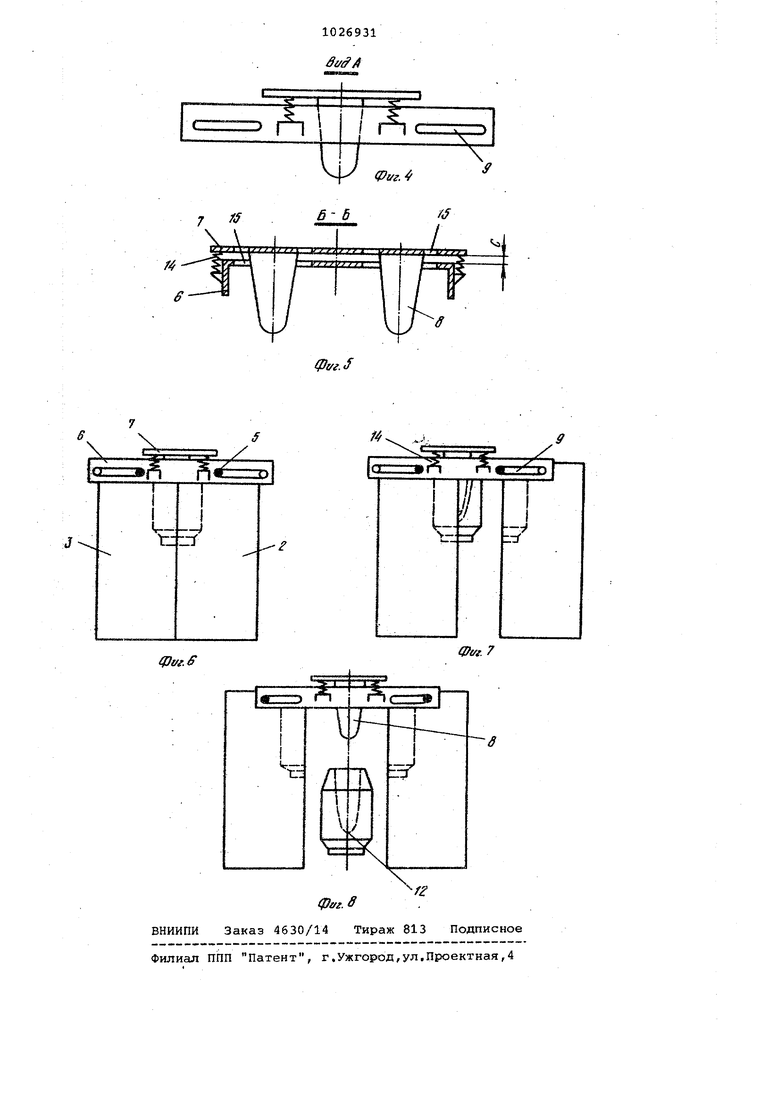
: Изобретение относится к литейно му производству, в частности к уст рбйствам для изготовления литейных стержней, и может быть использовано для получения полых сухих стерж ней при отливке фасонных соединительных частей к канализационным чугунным трубам. Известна машина для изготовлени ПСУ1ЫХ стержней, содержащая размещённые на станине механизмы уплотнения, сборки и разборки стержнево го ящика, приводной в вертикальной плоскости центральный полостеобразо ватель и дополнительные полостеобР зователи l . i Недостатком известной машины яв лявется то, что она не дает возможHojcTb изготовления стержней, имеющи псйости сложного профиля. ; Наиболее близок к изобретению стержневой ящик, содержащий корпус с вертикальной плоскостью разъема, поИостеобразователь, привод для раскрытия корпуса 2. Недостатком этого стержневого ящика является то, что в нем для снятия готовых стержней применяется; ручной труд, тяжесть которого увеличивается по мере изготовления стержней увеличенных габаритов, прйменяенллх, например, для отливки фаронных соединительных частей к канализационным трубам 0 150 мм. : Цель изобретения - обеспечение автоматизации процесса извлечения стержня из стержневого ящика. Поставленная цель достигается тей, что стержневой ящик, содержащий корпус с вертикальной плоскостьй разъема, полостеобразователи, привод для раскрытия корпуса, снабжей подпружиненными одна относитель но другой П-образной рамой и пласти ной, расположенными на верхнем торце корпуса, и пальцами, установленными попарно на каждой половине кор пуфа, при этом на П-образной раме выполнены прорези перпендикулярно плоскости разъема, в которых размещены пальцы, а полостеобразователи за1|:реплены на пластине. На фиг. 1 изображен стержневой ящик в позиции надува смеси, общий вид; на фиг. 2 - то же, в раскрытом положении; иа фиг, 3 - подпружиненная пластина с полостеобразователям и П-образная рама в увеличенном мас штабе, вид сверху; на фиг. 4 - вид на фиг. 2} на фиг. 5 - разрез Б-Б на фиг. 3; на фиг. 6 - стержневой ящик с подорванными из стержня при помощи пружин полостеобразователями после отведения траверсы пескострел ной машины на позицию раскрытия сте невого ящика} на фиг. 7 - то же, раскрытый наполовину; на фиг. 8 то же, раскрытый полностью, а стержень под действием собственного веса падает из ящика. Стержневой ящик установлен на поворотной траверсе 1 пескострельной машины модели 4554 (не показана) и состоит из подвижной 2 и неподвижной 3 половин. Подвижная половина 2 ящика приводится в движение при помощи привода 4, который производит раскрытие и закрытие ящика. К верхней части стержневого ящика болтами 5 закреплена П-образная рама б с установленной на ней подпружиненной пластиной 7 с полостеобразователями 8. На боковых стенKcix П-образной ракы выполнены горизонтальные прорези 9 для перемещения болтов 5 при раскрытии и закрытии ящика. К пескострельной головке 10 траверса со стержневым ящиком и пластинами поджинается пневмоприводом 11. На позиции извлечения стержня 12 последний падает на амортизирунхций стол 13 за счет подрыва полостеобразователей при псадсади пружин 14. В раме и пластине вьшолнешл соосно окна 15 надува стержневой смеси. Механический опустошитель работает следующим образом. При помощи привода 4 производят закрытие стержневого ящика, сближение половин 2 и 3 до контакта их поверхностями разъема и установка рамы 6 и пластины 7 по оси симметрии ящика. Затем поворотом траверсы 1 ящик устанавливается под пескострельную головку 10 и поджимается к ней при помощи пмевМоцилиндра 11. При этом пружины 14 сжимаются, выбирая зазор С до соприкосновения между собой рамы б и пластины 7. После этого через окна 15 производится вдув стержне1ВОй склеен в свободное пространство между нагретым стержневым ящиком и полостеобразователями 8. После вьвдержки, достаточной для отверждения стержней, при помощи пневмопривода 11 производится опускание траверсы 1 и отжатие ящика от пескострельной головки 10. При этом под воздействием разжимающихся пружин 14 пластина 7 с полос еобразователями 8 поднимается над рамой б, образуя между пластинами зазор С. и подрывая полостеобразователи 8 из стержней 12. Затем поворотом траверса 1 с стержневым ящиком отводится на позицию раскрытия ящика, где при помощи привода 4 производится раскрытие половин 2 и 3 ящика (фиг. 6, 7 и 8). При этом подвижная половина 2 ящика перемещается закрепленными в ней болтами 5 по правым прорезям 9. Длина каждой из прорезей, взаимодействующих с болтами одной половины ящика, равна половине хода привода 4. Затем рама 6 увлекается болтами 5 правой воловины 2 ящика и смещается вместе с пластиной 7 и поЛостеобразователями 8, извлекая из половины стеЁякёнь 12, который, освобождаясь от половины ящика и полостеобраэователей, падает на амортизируквдий приемный стол 13 и транспортируется по дальнейшему технологическому потоку, например, к месту установки его в, кокиль. По окончании хода привода 4 плас на 7 с полостеобразователями 8 и рама 6устанавливаются по оси рии раскрытого стержневого ящика. Цикл изготовления стержня повторяется и начинается с закрытия стержневого ящика при помсхци привода 4. Выполнение стержневого ящика такой конструкции позволяет исключить ручной труд, применяемьй при съеме стержней с полостеобразователей, и автоматизировать процесс изготовления стержней с полостями, cлsoкaщиx для отливки в кокиль фасонных соединительных частей к кангшизационным чугунным трубам. При этом может быть достигнут ориентировочный экономический эффект на одном предприятии в 20-25 тыс. руб.
V
Фае, г


| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ В ГОРЯЧИХЯЩИКАХ | 1967 |
|
SU204502A1 |
| Нагреваемый стержневой ящик | 1981 |
|
SU1013083A1 |
| Автомат для изготовления литейных стержней в нагреваемой оснастке | 1986 |
|
SU1360880A1 |
| Линия для изготовления отливок | 1978 |
|
SU753532A1 |
| Пескодувная машина | 1974 |
|
SU728979A1 |
| Автомат для изготовления крупногабаритных литейных стержней | 1983 |
|
SU1196110A1 |
| Автоматическая линия для изготовления стержней | 1987 |
|
SU1503996A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ В ГОРЯЧИХЯЩИКАХ | 1970 |
|
SU267835A1 |
| Автомат для изготовления стержней | 1981 |
|
SU1051807A1 |
| Стержневой ящик | 1982 |
|
SU1058705A1 |
СТЕРЖНЕВОЙ ЯЩИК, содержащий корпус с вертикальной плоскостью разъема, полостеобраэователи, привод для раскрытия корпуса, о т л и ч а ющ и и с я тем, что, с целью обеспечения автсялагизация процесса извлечения стержня, стержневой .ящик снабжен подпр)синанными одна относительно другой П-образной рамой и пласти.ной, расположенными на верхнем торце корпуса, и пальцами, установленными попарно на каждой половине корпуса, при этсм на П-обраэной раме выполнены прореэи перпендикул(фно плоскости разЬема, в которых размещены пальцы, а полостеобразователи закреплены на пластине. (Л с ю О) со со
Ч
/1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3727671, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Просяник Г.В | |||
| Технология изготовления оболочковых форм и стержней | |||
| М., Высшая школа, 1971, с.206. | |||
