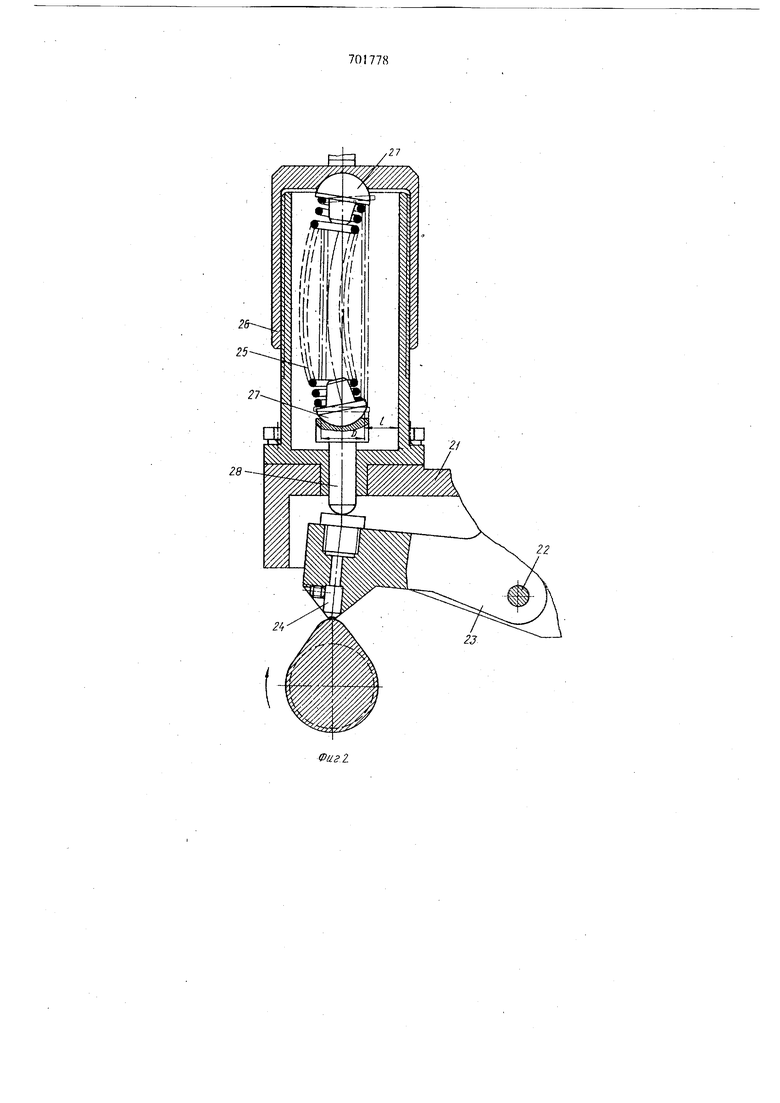
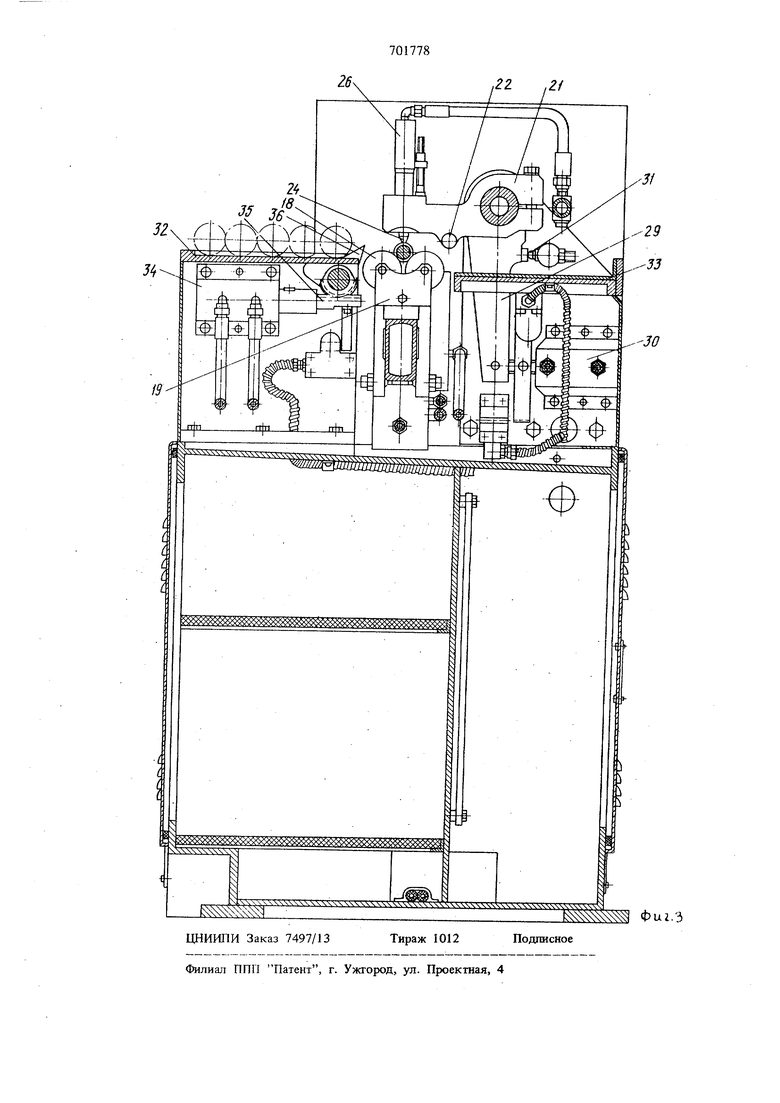
На фиг. 1 схематически изображен предложенный станок, общий вид; на фиг. 2 - силовая головка с установленной в ней пружиной, разрез; на фиг. 3 - станок с головкой, вид
с боку.
На станине 1 установлена силовая .головка 2 с электродвигателем 3,пинолью 4,поводковым натроном 5, кулачком 6, упирающимся в поводок 7. В корпусе задней бабки 8, во втулках 9 посажена пиноль 10 с гидроцилиндром 11, в шток 12 которого посажен вращающийся центр 13. Пиноли шпинделя и задней бабки соединены с помощью каретки 14, на которой установлены ложементы 15 и 16 и люнет 17 с роликами 18, опирающимися на подпружиненную опору19. На поворотном валу 20 усTajioBJieHbi держатели 21, в количестве, равном числу выглаживаемых частков. В держателях 21 имеются оси 22, на которых сидят рычаги 23 с инструментами - выглаживающими наконешкками 24, находящимися под воздействием пружин 25, усилие предварительного сжатия которых регулируется корпусом 26. Пружины установлены между сферическими опорами 27, которые могут свободно поворачиваться в лунках корпусов 26 и толкателей 28 с зазором меж ду витками и стенкой стакана. Зазор позволяет пружине свободно изгибаться при ее дополнительном сжатии. На валу 20 закреплен кронштейн 29, связанный с силовым гидроцилиндром 30. На станине 1 установлены упор 31, питатель 32 и накопитель 33. К питателю 32 прикреплен гидроцилиндр 34, связанный через рейку на штОк« 35 с отсекателем 36.
Конструкция силовой головки обеспечивает стабильную равномерную обработку всего профиля кулачка, так как усилие выглаживания остается неизменным. Силовые пружины выглаживающих головок выбирают таким образом, что при обработке активного (выступающего над цилиндрической поверхностью) y iacTKa кулачка пружина изгибается и, хотя рычаг дополнительно под11и 1ает пружину, усилие на пружине остается неизменным.
Для алмазного выглаживания кулачкового вала силовые пружины, напримев, могут быть выбраны с соотношением 3,0 и предварительно поджаты до высоты 0,8 Но, что соответствует заданному .усилию выглажившшя (где HO - высота пружины в свободном состоянии О - диамегр витков пружины), тогда потеря устойчивости возможна для пружины, высота которой в недеформированном состоянии больше, чем в раза превышает диаметр витИ
ков. При У - 2,62 критическая осадка пружины равна Х., 0,813 HQ.
Обработка на станке кулачков вала производится следующим образом.
Деталь, скатываясь по наклонному питателю 32 при помощи отсекателя 36, попадает на ложементы 15 и 16, При этом линии центровых отверстий детали располагаются несколько ниже линии центров станка. После команды вращающийся центр 13, двигаясь на штоке 12 в сторону щгошделя, поджимает деталь к центру .поводкового патрона 7 и приподнимает ее над ложементами 15 и 16 на уровень линии центров станка. Деталь зажимается в патроне 5, а подпружиненные ролики 18 люнета 17 поджимаются к концентричной средней щейке детали, после чего люнет фиксируется. Затем включается силовой гидроцилиндр. 30, который, поворачивая вал 20, поджимает кронштейн 29 к упору 31, удерживая в таком положении вал 20 с держателями 21, рычагами 23 и инструментами (24), и удерживает его в таком положении во время выглаживания. При этом выглаживающий инструмент поджимается к детали с регулируемым усилием, создаваемым за счет предварительного поджатия пружин.
В процессе обработки развернутые под разными углами кулачки вала, отжимая подпружиненные .рьгчаги с инструментами, создают вибрацию, которую воспринимает и гасит силовой гидроцилиндр 30. Усилие силового гидроцилиндра, являющегося упругим фиксатором, должно быть гораздо больше, чем суммарная составляющая сил всех поджатых к детали рычагов 23, находящихся под воздействием пружин 25. Но окончании обработки вращение деталей прекращается .и поворотом вала 20 рычаги 23 с инструментами 24 отводятся от детали.
В результате трения заточных участков, например алмаза, по поверхности эксцентричных кулачков детали происходит сглаживание микронеровностей с одновременным созданием упрочненного слоя на поверхности. В результате искривления пружин при выглаживании выступающих участков кулачка усилие обработки не возрастает.
Формула изобретения Станок для чистовойобработки кулачковых валов, содержащий станину с передней и задней бабками, поворотньш вал с рабочими головками, в корпусе которых установлены подпружиненные держатели с инструментами, и каретку с ложементами, кинематически связанную с передней бабкой, отличающийся тем, что, с целью стабилиза1ши усилия выглаживанкя при бескопирной обработке, головки снабжены сферическими опорами, между котрьгми установлены 11ружи1 ы, расгюложеннь е в кор-иусе свободно с изгибом, причем длшгу пружины выбирают 2,62--10 от ее даамитра, а каретка установлена с возможностью возвратно-пост}патепьного неремещення. KJL Источ)1ики информиции. принятые во внимание нри экспертизе 1.Патент США № 2722088, кл. 51/05, 1954. 2.Авторское свидетельство СССР № 211011, li 24 В 39/00, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для одновременной обработки двух центровых отверстий | 1977 |
|
SU737201A1 |
| Круглошлифовальный станок | 1988 |
|
SU1546235A1 |
| Станок для обработки фасок на кулачках распределительных валов | 1977 |
|
SU707701A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| СТАНОК ДЛЯ ОДНОВРЕМЕННОЙ ПРЯМОЙ И ПРОФИЛЬНОЙ ОТРЕЗКИ МЕРНЫХ ТРУБ ДВУМЯ РЕЗАКАМИ | 1970 |
|
SU271285A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
| Устройство для алмазного выглаживания | 1977 |
|
SU625911A1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| Устройство для алмазного выглаживания поверхностей деталей | 1980 |
|
SU933411A1 |
-й ...„,:uai , . J t-rrr:rrr: ||:ite r H..,., iliPi J -
.....„±j iS ,I ,| и Ч , А АА -( -4 (- О f f / / lR№IM тШшт 1 F Г ( 1 Г Il . Г-1 it ЬНЯ-.г; J U-truUJ-illE tFifMnlKii pMl .пэмше о I ;i v.j-ifi-:: . h :-flfc гтг fj-:-b 1.: ± . Ti:7f ;i;7::v.- :.t-r;.;i;.,, i
2822
yy%$S$ % S S $ S$fS $$$$$S
