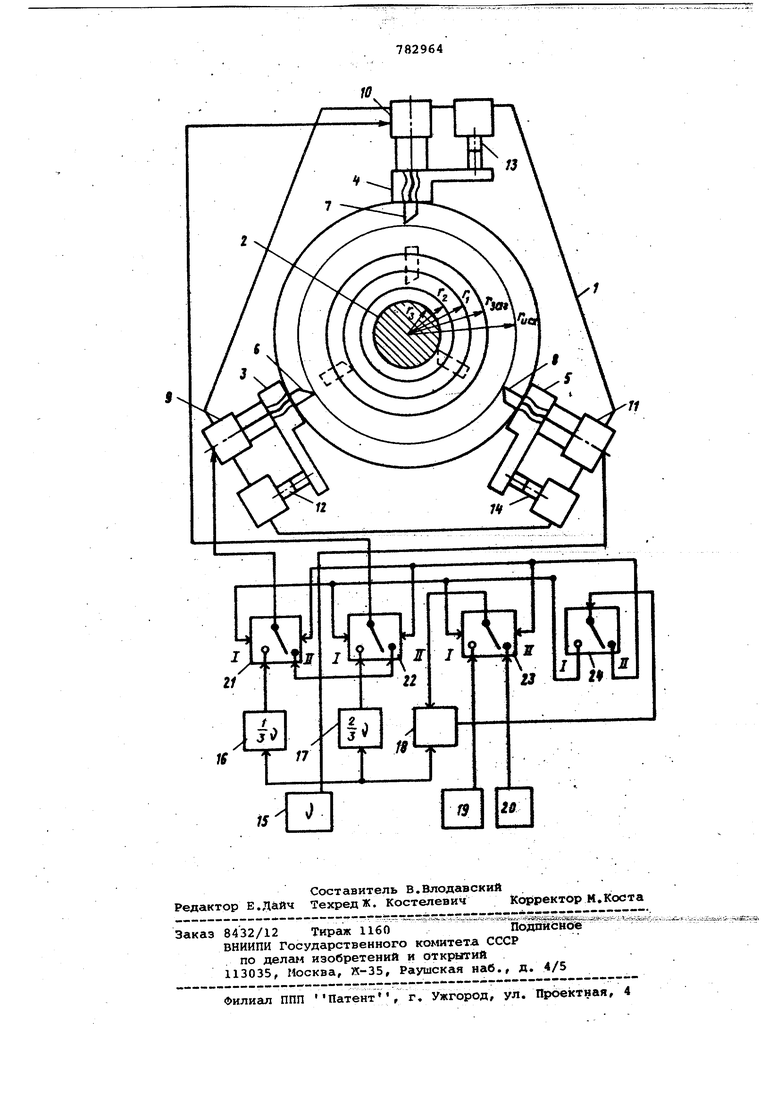
Изобретение относится к области обработки металлов резанием и мо,жет быть использовано при разработка систем управления станков с ЧПУ. Известна система одновременного управления несколькими резцами с одним формообразукячим резцом и приводом от шагЬвых двигателей, которая содержит генератор и счетчик импульсов l В известной системе все радиальные суппорты перемещаются с одинаковой скоростью, определяемой частотой импульсов генератора, что не обеспечивает равномерного снятия между резцами припуска по глубине. Указанная неравномерность глубины резания резцов, имекядая место при врезании и точении пройольно-профйльных поверхностей, приводит к неравномерному распределению сил между резца ми, вызывает упругий прогиб детали, в результате чего возникают вибра1Ши и погрешности обработки, В пре)алагаемую систему управления введены делители частоты генератора и ключи, которые соединяют все шаговые приводы с входом генератора, настроенного, например, на максимальную величину подачи,до касания всеми резцами заготовки, после чего lio сигягьпу счетчика импульсов клкучи соединяют привод фсч мообразуюе|е« п реэца. с указанным генератором ««пульсов, настроеншд на рабочую птхдачу -Э,, а каждый привоя остальиык резцов соединяют со своими деш елями частоты, причем в исходном положеШга резцы радиальных суютортов настроены путем регулировки ограничителей хода на одинаковый радиус овргЛотки, а делители настроены на частогу,являкадуюся частью частоты рабочеА подачи формообразукл его резца. На чертеже схематически изображена предлагаемая система управления многоинструментальной обработкой резцами, На npofliaBbHOM суппорте токарного станка заЛфеплена стойка 1 с тремя установленными на ней относительно оси детали 2 равномерно по окружйости радиапьн а«1 .суппортайш 3,4 и 5 с резца ш 6,7 и 8, Радиальные суппорты содержат приводы от шаговых двигателей 9,10 и 11 и ограничители хода 12,.13 и 14.Система утфавления шаговыми двигателями 9,10 и 11 содерлит генератоц , импульсов 15, делители частоты 16,17, счетчик импулйсов 18,блоки задания радиуса детали 19 и радиуса заготовки 20 и ключи 21,22,23 и 24. В обгчем случае при ддндбрёмёнйЪм точении детали п резцами .выходную частоту импульсов-О j каждого j делителя настргшвают на частоту, являющуюся частью част.оты рабочей подачи формообраэукицего резца где J - порядковый номер привода резц и связанного с ним дёЛитеЛя частоты. . - - В частности при трехрезцойом точении (п 3) 4 1 2 |- ППеред началом работы вершины всех -резцов с помсядью ограничителей хода 12,13 и 14 устанавливают на одинаковое расстояние от ойи детали f ., а все ключи 21,22,23 и 24 устанавливааот в положение П. В начальный момент игшульсы генератора 15 поступгиот непосредственно на шаговый двигатель 11 радиального суппорта 5, несущего формообразуюЕщй резец 8, и kpoMe того, через делители частоты 16 и 17 и ключи 21 и 22 на шаговые двигатели 9 и 10 соответствующих радиальных суп портов 3 и 4, несущих резцы 6 и 7, обеспечившая синхронное радиальное перемещение всех суппортов. При этом импульсы генератора 15 поступают на один из входов дифференциального счет чйка 18, на второй вход которого через ключ 23 введен размер радиуса заготовки г JQt, При достижении резцами размера - 4 dc6o SeTCTfiyiet началу йрёэания рез iXos в заготовку, сигнгш от счетчика 18 переключает цепи ключа 24 в положе ние I .При этом сигнал с выхода ключа 24 устанавливает ключи 21,22,23 также в положение I . Ключ 21 в положе нии I соединяет йых:од делителя частоты 16 с шаговым двигателем 9, ключ 22соединяет:выход делителя частоты 17 с шаговым двигателем Ю, а ключ 23соединяет блок 19 задания радиуса Детали г. ет с вторым входом счетчика 18.С этого момента на кахдые 3 импул са; Шй5Шйш:Ш на вхад j ,теля 11 формообразующего резца,на дв других шаговых двигателя 9 и 10 посту пают через делители частоты 21 и 22 соответственно 1 и 2 импульса, что обеспечивает одинаковую глубину резания как при в1 еэном, так и при продольно-профильном точении детали. Равенство глубин резания на всех резцах обеспечивает равномерное распределение сил, что обуславливает отсутствие прогиба детали и создает условия безвибрационного точения. При достижении формообразукедим реэцом заданного программой радиуса детали (rj гдет) в счетчике вырабатывается команда ввода нового калра программы (на чертеже не показано) и затем цикл работы повторяется. Кроме того, при использовании предложенного способа на станках, устройства ЧПУ которых имеют покащ овый ввод и считывание управлякячей программы, соединен е шаговых приводов с делителями частоты генератора может осуществлять считьгаающее устройство путем смены кадров управляю1чей программы, что упрощает реализацию способа на станkax с ЧПУ. При установке датчиков сил резания (на чертеже не показаны) сигнал на переключение шаговых приводов от делИт)елей частоты может поступать от указанных датчиков сил резания, что обеспечивает переключение деталей в момент фактического касания резцами заготовки, а следовательно, повшаеиные вибростойкость и точность врезного и фасонного точения. и Формула изобретения Система упЕ)авления многоинструментальной обработкой резцами, один из которых формообразующий, содержеицая шаговые двигатели радиального перемещения резцов, генератор и счетчик импульсов, отличающаяся тем, что, с целью повышения виброустойчивости и точности врезного точения и точения фасонного профиля, шаговый двигатель формообразующего резца непосредственно соединен с выходом генератора импульсов, а шаговые двигатели других резцов соединены с выходом генератора через настраиваемые делители частоты и ключи, yпpaвляe вJe счетчиком импульсов. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 588065, кл. В 23 В 25/06, 1976. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Адаптивная система управления станком | 1978 |
|
SU744469A1 |
| Система управления многоинструментальной обработкой | 1976 |
|
SU588065A1 |
| Устройство стабилизации скорости резания для токарных станков с ЧПУ | 1983 |
|
SU1136112A1 |
| Способ многорезцового точения | 1978 |
|
SU1022778A1 |
| Устройство для кинематического дробления стружки на токарных станках с числовым программным управлением | 1980 |
|
SU959036A1 |
| Система числового программного управления с постоянной скоростью резания для токарно-винторезных станков | 1981 |
|
SU978102A1 |
| Станок для многорезцового точения гибких валов | 1978 |
|
SU1036459A1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Устройство стабилизации скорости резания для токарно-винтовых станков с числовым программным управлением | 1983 |
|
SU1180845A1 |
| Устройство для кинематического дробления стружки на токарных станках с числовым программным управлением | 1981 |
|
SU1004974A1 |