Изобретение относится.к области обработки металлов давлением, в частности к технологической оснастке для пробивки отверстий в деталях типа глухих.сосудов и может быть использовано в различных отраслях машиностроения.
Известно устройство для пробивки отверстий в полых деталях , содержащее телескопически установленные на приводе матрицу и пуансон, состо ящий из стержня и рабочей части с режущей Кромкой, ввшолненной в виде ци|пиндричёского стержня с винтовым выступом 13.
Недостатком известного устройств является то, что из-за возможного ра;зворота пуансона относительно ма|трицы может происходить закусывание рабочих кромок матрицы и пуансо на, что приводит к снижению стойкоЬти инструмента и ухудшению качества пробиваемого отверстия.
Наиболее близким решением по сово купности существенных признаков и достигаемому эффекту является устройство для пробивки .отверстий в деталях типа глухих сосудов с предварительно полученным технологическим отверстием, содержащее закрепленную на основании матрицу, пу ансон, установленный на подвижном созержне, размещенном в матрице, привод перемещения пуансона 2. : Недостатком этого устройства является сложность установки обрабатываемой детали на пуансон, в резултате чего снижается производительность, и невысокая стойкость инструмента.
Целью данного изобретения является повышение стойкости инструмента и повышение производительности и качества пробиваемых отверстий.
Для достижения этой цели в устройстве для пробивки отверстий в деталях типа глухих сосудов с предварительно полученньпл технологическим отверстием, содержащем закрепленную на основании матрицу, пуансон, установленный на подвижном стержне, размещенном в матрице, привод перемещения пуансона, в пуансон вьтолнено сквозное направляющее отверстие , устройство снабжено колонкой, проходящей через окно матрицы жестко закрепленной одним концом в основании,а другим размещенной в нап.равляпощем отверстии пуансона.
На фиг. 1 изображено устройство вид сверхуf на фиг. 2 - разрез А-А
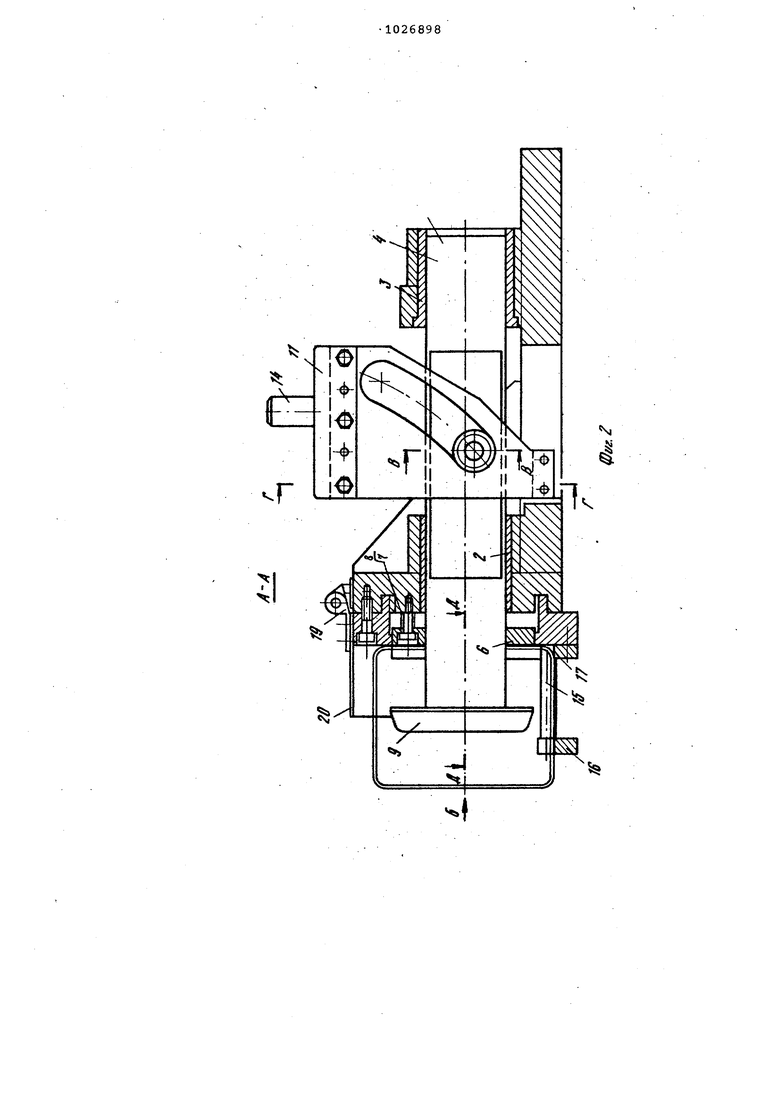
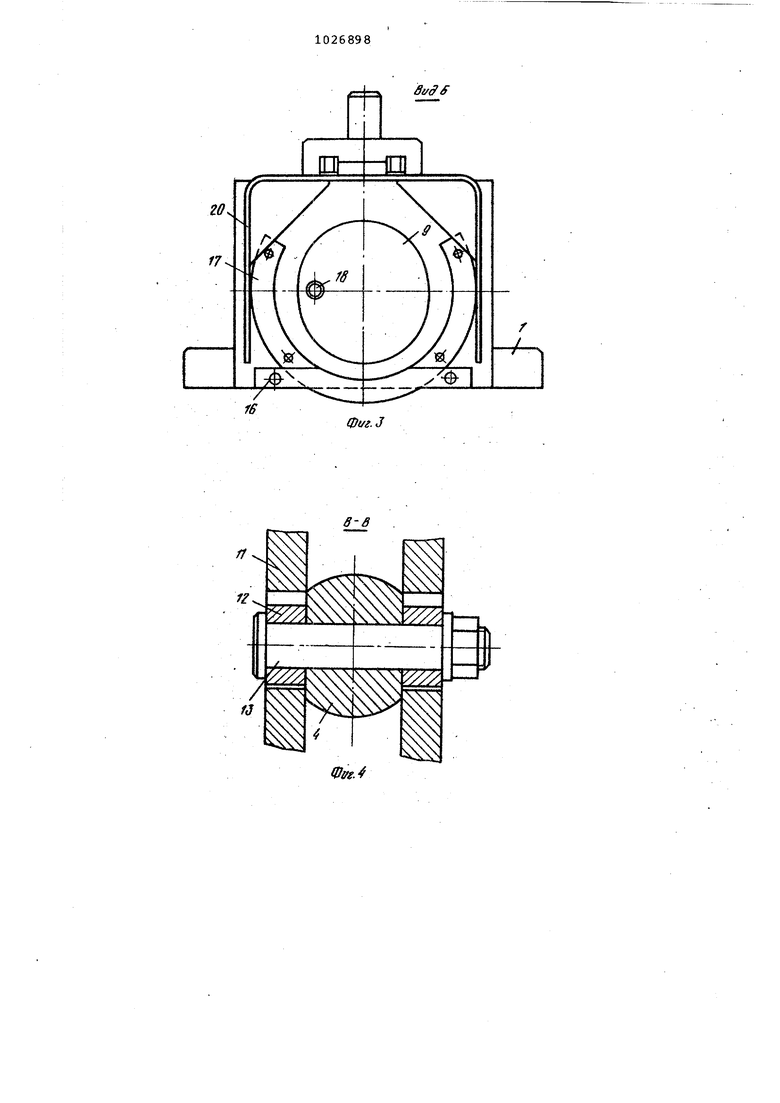
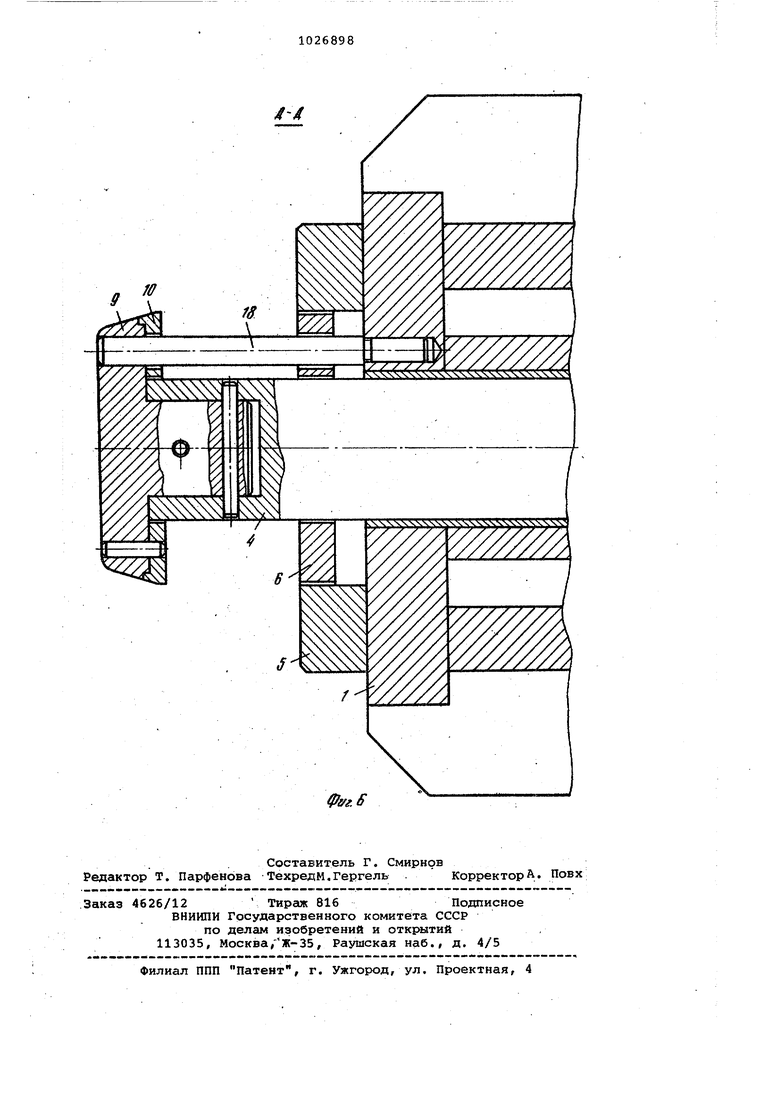
на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - сечение В-В на.фиг. 2; на фиг. 5 - сечение Г-Г на фиг. 2; на фиг. б - сечение Д-Д на фиг. 2.
Устройство содержит основание 1 с двумя направляющими втулками 2 . и 3, в которых горизонтально расположен стержень 4. К основанию 1 жестко закреплена матрица 5 с выталкивателем б на пружинах 7 и винтах 8. На стержне 4 закреплен пуансон 9 с рабочей вставкой .10. Стержень 4 пропущен сквозь .матрицу 5.
В средней части цилиндрического
5 стержня 4 предусмотрен участок с лысками, контактирующий со щеками сборного клина 11. В криволинейных пазах клина 11 размещены ролики 12 с осью 13, закрепленной в стержне 4,
Q Клин 11 крепится хвостовиком 14 к ползуну пресса (не показан).
Для установки детали на рабочую позицию предусмотрены штыри 15 с опорой 16 и фиксирующая втулка 17,
5 а для направления пуансона 9 и матрицы 5 - колонка 18, закрепленная в основании 1 и проходящая через рабочее окно матрицы 5 и направл5пощее отверстие пуансона 9. На кронштейне 19 установлен откидной кожух 20. .
Устройство работает следующим образом..
Деталь типа глухого сосуда с предварительно полученным технологическим отверстием цилиндрической
5 формы устанавливается на пуансон и опирается на опору 16 с фиксацией во втулке 17 по наружному диаметру. Детали плоской или С-образной формы устанавливаются на штамп сбоку.
0 При включении пресса клин 11
воздействует своим пазом через ролики 12 на ось 13, а через нее на стержень 4, перемещая его вместе-с пуансоном 9 к матрице 5. Происходит
5 пробивка отверстия.
При обратном ходе ползуна пресса клин 11 поднимается вверх, возвращая стержень 4 с пуансоном 9 в исходное положение. Отход, полученный при
Q пробивке, выталкивается из матрицы 5 выталкивателем 6 и падает вниз, а деталь остается на пуансоне 9, после чего снимается.
Описываемое устройство позволяет повысить качество- пробиваемых отверстий, обеспечивает высокую стойкость инструмента и повышение производительности при штамповке деталей.
8i/df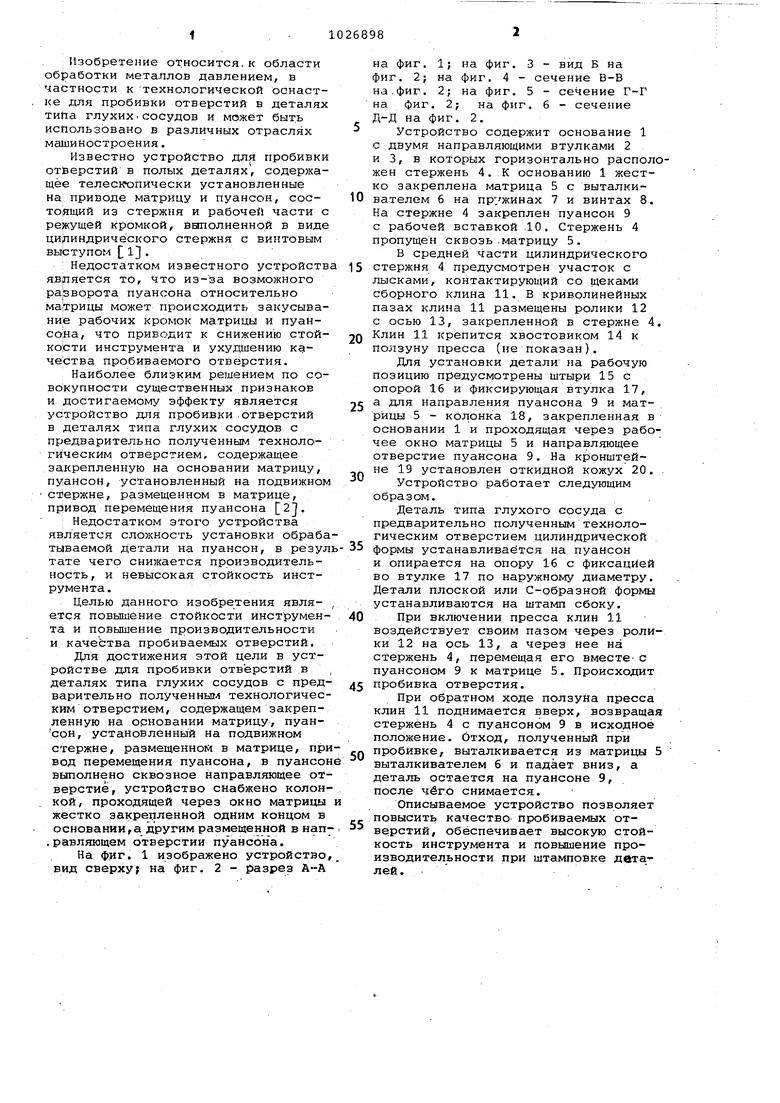
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Устройство для пробивки отверстий в стенках полых деталей | 1981 |
|
SU1015978A1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| Штамп для штамповки деталей | 1982 |
|
SU1063523A1 |
| Штамп для чистовой вырубки | 1977 |
|
SU662207A1 |
| Штамп для пробивки окон в полых изделиях | 1989 |
|
SU1750804A1 |
| УНИВЕРСАЛЬНЫЙ ШТАМП | 1970 |
|
SU265847A1 |
| Способ изготовления изделий типа звеньев цепи | 1981 |
|
SU1000152A2 |
| Штамп совмещенного действия для чистовой вырубки деталей и пробивки в них отверстий | 1985 |
|
SU1311606A3 |
| Устройство для пробивки радиальных отверстий | 1979 |
|
SU858983A1 |
УСТРОЙСТВО ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В ДЕТАЛЯХ ТИПА ГЛУХИХ СОСУДОВ с предварительно полученным технологическим отверстием, содер1жащее закрепленную на основании матрицу, пуансон, установленный на подвижном стержне, размещенном в матрице, привод перемещения пуансона, отличающееся тем, что, с целью повышения стойкости инструмента, повьшения производительности и качества пробиваемых отверстий, в пуансоне выполнено скозное направляющее отверстие ,устройство снабжено колонкой, проходящей через окно матрицы и жестко закрепленной одним концом в основании, а другим размещенной в направляющем отверстии пуансона. СО ъо о оо со аа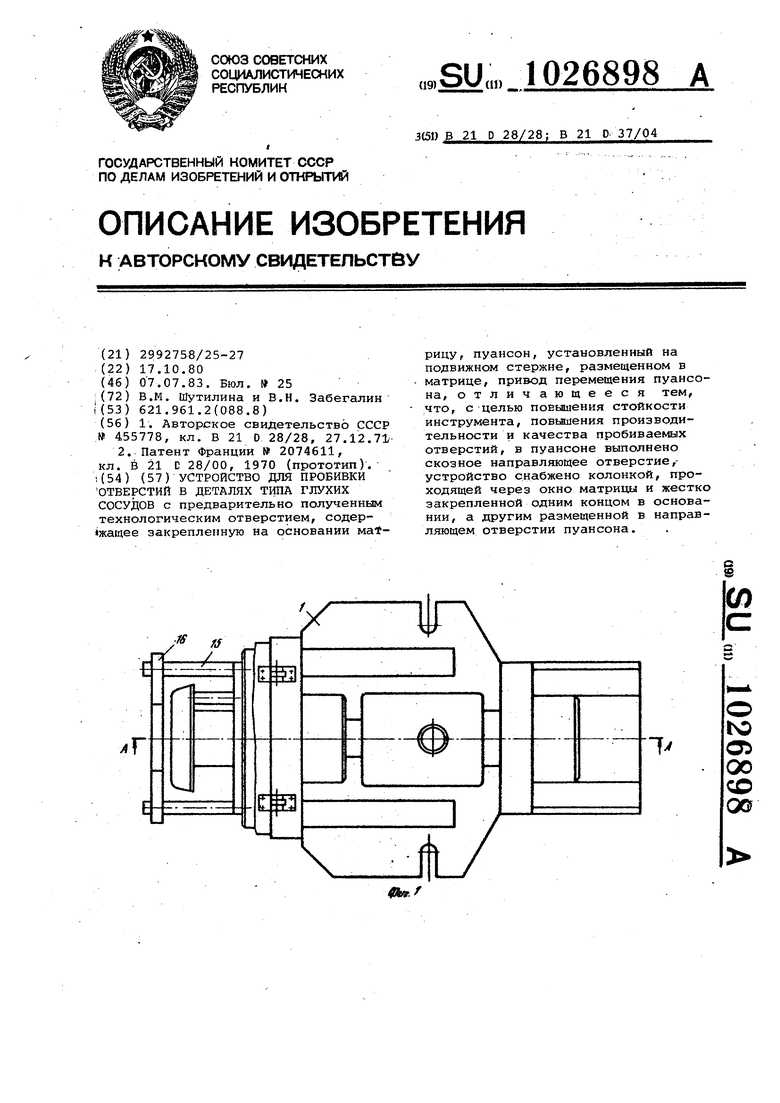
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для пробивки отверстий в полых изделиях | 1971 |
|
SU455778A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| БРУДЕР ДЛЯ МОЛОДНЯКА | 1995 |
|
RU2074611C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| , | |||
