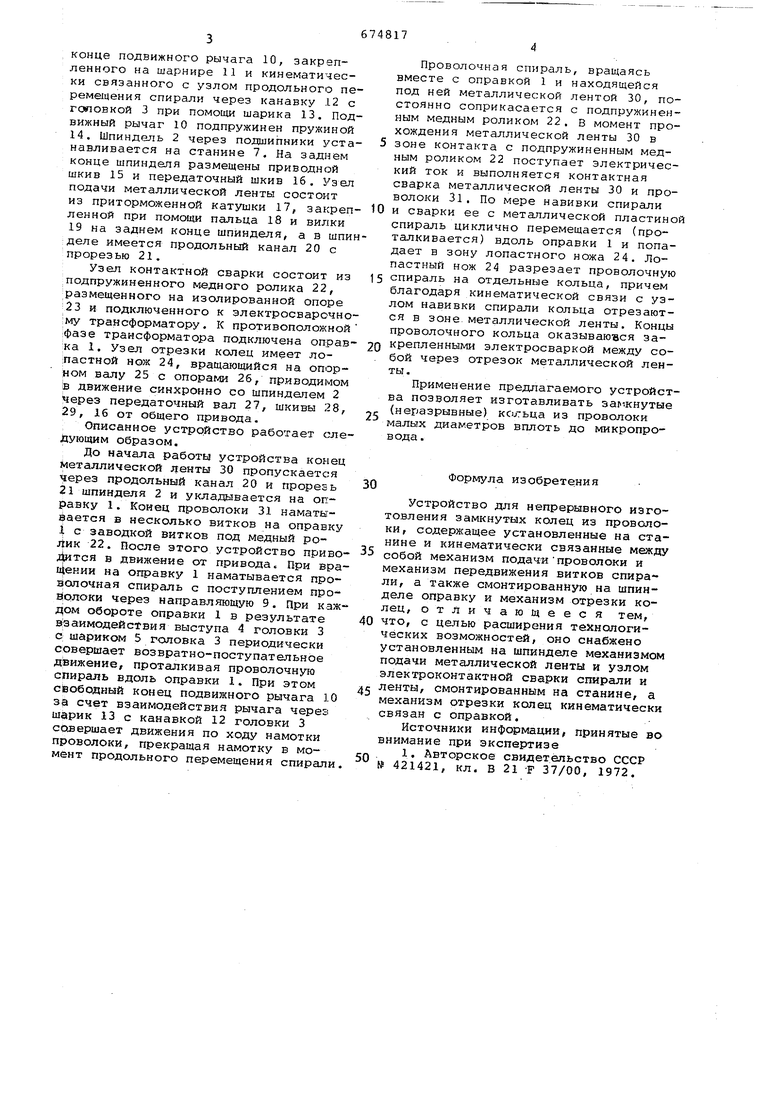
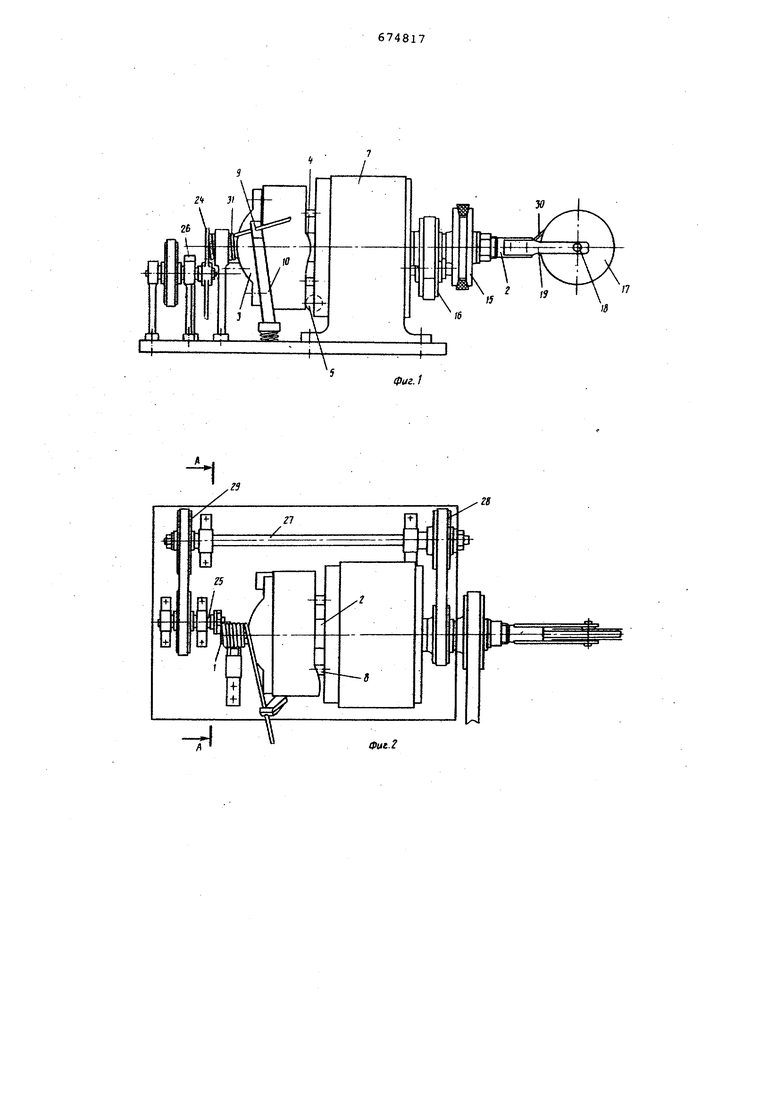
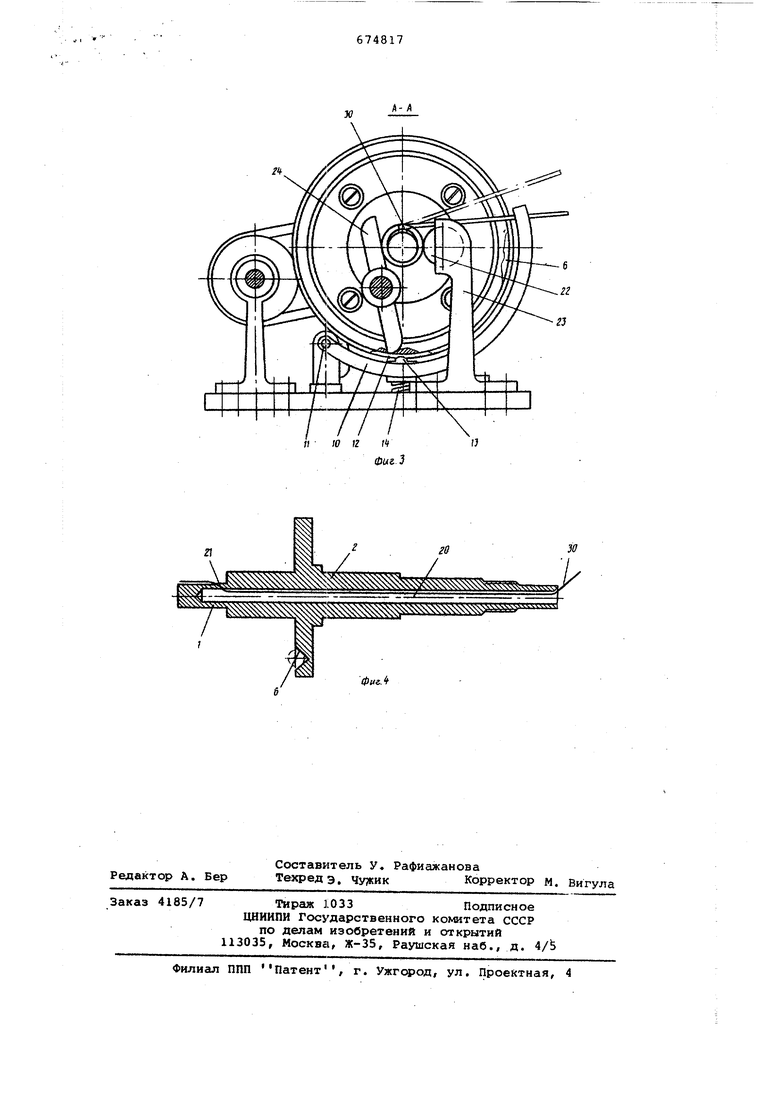
Изобретение предназначено для изготовления заьвснутых колец круглой, овальной и другой формы, например, для использования в качестве армирую щих элементов. Известно устройство для непрерывн го изготовления колец из проволоки, содержащее смонтированные на станине вращающуюся оправку с жестко закрепленным на ней ножом, направляющую оп равку для подачи проволоки, размещен ную на свободном конце шарнирно-уста новленного качающегося рычага, взаимодй1ствующего с профилированным каналом вращающейся головки 1. Однако такое устройство обеспечивает изготовление разрезных колец. Выполнение замкнутых колец на этом устройстве невозможно. Замкнутые кольца по сравнению с разрезными при использовании их в виде арматурных элементов для дисперсного армирования бетона имеют ряд преимуществ: бо лее полное использование несущей спо собности стали, павьваенная удобоукладываемость смеси т.е. замкнутые кольца являются изделием повышенного качества. С целью расширения технологических возможностей, устройство, содержащее установленные на станине и кинематически связанные между собой механизм подачи проволоки и механизм передвижения витков спирали, а также смонтированную на шпинделе оправку и механизм отрезки колец, снабжено установленным на шпинделе механизмом подачи металлической ленты и узлсми электроконтактной свлрки спирали и ленты, смонтированным на станине, а механизм отрезки колец кинематически связан с оправкой. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 2г на ф.;г. 4 - разрез шпиндель, разрез. Устройство имеет узел навивки спирали, состоящий.из сменной оправки 1, закрепленнсЛ на шпинделе 2. Узел продольного перемещения спирали состоит из головки 3, смонтированной на шпинделе 2 с возможностью осевого перемещения с размещённым на ней выступом 4, взаимвдействующим с шариком 5 в прорези 6 станины 7, Головка крепится подпружиненными шпилькакм 8. Узел подачи проволоки состоит из направляющей 9 для проволоки, размещенной соосно оправке на свободном
конце подвижного рычага 10, закрепленного на шарнире 11 и кинематически связанного с узлом продольного перемехцения спирали через канавку 12 с готовкой 3 при помощи шарика 13. Подвижный рычаг 10 подпружинен пружиной 14. Шпиндель 2 через подшипники устанавливается на станине 7. На заднем конце шпинделя размещены приводной шкив 15 и передаточный шкив 16. Узел подачи металлической ленты состоит из приторможенной катушки 17, закрепленной при ПОМО1ЦИ пальца 18 и вилки 19 на заднем конце шпинделя, а в шпинделе имеется продольный канал 20 с прорезью 21.
Узел контактной сварки состоит из подпружиненного медного ролика 22, размещенного на изолированной опоре 23 и подключенного к электросварочно:му трансформатору. К противоположной :фазе трансформатора подключена оправка 1. Узел отрезки колец имеет ло:пастной нож 24, вращающийся на опорном валу 25 с опорагда 26, приводимом iB движение синхронно со шпинделем 2 через передаточный вал 27, шкивы 28, 29, 16 от общего привода.
Описайное устройство работает следующим образом.
До начала работы устройства конец металлической ленты 30 пропускается через продольный канал 20 и прорезь 21 шпинделя 2 и укладывается на оправку 1. Конец проволоки 31 наматывается в несколько витков на оправку 1 с заводкой витков под медный роjtMK 22. После этого устройство привоф1тся в движение от привода. При враЦении на оправку 1 наматывается проЭапочная спираль с поступлением проволоки через направляющую 9. При каждом обороте оправки 1 в результате азаимодействия выступа 4 головки 3 с шариком 5 головка 3 периодически совершает возвратно-поступательное движение, проталкивая проволочную спирсшь вдоль оправки 1. При этом с|вободный конец подвижного рычага 10 за счет взаимодействия рычага через шарик 13 с канавкой 12 головки 3 совершает движения по ходу намотки проволоки, прекращая намотку в момент продольного перемещения спирали
Проволочная спираль, вращаясь вместе с оправкой 1 и находящейся под ней металлической лентой 30, постоянно соприкасается с подпружиненным медным роликом 22, в момент прохождения металлической ленты 30 в 5 зоне контакта с подпружиненным медным роликом 22 поступает электрический ток и выполняется контактная сварка металлической ленты 30 и проволоки 31. По мере навивки спирали
и сварки ее с металлической пластиной спираль циклично перемещается (проталкивается) вдоль оправки 1 и попадает в зону лопастного ножа 24. Лопастный нож 24 разрезает проволочную
5 спираль на отдельные кольца, причем благодаря кинематической связи с узлом навивки спирали кольца отрезаются в зоне металлической ленты. Концы проволочного кольца оказываювся закрепленными электросваркой между собой через отрезок металлической ленты.
Применение предлагаемого устройства позволяет изготавливать замкнутые (неразрывные) когьца из проволоки малых диаметров вплоть до микропровода .
Формула изобретения
Устройство для непрерывного изготовления замкнутых колец из проволоки, содержащее установленные на станине и кинематически связанные между
собой механизм подачи проволоки и механизм передвижения витков спирали, а также смонтированную на шпинделе оправку и механизм отрезки колец, отличающееся тем,
что, с целью расширения теХнсшогичёских возможностей, оно снабжено установленным на шпинделе механизмом подачи металлической ленты и узлом электроконтактной сварки спирали и
ленты, смонтированным на станине, а механизм отрезки колец кинематически связан с оправкой.
Источники инфсФмации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 421421, кл. В 21 -F 37/00, 1972.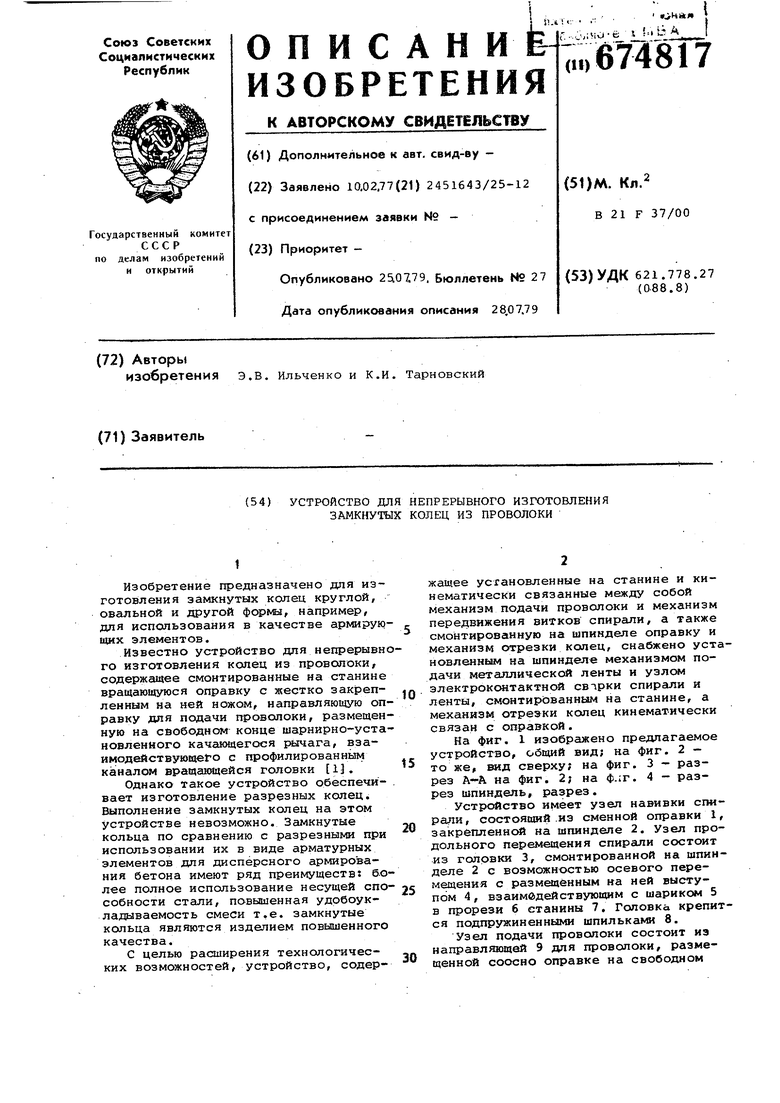
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ навивки бесконечных многопроволочных спиралей и станок для его осуществления | 1986 |
|
SU1493368A1 |
| Устройство для непрерывного изготовления колец | 1978 |
|
SU766715A1 |
| Устройство для завивки спиральных пружин | 1980 |
|
SU921656A1 |
| Устройство для навивки спиралей | 1975 |
|
SU543449A1 |
| Станок намотки бескаркасных микроспиралей | 2024 |
|
RU2838281C1 |
| ОСЬСОЮЗНАЯ mmm-jimriu'im | 1973 |
|
SU384278A1 |
| Устройство для изготовления витых чувствительных элементов | 1983 |
|
SU1125084A1 |
| Устройство для навивки поддержек на спиральные тела накала трубчатых ламп | 1988 |
|
SU1594629A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЧУЖНОГО ПОЛОТНА | 1992 |
|
RU2020018C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ И УСТРОЙСТВО ДЛЯ НАВИВКИ СПИРАЛИ ИЗ СТАЛЬНОГО ПРОФИЛЯ | 2002 |
|
RU2219036C2 |
Н Ю 12 tf
1
Т
7
I
т
Л-Л
Фи& J
да
/
4 : : :ss&i g g rar.
фиъЛ
