со Ф
4
сд со Изобретение относется к металлообработке, в частности к разработке прог рессивного оборудования с числовым программным управлением (ЧПУ) для точения гибких валов. Известны станки для многорезцового точения гибких валов с подяштием задним «ентром, содергкащие продольный суппорт со стойкой, на которой встречно установлены резцовые радиальные суппорты, связанные с системой числового управления многорезцовым точениёмЛ З . Недостатками таких станков являютс не высокая точность обработки, компановка и переналадка люнета на станке трудоемка. Цепью изобретения является повышение точности обработки. Эта цель достигается тем, что на . стойке в промежутках между резцовыми суппортами установлены дополнительные радиальные суппорты с закрепленными в них динамометр1гческими люнетными опорами, которые связаны синхронной, например шестеренчатой, передачей с их общим приводом, причем плоскость действия люнетных опор смещена в сторону заднего центра относительно плос- кости действия резцов, а в систему управления введен блок управления общим приводом по силам подлгонечивания, управл аощий алгоритм которого соответствует алгоритму управления резцами. „ , м На фиг, 1 показана суппортная групп г-i-j lUH-a г- .n ЛПТППППСШМа ЦП гЬтттч Х станка с системой управления на фиг. 2 схема обработки гибкого,вала. На продольных направляющих станка установлены передняя и задняя бабки (не показаны) и продольный суппорт со стойкой 1, на которой установлены ра.-« диальные суппорты 2-7, снабженные индивидуальными приводами 8 - €0 и общим приводом 11 с синхронной, кап-, Фимер шестеренчатой, передачей 12 - 13 В радиальных суппортах 2,4 и в закреплены резцы 16 - 18, а в рад1й1ль ных суппортах 3, 5 и 7 закреплены люнетные опоры 19 - 21 с динамометричесйими датчиками 22. 24, Деталь 25 точат, например, в па-рроне 2; 6 с подгкатием задним центром 27 Система 28 числовогч) управления сод ер жит блок управления индивидуальными приводами радиальных резцовых суппортов 29 и блок 30,управления приводом радиальных суппортов, несущих пюнетщде сизоры. При токарной обработке детали 25 одновременно тремя резцами 16 - 18 возникают силы резания Rj , Рл и Р . При точении по методу деления припуска по глубине резец 18 реализует команду от устройства ЧПУ при помощи радиального суппорта 2 с приводом 8, а два других резца 16 и 17 блока 29 управления при помощи радиальных суппортов 4 и 6 с приводами 9 и 1О, Силы резания R , Р и Р, измеренные непосредственно датчиками сил (не показаны) или другими косве ными методами, .вводят в блок 29, кО1юрый вырабатывает управляющие алгоритмы для радиального перемещения резцов 16 и 17 по критерию равенства всех сил резания. Собственно, Г PJ3-P1-0 М TPj -Pa-O. л-л }4-1 )-л ГВ результате погрещностей адаптивной системы. управления По силам возникает погрешность обработки от нескомпенсированных сил резания, которая при условии низкой жесткости гибких валов может достигать .значительной величины. Для устранения указанной погрешности радиальные суппорты 3, 5 и 7 синхронно перемещают к центру при помощи общего привода 11 через шестерни 12 - 15 до i Q о i j cQjjjjfl люнетными опорами 19 - 21 ...... .jобрабатываемой детали 25. Возникающие силы подлюнечивания Рл, РП и РЛ , измеренные при помощи датчиков 22 24 сил, поступают в блок 30 управления, в котором осредняются и сравни-, ваются в устройстве числового програь много управления с заданными значениями (5,, Разностный сигнал осуществляет следящее перемещение радиальных сушюртов по критерию . с целью исключения вли5шия погрешкости заготовки на точность обработки люнетные опоры смещены в осевом напавлении в сторону заднего центра, что обеспечивает ихконтактирование с уже обработанной поверхностью слояшо-проильной или ступенчатой формы.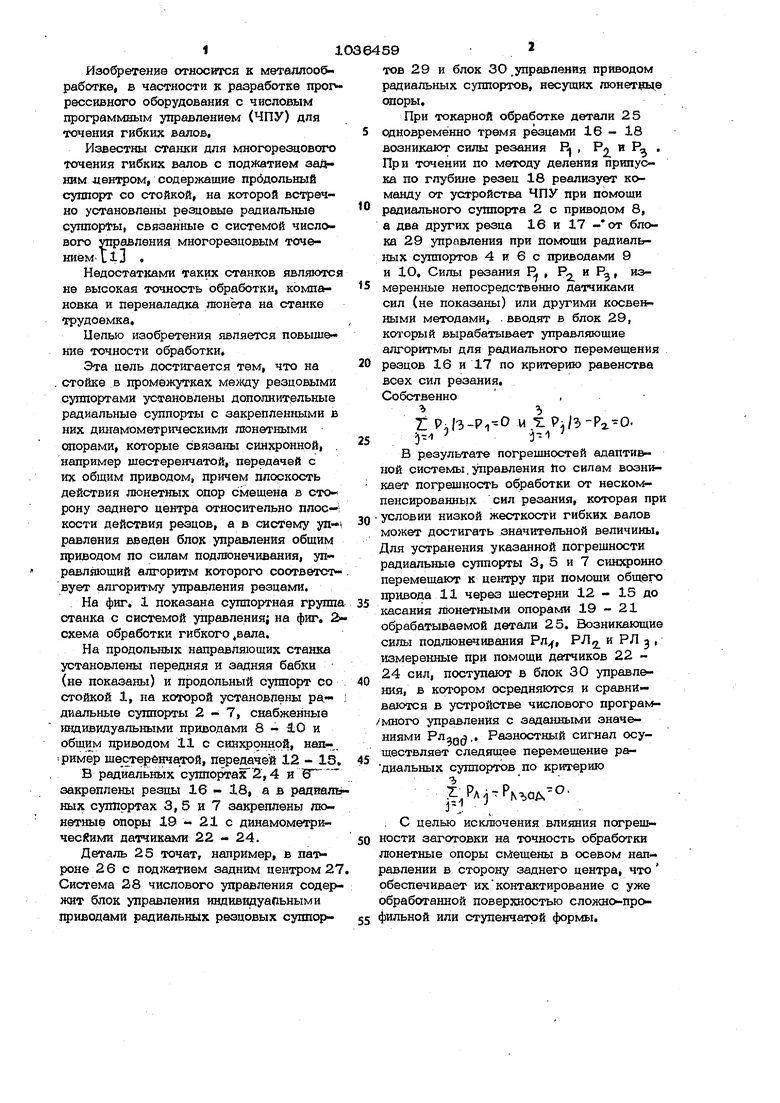
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный станок с программным управлением | 1990 |
|
SU1738474A2 |
| Способ многорезцового точения | 1978 |
|
SU1022778A1 |
| Устройство для многорезцового точения | 1991 |
|
SU1821290A1 |
| Система управления многоинструментальной обработки резцами | 1978 |
|
SU782964A1 |
| Способ многорезцового точения | 1983 |
|
SU1118486A1 |
| Способ многорезцового точения и устройство для его осуществления | 1991 |
|
SU1814969A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| Токарный станок | 1982 |
|
SU1085676A1 |
| Способ обработки резанием многорезцовым вращающимся инструментом | 1989 |
|
SU1726138A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
СТАНОК ДЛЯ МНОГОРЕЗЦОВОГО ТОЧЕНИЯ ГИБКИХ ВАЛОВ с поджатием задним центром, содержащий продольный суппорт со стойкой, на которой встречно установлены резцовые радиальные суппорты, связанные с системой числового упрешления многорезцовым точ&нием, о т л ичающийся тем, что, с целью повышения точности обработки, на стойке в промежутках между резцовыми суппортами установлены до полнительные радиальные суппорты с закрепленными в них динамометрическими люнетными опорами, которые связаны син:фонной, например шестеренчатой, передачей с «их общим приводом, хфичем плоскость действия люнетных опор смещена в сторону заднего центра относительно плоскости действия резцов, а в систему управления введен блок управления общим приводом по силам лодлюнечивания, управляющий алгоритм которого соответствует алгоритму управления резцами. (Л с
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ механической обработки нежестких деталей | 1974 |
|
SU484937A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
