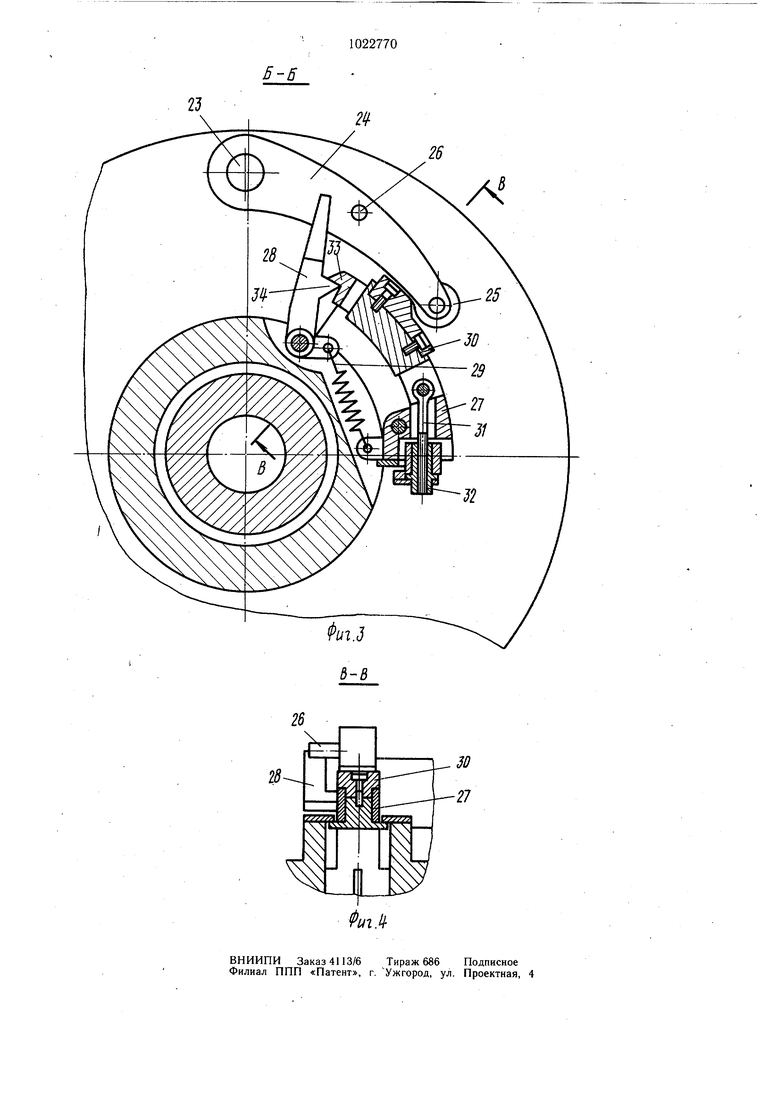
Изобретение относится к сварочной технике, в частности к устройствам для изготовления проволочных каркасов рукавных фильтров газоочистительной аппаратуры. По основному авт. св. J4b 956110 известна машина для изготовления- проволочных каркасов, содержащая смонтированные на станине стойки с приводным роликовым механизмом подачи и образования спирали из проволоки, механизм подачи продольных проволок, состоящий из кассет с проволокой, подающих роликов и направляющих роликов и сварочное устройство, состоящее из закрепленных на стойке станины наружных электродов точечной сварки и одного подвижного промежуточного электрода. Промежуточный электрод выполнен в виде цилиндрической оправки с- расположенной на ее рабочей поверхности винтовой канавкой, кинематически связанной с приводным механизмом подачи и образования спирали из проволоки и с механизмом подачи продольных проволок. Недостатком данной машины является невозможность регулирования подачи проволоки, завиваемой в спираль, точно соответствующей длине винтовой линии канавки промежуточного электрода за один его оборот при неточности изготовления или при износе рабочих поверхностей подающих роликов, так как при уменьшении диаметра подающего ролика (износ или неточность изготовления) необходимо увеличивать длину подаваемого отрезка проволоки, завиваемой в спираль. При этом необходимо регулировать подачу проволоки, так как за один оборот промежуточного электрода должен подаваться отрезок проволоки, точно соответствующий длине винтовой лд1нии канавки этого электрода. Регулировка необходи.ма так же, если ролик изготовлен несколько большего диаметра, поскольку при этом подается больщий отрезок проволоки. Данная машина не обеспечивает такой регулировки, в результате чего сокращается срок качественной работы подающего механизма и машины в целом. Цель изобретения - повышение качества каркасов. Указанная цель достигается тем, что в машине для изготовления проволочных каркасов имеется устройство для регулирования подачи проволоки, состоящее из смонтированного на барабане механизма подачи вала с двумя рычагами, один из которых кинематически связан с подпружиненным корпусом нажимного ролика, а другой имеет палец и контактный ролик, и двух шарнирно-закрепленных на соответствующей стоике станины двуплечих ры1 агов, одни плечи которых связаны между собой посредством пружины, при этом другое плечо одного из двуплечих рычагов имеет выступ, а Другое плечо другого рычага имеет резьбовую тягу с гайкой, кулачок для взаимодействия с контактным роликом и зацеп для периодического контактирования с выступом первого рычага. Такое конструктивное рещение дает возможность отключать подачу проволоки на определенный период времени за один оборот промежуточного электрода и тем самым изменять длину подаваемой проволоки, а так как после приварки продольных проволок к спирали последняя имеет средний диаметр заданный чертежом, то подача отрезка проволоки, больщего длины винтовой канавки промежуточного электрода при его повороте на один оборот, вызывает увеличение среднего диаметра спирали. Кроме того, при подаче отрезка проволоки, равного длине винтовой линии канавки промежуточного электрода, соответствующей шагу спирали, подача проволоки отключается, спираль затягивается на промежуточном электроде и средний диаметр ее принимает заданный чертежом размер. При следующем обороте промежуточного электрода цикл повторяется. На фиг. 1 изображена машина для изготовления проволочных каркасов с устройством для регулирования отключения подачи проволоки, общий вид; на фиг. 2 - разрез А--А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 3. Машина для изготовления проволочных каркасов содержит станину 1, стойки 2, 3 и 4 барабан 5 с приводным роликовым механизмом подачи завиваемой в спираль проволоки, состоящим из подающего и нажимного роликов 6 и 7, связанных между собой шестернями 8, причем ось нажимного ролика 7 имеет возможность качания в плоскости вращения барабана 5, спиралеобразующее устройство 9, механизм подачи продольных проволок 10, кассеты 11 для продольных проволок, кассеты 12 для проволоки завиваемой в спираль, мальтийский механизм 13, электропривод 14, сварочное устройство 15 для точечной сварки с наружными электродами 16, подвижный промежуточный электрод 17, регулирующее устройство 18 для регулирования начала отключения подачи проволоки, завиваемой в спираль, при повороте промежуточного электрода 17 на один оборот. Регулирующее устройство 18 содержит корпус нажимного ролика 19, нажимной ролик 7, пружину 20, поджимающую нажимной ролик 7 к подающему ролику 6. Корпус нажимного ролика 19 через серьгу 21, рычаг 22 и вал 23 связан с рычагом 24 подъема нажимного ролика 7. На рычаге 24 установлены контактный ролик 25 и палец 26., На стойке 2 станины 1 установлены двуплечие рычаги 27 и 28, связанные между собой пружиной 29. На двуплечем рычаге 27 установлен кулачок 30, связанный резьбовой тягой 31 с гайкой 32, и имеется зацеп 33 для периодического контактирования с выступом 34 рычага 28.
Регулирующее устройство работает следующим образом.
Проволока, поджатая к подающему ролику 6 нажимным роликом 7 с помощью пружины 20, при вращении барабана 5 подается в спиралеобразующий механизм 9 и дальше в спиральную канавку промежуточного электрода 17.
При накатыванииконтактного ролика 25 рычага 24 на кулачок 30 рычаг 24 поднимается, а вместе с ним поднимается и нажимной ролик 7 при повороте вала 23 с серьгой 21 и-корпусом нажимного ролика 19, при этом пружина 20 сжимается. Проволока освобождается и подача ее прекращается. При дальнейшем движении барабана 5 палец 26 рычага 24 взаимодействует с рычагом 28 и выводит его выступ 34 из под зацепа 33 рычага 27. Рычаг 24 освобождается, пружина 20 прижимает нажимной ролик 7 и подаваемую провсЛпоку к подающему ролику 6. Подача проволоки возобновляется. При дальнейшем движении барабана 5 контактный ролик 2 5 рычага 24 сходит с кулачка 30 и сначала рычаг 2 а затем рычаг 28 пружиной 29 возвращаются в начальное положение. Перемещение кулачка 30 по направляющим рычага 27 посредством тяги 31 и гайки 32 изменяет начало отключения подачи проволоки, а тем самым и длину подаваемой проволоки за один оборот промежуточного электрода 17.
Такое конструктивное выполнение изобретения компенсирует неточность изготовления и износ подающих роликов, увеличивает срок службы мащины для изготовления проволочных каркасов при существенном повышении качества каркасов изготовляемых рукавных фильтров.

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления каркасов | 1983 |
|
SU1092022A2 |
| Машина для изготовления проволочных каркасов | 1979 |
|
SU956110A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Устройство для изготовления резьбовых спиральных вставок | 1976 |
|
SU591256A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Устройство для непрерывного изготовления замкнутых колец из проволоки | 1977 |
|
SU674817A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Устройство для изготовления резьбовых спиральных вставок | 1987 |
|
SU1447503A1 |
| Цепевязальный автомат и способ вязки цепи цепевязальным автоматом | 2023 |
|
RU2827820C1 |
| Станок для изготовления спиралей проволочныхНАгРЕВАТЕлЕй | 1979 |
|
SU797828A1 |
МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ КАРКАСОВ по авт. св. № 956110, отличающаяся тем, что, с целью повышения качества каркасов, она имеет устройство для регулирования подачи проволоки, состоящее из смонтированного на барабане механизма подачи вала с двумя рычагами, один из .которых кинематически связан с подпружиненным корпусом нажимного ролика, а другой имеет палец и контактный ролик, и двух шарнирно-закрепленных на соответствующей стойке станинь двуплечих рычагов, одни плечи которых связаны между собой посредством пружины, при этом другое плечо одного из двуплечих рычагов имеет выступ, а другое плечо другого рычага имеет резьбовую тягу с гайкой, кулачок для взаимодействия с контактным роликом и зацеп для периодического контактирования с перс S вого рычага. (Л ю ND 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для изготовления проволочных каркасов | 1979 |
|
SU956110A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
