Фиг. 2
Изобретение относится у прокатному производству, я именно к птптям мелкосортных и проволочных станов.
Ноль изобретения - упрощенно управлением клетью при переходе на двухниточ- ную прокатку.
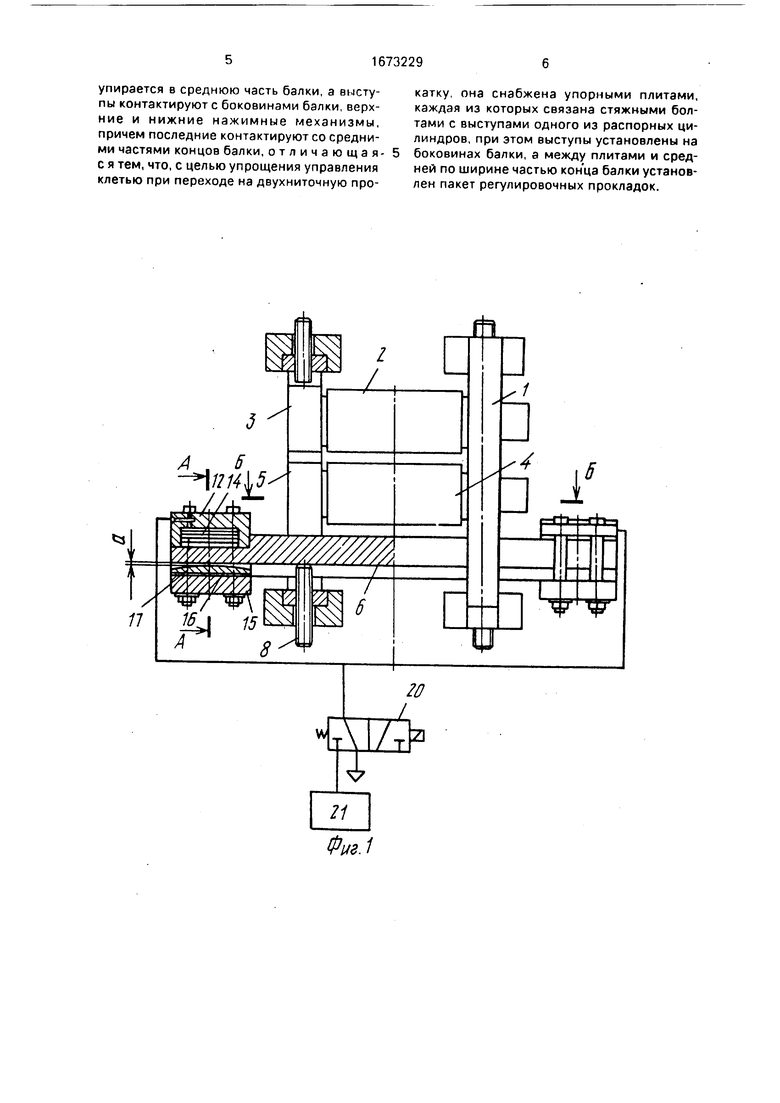
На фиг.1 схематически показана предлагаемая рабочая клеть; на фиг.2- разрез А-А нафиг.1; н фиг 3 - разрез Б-Б на фиг.1.
Рабочая клеть содержит станину 1, в которой с возможностью вертикального перемещения установлен комплект валков, включающий верхний палок 2 с подушками 3 и нижний палок 4 с подушками 5. Рабочая клеть также содержит балку 6, два гидроцн линдра 7 и нижние нажимные механизмы Li
На каждом конце балки 6 выполнены две продольные сквозные прорези 9, разде ляюшие конец ня дпз боковины 10 и среднюю часть (язык) 11. Балка 6 располагается в окнах станины 1 между подушками 5 нижнего валка 4 и чижними нажимными винтами 8. При этом подушки 5 расположены на боковинах 10 концов 6, а балка расположена на нижних нажимных винтах 8. Каждый гидроцилиндр 7 состоит из корпуса 12 с выступами 13. плунжера 14, упорной плиты 15, пакета регулировочных прокладок 16. прокладок 17, винтов 18 и стяжных болтов 19. Корпус 12 гидроцилиндра выступали 13 соединен с упорной плитой стяжными болтами 19. Между упорной плитой 15 и средней частью 1 1 расположен пакет регулировочных прокладок 16 и подкладки 17, имеющие цилиндрическую поверхность. Пакет регулирозочньг прокладок 16 и подкладки 17 закреплены на упорной плите 15 винтами 1Я. Гидроцилиндры 7 располагаются на концах балки 6.
Рабочая клеть снабжена гидросистемой управления, включзкмцей двухпозициои- ный гидрораспределитель 20 с приводом. например, электромагнитным и оби им источником 21 давления .жидкости (например, насос).
Рабочая клеть прокатного сгана работает следующим образом.
Расчетным или экспериментальным путем определяют упругую деформацию клети при однониточной и двухниточнги прокатке полос. Путем замера проб переднего и заднего концов полосы при прокат ко в одну сторону и две нитки устанавливают величину отклонения размеров профиля в результате изменения числа одновременно прокатываемых ниток при двухниточной прокатке. Подбором регулировочных прокладок 16 ход подушек 5 нижнего валка 4
устанавливается равным величине упругой деформации клети при переходе с однониточной прокатки на двухниточную. Установленный таким образом зазор а между
упорной плитой 15 и языком 11 концов балки б равен величине хода плунжера 14 (фиг.1,2).
При отсутствии металла в клети или при прокатке в клети в одну нитку двухпозици0 онный гидрораспределитель 20 соединяет гидроцилиндры 7 клети со сливной магистралью.
При прокатке в клети в две нитки включают гидрораспределитель 20,рабочая жид5 кость от насоса 21 поступает в гидроцилиндры 7. Под действием давления плунжеры 14 перемещаются на величинуус- тановленного зазора а и воздействуют на языки 11 концов балки 6, которые выбирают
0 этот зазор и упираются в подкладку 17, имеющую цилиндрическую поверхность. Таким образом, языки 11 и боковины 10 концов балки 6 упруго деформируются (боковины 10 отгибаются вверх, а языки 11 - вниз). В
5 результате балка 6, опираясь своими языками 11 на нажимные винты 8. боковинами 10 поднимает подушки 5, а с ними и нижний валок 4 вверх на установленную величину. При выходе конца полосы второй нитки гид0 рораспределитель 20 вновь соединяет гидроцилиндры 7 со сливной магистралью и плунжеры 14 перемещаются в исходное положение.
Таким образом, подбором регулировоч5 ных прокладок 16 можно установить ход подушек 5 нижнего валка 4 любой величины в пределах упругой деформации клети при переходе с однониточной прокладкой на двухниточную. Установленный зазор а
0 между упорной плитой 15 и языком 11 кон- цои балки 6 ограничивает ход плунжера 14. Управление клетью упрощается и сводится к включению гидрораспределителя 20 в момент захода второй нити в клеть и выключе5 ния (идрораспределителя в момент выхода конца второй нити из клети. Время настройки сокращается, повышается безопасность работ ы снижается давление рабочей жидкости в магистрали, достигается экономия
0 электроэнергии и уменьшается расход pa- Сочей жидкости.
Формула изобретения Рабочая клеть прокатного стана, содержащая станину, комплект валков с подушка5 ми, установленными на балке, на каждом конце которой выполнены две продольные сквозные прорези, разделяющие балку на две боковины и среднюю часть, установленные на концах балки распорные гидроци- линдоы с выступами, плунжер которых
упирается в среднюю часть балки, а выступы контактируют с боковинами балки, верхние и нижние нажимные механизмы, причем последние контактируют со средними частями концов балки, отличающая- с я тем, что, с целью упрощения управления клетью при переходе на двухниточную прокатку, она снабжена упорными плитами, каждая из которых связана стяжными болтами с выступами одного из распорных цилиндров, при этом выступы установлены на боковинах балки, а между плитами и средней по ширине частью конца балки установлен пакет регулировочных прокладок.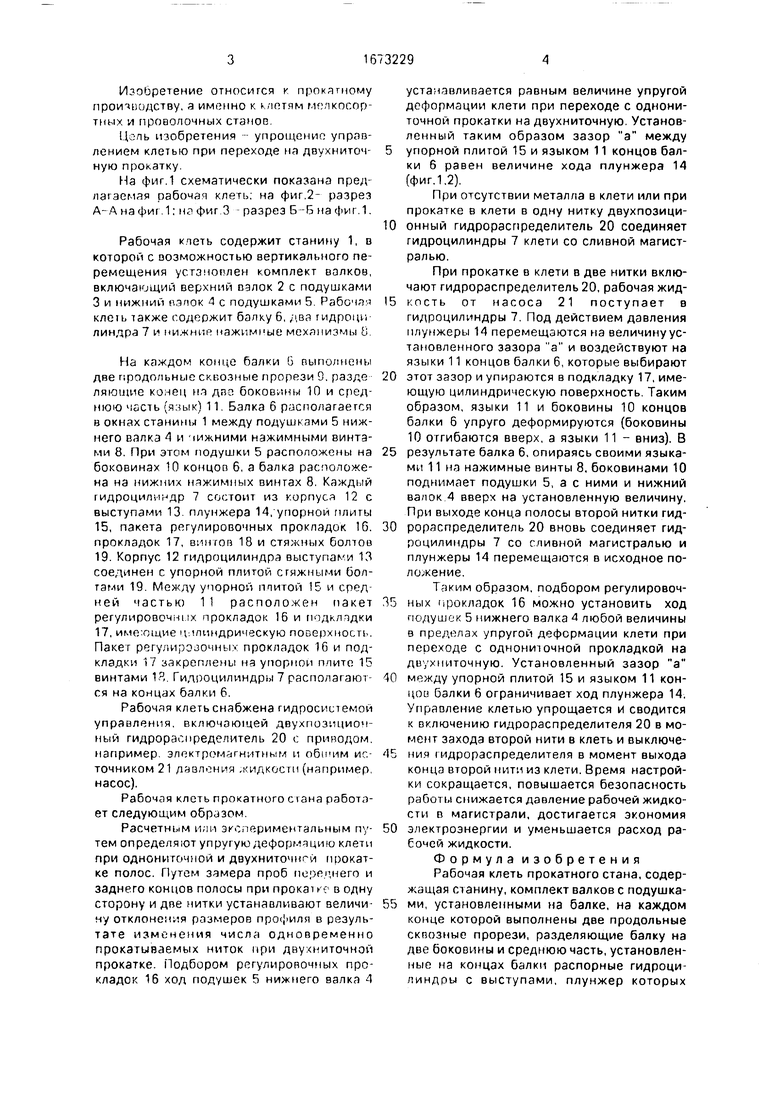
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования размеров проката непрерывного стана двухниточной прокатки | 1989 |
|
SU1676698A1 |
| Предварительно напряженная клеть | 1980 |
|
SU1025471A1 |
| Линия клети прокатного стана | 1987 |
|
SU1507467A1 |
| РАБОЧАЯ КЛЕТЬ ДВУХНИТОЧНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2094140C1 |
| ГИДРАВЛИЧЕСКОЕ УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ РАБОЧЕГО ВАЛКА ОБЖИМНОГО ПРОКАТНОГО СТАНА С ВЫРАВНИВАНИЕМ ДАВЛЕНИЯ В ОПОРАХ НАЖИМНЫХ ВИНТОВ И ВИНТОВЫХ ПАРАХ | 2001 |
|
RU2201303C2 |
| Рабочая клеть прокатного стана | 1986 |
|
SU1315044A1 |
| Предварительно напряженная прокатная клеть | 1979 |
|
SU899175A1 |
| Прокатная клеть | 1983 |
|
SU1072934A1 |
| Прокатная клеть переменной жесткости | 1978 |
|
SU1022762A1 |
| ПРОКАТНАЯ КЛЕТЬ ЛИСТОВОГО СТАНА КВАРТО | 2009 |
|
RU2399445C1 |
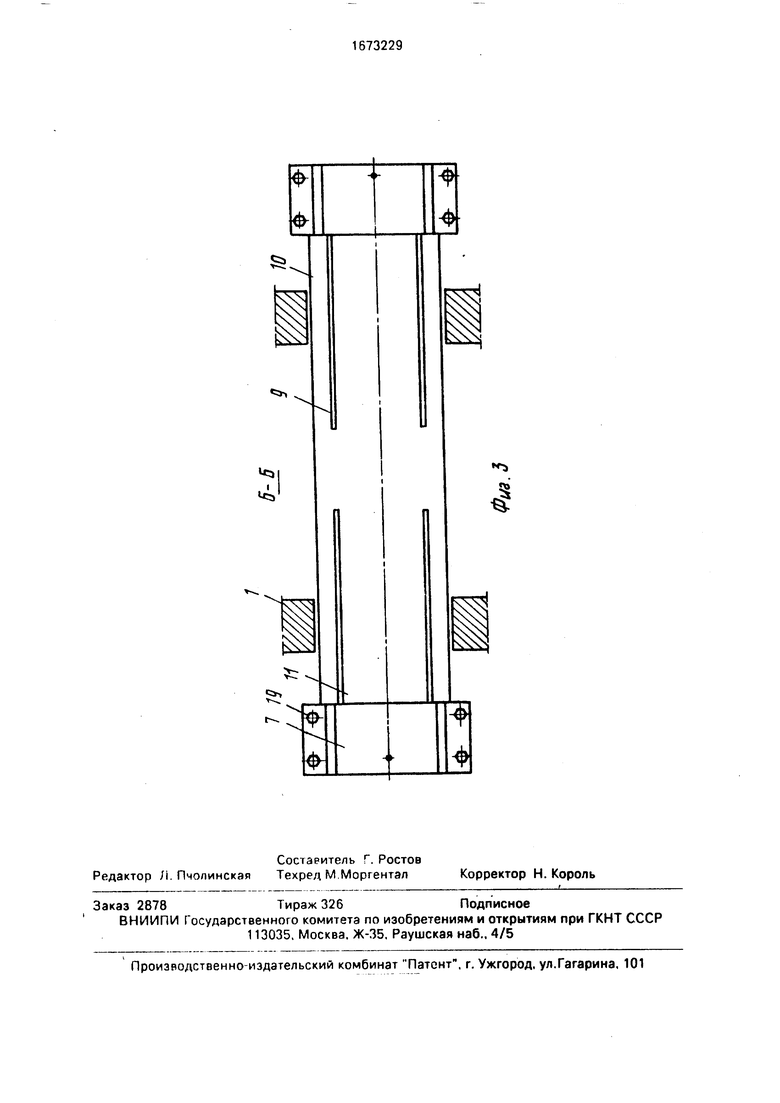
Изобретение относится к прокатному производству, а именно к системам мелкосортных и проволочных станов. Цель изобретения - упрощение управлением клетью при переходе на двухниточную прокатку. Гидроцилиндры 7 снабжены упорными плитами 15. Это позволяет довольно просто подбором регулировочных прокладок 16 установить ход подушек равным величине упругой деформации клети при переходе с однониточной прокатки на двухниточную. Установленный таким образом зазор между упорной плитой 15 и языком 11 конца балки равен величине хода плунжера гидроцилиндра 7, что исключает необходимость постоянного контроля за величиной хода плунжера в рабочих полостях гидроцилиндров, за усилием прокатки и последующую сложную настройку электрогидравлического преобразователя, что упрощает управление клетью. А также данная конструкция гидроцилиндров позволяет значительно снизить давление жидкости в системе, что повышает безопасность в работе. 3 ил.
Фю.1
Ш
Ш
Ъ
41
| Рабочая клеть прокатного стана | 1982 |
|
SU1080896A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Рабочая клеть прокатного стана | 1986 |
|
SU1315044A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
