Изобретение относится к устройствам.автоматического регулирования и управления на непрерывном прокатном стане холодной прокатки и может быть использовано для автоматического регулирования толщины полосы на выходе стана.
Известно устройство автоматического регулирования, в котором используется корректор, изменяющий темп интегрирования в функции транспортного запаздывания из условия сохранения заданного характера переходного процесса при всех .скоростях прокатки l
Недостатком данного устройства является невозможность получения высокого быстродействия регулятора.
Известно также устройство автоматического регулирования толщины полосы на прокатном стане, в котором используется корректор, принимающий сигнал о скорости прокатки от тахогенератора, приводимо го в движение от привода валков клети 2 ,
Недостатком данного устройства является то, что учет действительной скорости полосы на выходе стана при Выработке управляющего воздействия для канала регулирования толщины производится с относительно невысокой точностью, так как информация об этой скорости поступает от тахогенератора главного привода клети без коррекции по величинам обжатия и действительных диаг1етров рабочих валков. Это снижает качество регулирования толщины полосы.
Наиболее близким к изобретению по технической сущности и достигаемоr-jsy результату является устройство регулирования толщины полосы, содержащее измеритель толщины полосы, задатчик толщины, блок рассогласования, корректор коэффициента усиления, включенный на вход интегральнопропорционально-дифференциального(ИПД ) усилителя, выход которого подключен ко входу системы управления главным приводом клети. Выход блока рассогласования через инерционное звено и нелинейное дифференцирующее звено подключен параллельнокорректору на вход ИПД усилителя З .
Недостатком данного устройства является то, что для получения удовлетворительного качества регулирования толщины полосы необходимо дополнительно корректировать коэффициенты ИПД регулятора при смене рабочих валков. Это приводит к дополнительному усложнению структуры устройства.
Цель изобретения - увеличение точности регулирования толщины прокатываемой полосы и повьлление ее качества.
Поставленная цель достигается тем, что в устройство автоматического регулирования толщины полосы на непрерывном прокатном стане, содержащее последовательно соединенные измеритель толщины с блоком рассогласования, задатчик толщины, выход которого соединен с вторым входом блока рассогласования, регулятор, выход которого соединен с вторым входом блока рассогласования, регулятор, выход которого подсоединен к входу системы управления главным приводом клети, дополнительно введен датчик импульсов механически соединенный с измерительным валом, установленным за последней клетью, а вход датчика импульсов соединен с вторым входом регулятора, первый вход которого соединен с выходом блока рассогласования заданной и текущей толщины полосы.
Прокатываемая полоса приводит во вращение измерительный вал,, установленный между последней клетью прокатного стана и моталкой. Датчик импульсов вырабатывает фиксированное число импульсов на каждый оборот вала.
На чертеже представлена блок-схе ма устройства.
Схема содер}кит последовательно соединенные измеритель 1 толщины, блок 2 рассогласования, на второй вход которого подсоединен задатчик 3 толщины, а выход блока рассогласования соединен с ИПД регулятором 4, в состав которого входят пропорциональный усилитель 5, дифференциатор €, интегратор 7 и сумматор 8, выход регулятора соединен с системой 9 управления главным приводом клети, причем второй вход ИПД регулятора соединен с выходом датчика 10 импульсов, механич.ески соединенным с измерительным валом 11.
Устройство работает следующим образом.
При возникновении рассогласования Ah между заданным и текущим значение толщины полосы на выходе прокатного стана .
ti,
где h- - заданная толщина полосы;
h-f- текущая толщина полосы вырабатывается управляющее воздействие, равное сумме сигналов пропорционального канала, интегратора 7 и дифференциатора 6, которые поступают на- в.ход систелФл управления главным приводом кЛети 9. При этом происходит изменение скорости вращения главного привода.
В процессе работы регулятора при поступлении импульса от датчика пропорциональный усилитель, интегратор и дифференциатор на данном цикле регулирования вырабатывают управляющее воздействие.
3 1024135
Использование предлагаемого уст- воздействия в среднем на ii,7% за счет
ройства для автоматического регулиро-более точного учета действительной
вания толщины полосы на непрерывномскорости прокатываемой полосы при
прокатном стане позволяет повыситьвыработке управляющего воздействия
качество регулирования толщины выра-и синхронизации работы регулятора
жае|« е в уменьшении длины полосы не- не по времени, как положено в известoбxoли 4oй для отработки возмущающегоном устройстве, а по длине.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического регулирования толщины полосы на непрерывном прокатном стане | 1987 |
|
SU1435347A1 |
| Устройство автоматического регулирования толщины полосового проката | 1982 |
|
SU1068193A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1990 |
|
SU1731321A1 |
| Устройство управления приводом нажимных винтов клети прокатного стана | 1981 |
|
SU984532A1 |
| Устройство для управления главным приводом клети непрерывного прокатного стана | 1978 |
|
SU738707A1 |
| Регулятор относительного обжатия прокатываемой полосы | 1981 |
|
SU944696A1 |
| Устройство автоматического регулирования толщины полосы | 1982 |
|
SU1044363A1 |
| Устройство для управления профилированной прокаткой заготовки в прокатной клети толстолистового стана с гидравлическим нажимным устройством | 2022 |
|
RU2786648C1 |
| Устройство для автоматического регулирования натяжения полосы | 1977 |
|
SU692650A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫРАВНИВАНИЯ МОМЕНТОВ НА РАБОЧИХ ВАЛКАХ ПРОКАТНОЙ КЛЕТИ С ИНДИВИДУАЛЬНЫМ ЭЛЕКТРОПРИВОДОМ | 2007 |
|
RU2362641C2 |
УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЖЧ.ИНЫ ПОЛОСЫ НА НЕПРЕРЫВНОМ ПРОКАТНОМ СТАНЕ, содержащее последовательно соединенные измерит тель тождина « блоком рассогласования, задатчик толщины, выход которого соединён с вторым входом блока рассогласования, регулятор, выход которого подсоединен к входу системы управления главным приводом клети, о тл ич ающее с я тем, что, с целью увеличения точности регулирования толщины, прокатываемой полосы и повыьиения ее качества, в состав устройства дополнительно введены датчик импульсов и измерительный вал, причем датчик импульсов механически соединен с измерительным валом, установленным за последней клетью, а вход датчика импульсов соединен с вторым входом регулятора, первый вход которого соединен с выходом блока S рассогласования заданной и текущей (Л толщины полосы. К) 4 оо ел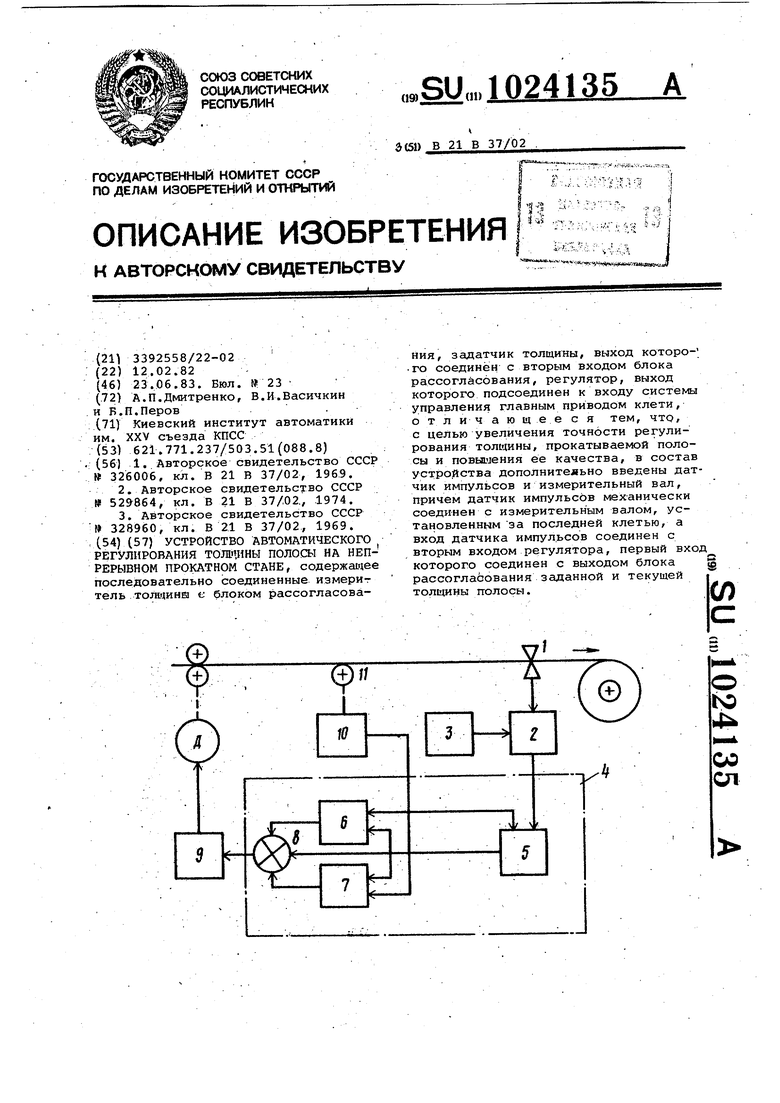
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ полосы НА НЕПРЕРЫВНОМ ПРОКАТНОМ СТАНЕ | 0 |
|
SU326006A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| , | |||
