; Изобретение относится к.кузнечноштамповочному производству, и может быть использовано для получения покЬвок без облоя в серийном и массовом производстве.
Известен штамп для безоблойной шгамповки, содержащий нижнюю ковочную вставку с нижним вталкивателем,подпружиненным пакетом тарельчатых пружин, верхйюю ковочную вставку ll .
Недостатком известного штампа является повышенный расход энергии, так как усилие штамповки превышает расчетное усилие по проекции площади поковки на величину, пропорциональную сжатию пружинного буфера,
Известен штамп для безоблойной штамповки, содержащий нижнюю часть с .рабочей вставкой, выполненной в виде центрального и периферийного элементов и верхнюю часть с рабочей вставкой, в которой установлен выталкиватель {2,
Однако для известного штампа характерна низкая производительность процесса штамповки, так как штамповка осуществляется аа два перехода (не считая осадки заготовки) , в п:редварительном и окончательном ручьях.
Цель изрбретения - повышение производительности процесса штамповки,
Указанная цель достигается тем, что штамп для безоблойной штамповки, содержащий нижнюю часть с рабочей вс±авксй, выполненной в виде центрального и периферийного элементов и йерхнюю часть с рабочей вставкой,, в Которой установлен выталкиватель, снабжен расположенным в верхней части ;приводньам клином с односторонним скосом, а выталкиватель Выполнен с клиновым хвостовиком, расположенным с возможностью взаимодействия с клином.
На фиг. 1 изображен шт-амп для. . безоблойной штамповки в момент окон чания формообразования наметки; на фиг, 2 - то же, в момент окончания процесса штамповки.
Штамп для безоблойной штамповки содержит нг-гжнюю ковочную вставку 1 с нижним выталкивателем 2, верхнюю ковочную вставку 3 с верхним вытал™
кивателем 4, опорная поверхность которого выполнена под углом к горизонтали. К верхней ковочной вставке
3закреплена подкладка 5, Между верхним выталкивателем 4 и подкладкой
5расположен кдин 6 с пазом 7 по профилю, соответствующему поперечному сечению копира 8 закрепленного неподвижно к нижней части штампа или станине пресса.
. Штамп работает следующим образом. Нагретая осаженная заготовка (показана на фиг. 1 пунктиром) укладывается на нижнюю ковочную вставку 1. При движении ползуна пресса вниз верхний выталкиватель 4 начинает- деформировать металл заготовки 9. Клин
6пазом 7 скользит по прямолинейному участку копира 8, и верхний выталкиватель 4 не перемещается относительно верхней ковочной вставки 3. В момент окончания формообразования наметки в заготовке 9, паз 7 клина
6 входит во взаимодействие с наклонным участком копира 8, а так как ползун npeicca продолжает опускаться, клин б перемещается з поперечном направлении. При этом между клином б и верхним выталкивателем 4 образуется зазор, и верхний выталкивател
4не оказывает давления на заготовку 9„ Верхняя ковочнегя вставка 3, продолжает опускаться и окончательно деформирует полученную кольцевую заготовку 9 (фиг. 2), В случае излишка металла выталкиватель 4 поднимается под действием давления металла поковки 9, а излиигек металла поковки 9 заполняет среднюю часть, увеличивая толщину пленки под прошивку.
При обратном ходе ползуна пресса клин б, перемещаясь по копиру 8-, Бозвраадается в исходное положение, пере мещая выталкиватель 4 в первоначальное положение.
Для получения следующей поковки процесс повторяется.
Предложенный штамп для безоблойной штамповки, по сравнению с проTOfHnoM позволяет значительно повысить производительность процесса атамповки.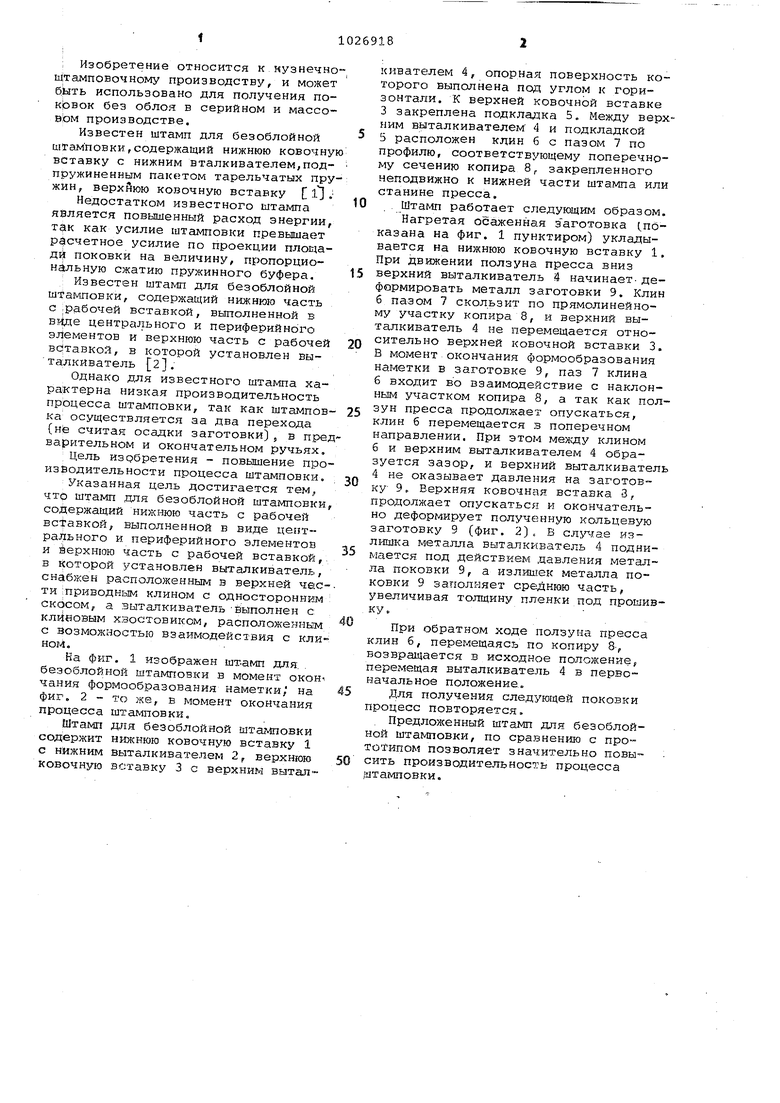
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЯЧЕШТАМПОВОЧНЫЙ ПРЕСС ТРОЙНОГО ДЕЙСТВИЯ | 2009 |
|
RU2411102C1 |
| Штамп для безоблойной штамповки | 1984 |
|
SU1224081A1 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| Штамп для безоблойной объемной штамповки | 1987 |
|
SU1417988A1 |
| Ковочный штамп | 1990 |
|
SU1748910A1 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ШТАМПОВКИ | 2005 |
|
RU2294812C1 |
| Ковочный пакет для горячей безоблойной штамповки | 1986 |
|
SU1433619A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2509620C2 |
ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ, содержащий нижнюю часть с рабочей вставкой, выполненной в виде центрального и периферийного элементов и верхнюю часть с рабочей вставкой, в которой установлен выталкиватель , отличаю щийс я тем, что, с целью повьяиения производительности процесса штамповки, он снабжен расположенным в верхней части приводным клином с односторонним скосом, а выталкиватель выполнен с клиновым хвостовиком, расположенным с возможностью взаимодействия с клином. (Л У//////////А гчэ СХ) со 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Семенов Е.И | |||
| Ковка и объемная штамповка | |||
| М.,Высшая школа, 1972, с | |||
| Железнодорожный снегоочиститель на глубину до трех сажен | 1920 |
|
SU263A1 |
| Бетонный полый камень | 1925 |
|
SU2366A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Шапошников Д.Е | |||
| Изготовление поковок на горячештамповочных прессах | |||
| М., Машгиз, 1962, с | |||
| Крутильная машина для веревок и проч. | 1922 |
|
SU143A1 |
| Способ приготовления строительного изолирующего материала | 1923 |
|
SU137A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
