тренней поверхности изготовляемой плашки. После этого отверстие плашки растачивают и на сформированных при деформации корпуса перьях плашки выполняют резьбу. При этом упрощается технология изготовления плашки 2.
Недостатком этого способа является то, что он применим только для плашек, у которых резьба в центральном отверстии расположена по окружности.
Цель изобретения - повышение стойкости инструмента, точности и чистот изготовляемой резьбы.
Поставленная цель достигается тем что резьба выполнена по всему периметру рабочей поверхности эллипса с постоянной высотой витков, соответствующей высоте полного профиля формируемой резьбы, а также способом изготовления плашки, при котором в заготовке корпуса плашки выполняют отверстия с диаметром, большим диаметра формируемой резьбы, а деформирование корпуса заготовки производят после окончательного нарезания резьбы путем приложения сжимающих усилий вдоль поверхности корпуса заготовки в двух или трех направлениях.
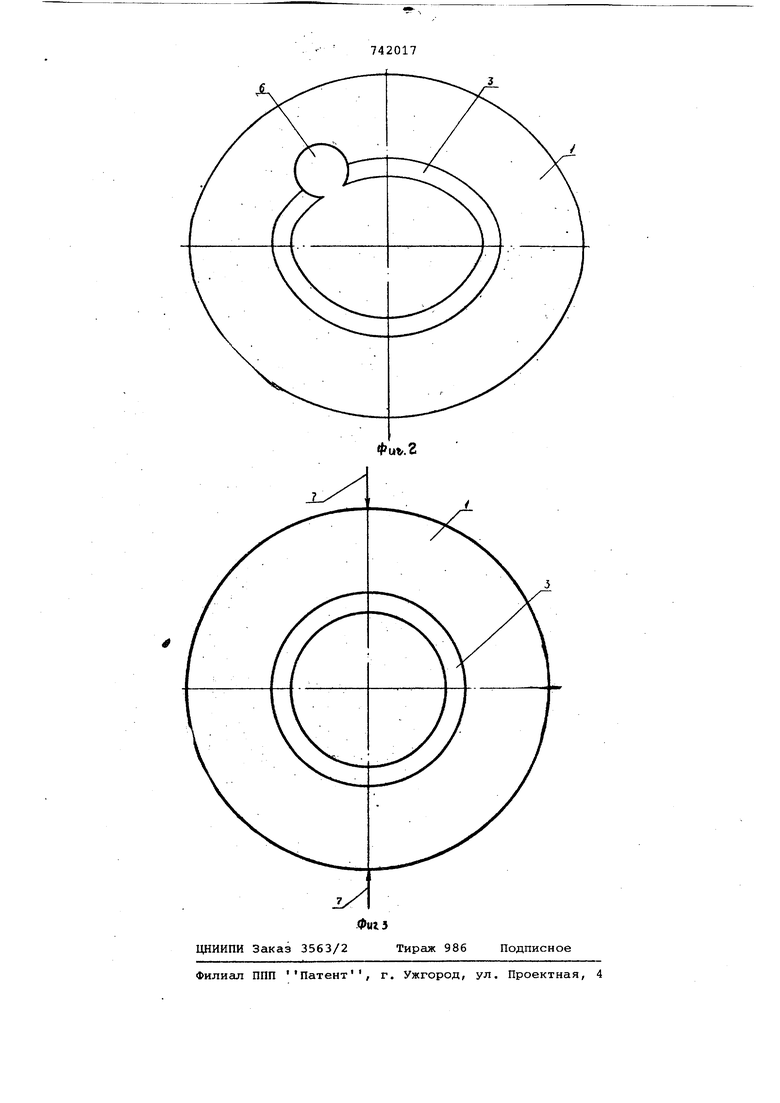
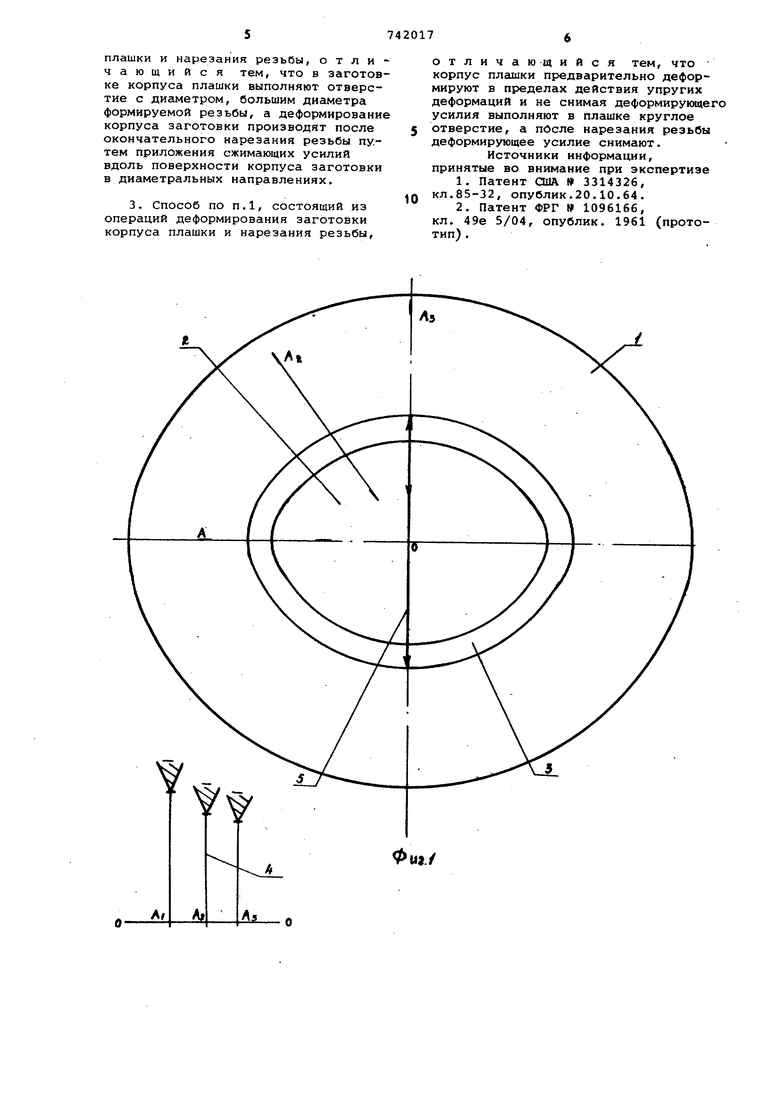
На фиг.1 показана плашка, общий вид; на фиг.2 - плашка со стружечным отверстием, общий вид} на фиг.З - заготовка плаиики с указанием направления действия сил, деформирующих корпус плашки.
Плашка содержит корпус 1 с эллиптическим отверстием 2, по всему периметру которого выполнена полнопрофилная резьба 3. Профиль 4 резьбы в произвольном сечении А-А соответствует профилю изготовляемой резьбы.Малый диаметр 5 внутреннего отверстия равен диаметру изготовляемой резьбы.
При выдавливании резьбы плашкой размещение резьбы на дугах эллипса обеспечивает плавный заход резьбы инструмента в материал обрабатываемого стержня. Выполнение резьбы полнопрофильной по всему периметру эллипса обеспечивает клиновидную форму резьбообразующего элемента во всех рабочих точках, в том числе и в местах первоначального контакта резьбы с материалом заготовки. Это обеспечивает благоприятные условия для перераспределения материала заготовки при пластическом деформировании, исключает образование режущих кромок и обеспечивает высокую стойкость плашки, точность и чистоту изготовляемой резьбы.
Возможен вариант конструкции плаш. ки, у которой в месте первоначальног контакта с обрабатываемым стержнем выполнено стружечное отверстие 6.При изготовлении резьбы такой плашкой будут сочетаться процессы резания и пластического деформирования резьбы.
Для уменьшения трения в плашках, предназначенных для изготовления резьбы и труднообрабатываемых и вязких материалах, резьба может быть выполн на через виток. Способ изготовления такой плашки включает выполнение в заготовке плашки отверстия большего диаметра, чем диаметр изготовляемой резьбы и нарезание резьбы в этом отверстии. Подготовленную таким образом заготовку деформируют (например путем сжатия в направлениях, показанных стрелками 7) так, чтобы малый диаметр полученного эллиптического отверстия плашки после прекращения действия деформирующих сил был равен диаметру .изготовляемой резьбы.
Возможен вариант способа, при котором корпус плашки предварительно деформируют в пределах действия упругих деформаций, затем (не снимая деформирующего усилия выполняют в плашке круглое резьбовое отверстие. После снятия деформирующего усилия отверстие в плашке под воздействием сил упругости приобретает эллиптическую форму.
Таким образом, во всех случаях изготовления плашки данным способом ее деформируют после.изготовления резьбы. В одном случае это выполняют путем приложения внешних сил, в другом - под воздействием сил упругости. Возможен вариант способа,при котором деформирующие усилия воздействуют на заготовку не в двух, а нескольких диаметральных направлениях.
Предложенная плашка имеет хорошие геометрические характеристики для выдавливания резьбы и высокую стойкость, проста в изготовлении. Изготовление такой плашки не требует применения специального оборудования Годовой экономический эффект от применения новых плашек при условии, что годовой выпуск плашек новой конструкции по производительности равен базовому выпуску плашек, составит 1,65 млн.руб.
Формула изобретения
Плашка для формирования резьбы методом пластического деформирования с выполненной в отверстии корпуса рабочей резьбовой поверхностью, имекяцей в поперечном сечении форму эллипса, отличающаяся тем, что, с целью повышения точности чистоты изготовления резьбы и стойкости плашки, резьба выполнена по всему периметру рабочей поверхности эллипса с постоянной высотой витков соответствующей высоте полного профиля формируемой резьбы.
2. Способ изготовления плашки по П.1, состоящий из операций деформирования заготовки корпуса
плашки и нарезания резьбы, отличающийся тем, что в заготовке корпуса плашки выполняют отверстие с диаметром, большим диаметра формируемой резьбы, а деформирование корпуса заготовки производят после окончательного нарезания резьбы путем приложения сжимающих усилий вдоль поверхности корпуса заготовки в диаметральных направлениях.
3. Способ по П.1, состоящий из операций деформирования заготовки корпуса плашки и нарезания резьбы.
отличающийся тем, что корпус плашки предварительно деформируют в пределах действия упругих деформаций и не снимая деформирующего усилия выполняют в плашке круглое отверстие, а пОсле нарезания резьбы деформирующее усилие снимают.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 3314326, кл.85-32, опублик.20.10.64.
2.Патент ФРГ 1096166,
кл. 49е 5/04, опублик. 1961 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборная резьбообразующая плашка | 2015 |
|
RU2623535C2 |
| Круглая плашка и способ ее изготовления | 1979 |
|
SU841824A1 |
| Плашка | 1979 |
|
SU831443A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУГЛЫХ ПЛАШЕК | 1990 |
|
RU2009801C1 |
| Плашка | 1983 |
|
SU1106601A1 |
| ПЛАШКА | 2004 |
|
RU2258585C1 |
| Способ изготовления круглых плашек | 1978 |
|
SU724290A1 |
| Инструмент для накатки резьбы | 1990 |
|
SU1759511A1 |
| Плашка | 1983 |
|
SU1158316A1 |
| Резьбонакатная плашка | 1984 |
|
SU1266627A1 |