(5) АВТОМАТИЧЕСКАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВ И

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия горячей штамповки | 1982 |
|
SU1060292A1 |
| Автоматическая линия горячей штамповки | 1980 |
|
SU940986A1 |
| Автоматическая линия горячей штамповки | 1982 |
|
SU1042866A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU1026920A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU997946A1 |
| Автоматическая линия горячей штамповки | 1987 |
|
SU1505660A1 |
| Автоматическая линия горячей штамповки | 1977 |
|
SU733843A1 |
| Автоматическая линия горячей штамповки | 1988 |
|
SU1549665A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU996037A1 |
| Автоматическая линия для горячей штамповки заготовок | 1983 |
|
SU1087241A1 |

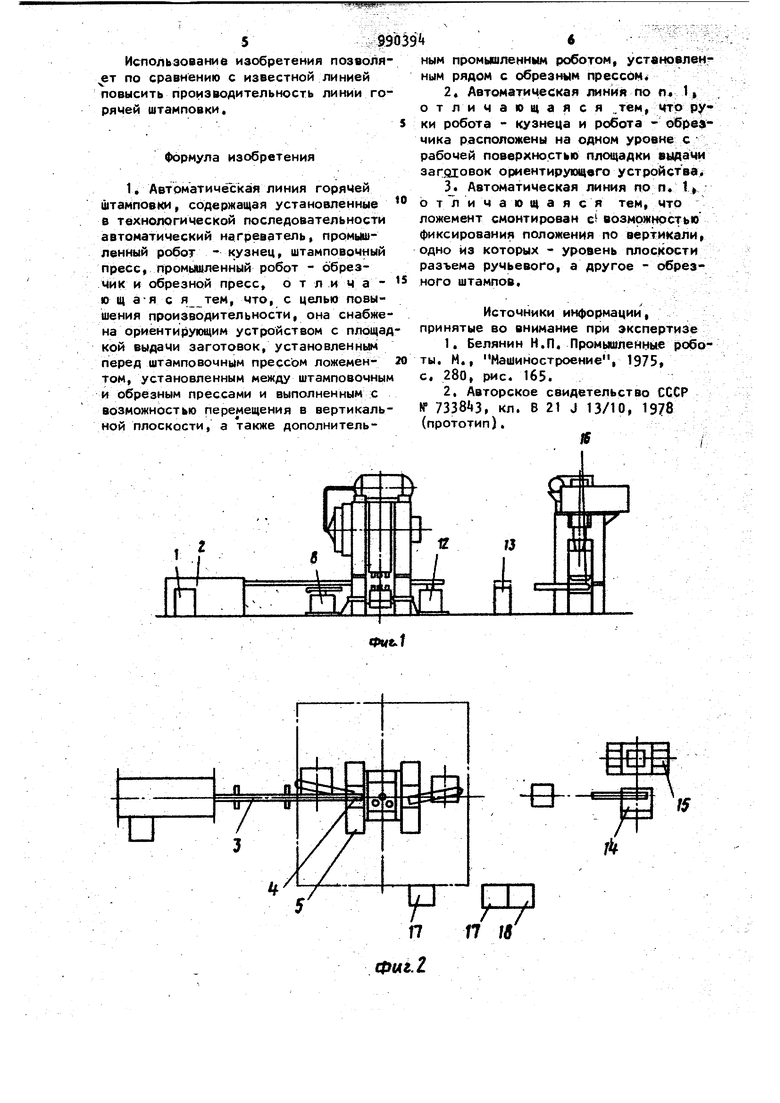
Изобретение относится к обработке металлов давлением, а именно к автоматизации процессов горячей шта псэвки. Известна автоматическая линия го рячей штамповки, содержащая нагрева тель, штамповочный и обрезной прессы и промышленный робот. В этой линии нагреватель, штамповочный и обрезной прессы расположены вокруг работы 1 3. Недостатками данной линии являются необходимость использования робота сложной конструкции с большим кол чеством точек позиционирования и низ кая производительность. Известна автоматическая линия горячей штамповки, наиболее близкая по технической сущности к изобретению, содержащая установленные в технологической последовательности автоматический нагреватель, промышленный робот - кузнец, штамповочный пресс, промышленный робот - обрезчик и обрезной пресс 2. Недостатками данной линии являются необходимость использования роботов, имеющих три точки позиционирования по подъему руки и три точки позиционирования по ее выдвижению, а также большая величина выдвижения. Такие роботы имеют сложную конструкцию. Кроме того, расположение осей ручьев штампа и роботов на одной линии требует удаления рук роботов в процессе штамповки из рабочей зоны, что снижает производительность линии. Целью изобретения является повышение, производительности- линии Указанная цель достигается ;тем, что автоматическая линия горячей штамповки, содержащая установленные в технологической последовательности автоматический нагреватель, промышленный робот - кузнец, штамповочный пресс, промышленный робот - обрезчик и обрезной пресс, снабжена ориентирую399щим устройством с площадкой выдачи заготовок, установленным перед штамповочным прессом, ложементом, установленным между ШТ9МПОВОЧНЫМИ и обре ным прессами и выполненным с возможностью перемещения в вертикальной плоскости, а также дополнительным пр мышленным роботом, установленным рядом с обрезным прессом. Руки робота - кузнеца и робота обрезчика могут быть расположены на одном уровне с рабочей поверхности площадки выдачи заготовок ориентирующего устройства. Причем ложемент смонтирован с воз можностью фиксирования положения по вертикали, одно из которых - уровень плоскости раз.ъема ручьевого, а другое - обрезного штампов. На фиг. 1 изображена автоматическая линия горячей штамповки, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - ориентирущее устройство- на фиг. 4 - штамп, вид сверху; на фиг. 5 .- то же, вид с фронта на фиг. 6 - схема установки заготовки по второй ручей; на фиг. 7 - схема установки заготовки на ложемент. Автоматическая линия горячей штам повки состоит из последовательно ус тановленных на ходу технологического процесса автоматического загрузчика заготовок 1 (фиг. 1 и 2), нагревателя 2, транспортера 3 с ориентирующим устройством для передачи нагретой заготовки и площадки выдачи заготовок к штамповочному прессу 5о Ориентирующее устройство 4 (фиг. 3) состоит из изогнутой по радиусу трубы 6, на нижнем конце которой выполнено окно а и установлены подпружиненные фиксаторы 7. Ря дом с транспортером 3 и штамповоч: НЫМ Прессом 5 установлен промышленный робот - кузнец 8, рука которого расположена на одном уровне с плоскостью ручьев 9-11 (фиг. t и 5) ко вочного штампа обрезного пресса 5. Робот - обрезчик 12 расположен между штамповочным прессом 5 и подъемным ложементом 13 за которым установлены дополнительный промышленный робот 1k и обрезной пресс 13 с закрепленным на нем обрезным инстру ментом 1б. Линия снабжена пультами 17 управления роботами и пультов 18 управления линией. Линия работает следующим образом Рассмотрим наиболее сложную трехпереходную штамповку. Автоматический загрузчик 1 подает заготовку в ориентированном положении в нагреватель 2. Нагретая заготовка по транспортеру 3 перемещается к штамповочному прессу 5, попадает в ориентирующее устройство 4 и, проходя по трубе 6, ставится вертикально на торец на площадку выдачи. (| ксаторы 7 ориентирующего устройства Ц предотвращают потерю ориентации заготовки в окна а. Затем робот - кузнец 8 зах ватывает заготовку и выдвижением руки выводит ее из ориентирующего уст ройства k и устанавливает в первый ручей 9 ковочного штампа штамповочного пресса 5. Подается команда с пультов 17 и 18 управления роботом и линией соответственно. Совершается ход пресса 5. После этого робот 8 поднимает полуфабрикат, переносит во второй ручей 10 поворотом руки и ставит на опорную плэщадку ручья. Затем рука робота 8 уходит из зоны штампа штамповочного пресса 5| поворачивается и захватывает очередную заготовку. В это время пресс 5 совершает очередной ход ползуна. После штамповки и срабатывания выталкивателя пресса 5 происходит захват поковки за облой роботом обрезчиком 12. В третий ручей 11 поковка переносится поворотом руки робота 12. В это время робот - кузнец 8 устанавливает поковку в первый ручей и совершается штамповка сразу в первом 9 и третьем 11 ручьях. Поковка выдается за два хода ползуна пресса 5. После штамповки робот обрезчик 12 убирает готовую поковку из ручья 11 и укладывает на подъемный ложемент 13 находящийся в нижней точке позиционирования на уровне опорных поверхностей ручьев и площадки выдачи заготовок. Ложемент 13 поднимается до уровня линии разъема обрезного штампа (верхняя точка позиционирования) . После срабатывания ложемента 13 поковку захватывает дополнительный робот Ц и укладывает ее на обрезную матрицу обрезного штампа 16. Поковка обрезается напровал и удлиняется из-под матрицы. Обрезанный облой удаляется специальным лотком. На этом автоматический цикл завершен. Использование изобретения позволя ет по сравнению с известной линией повысить производительность линии го рячей штамповки. Формула изобретения 1. Автоматическая линия горячей штамповки, содержащая установленные в технологической последовательности автоматический нагреватель, промьи ленйый робот - кузнец, штамповочный пресс, промьяйленный робот - обрезчик и обрезной пресс, о т л и ч а ю щ а-я с я тем, что, с целью повышения производительности, она снабжена ориентирующим устройством с площад кой выдачи заготовок, установленным перед штамповочным прессом ложементом, установленным между штамповочным и обрезным прессами и выполненным с возможностью перемещения в вертикальной плоскости, а также дополнительным промышленным роботом, установлемным рядом с обрезным прессом 2« Автоматическая линия по п 1 отличающаяся .тем, что руки робота - кузнеца и робота - обреамика расположены на одном уровне с рабочей поверхностью площадки вьщачи заг э1овок ориентирующего устройства г 3j. Автоматическая линия по п. 1 отличающаяся тем, что ложемент смонтирован ci возможностью фиксирования положения по вертикали, одно из которых - уровень плоскости разъема ручьевого, а другое - обрезного штампов. Источники информации, принятые во внимание при экспертизе 1.Белянин Н.П. Промышленные {роботы. М., Машиностроение, 1975, с. 280, рис. 165. 2,Авторское свидетельство СССР № 73381 3, кл. В 21 J 13/10, 1978 (прототип).
фиг. k
