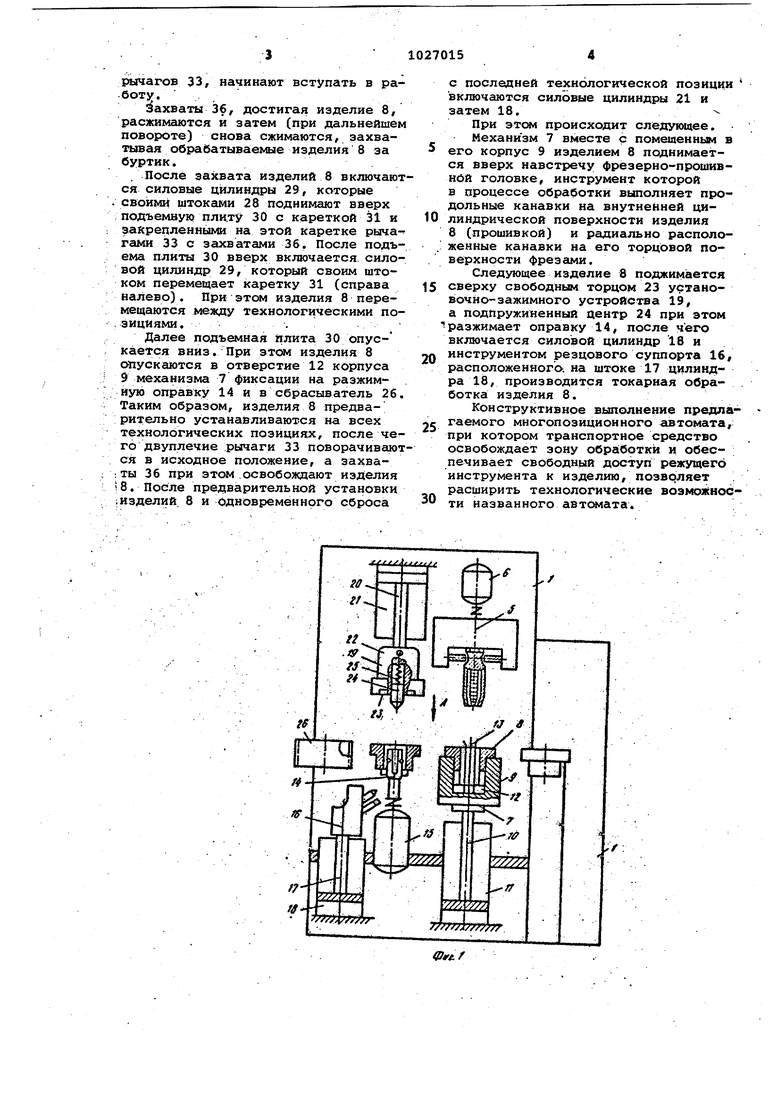
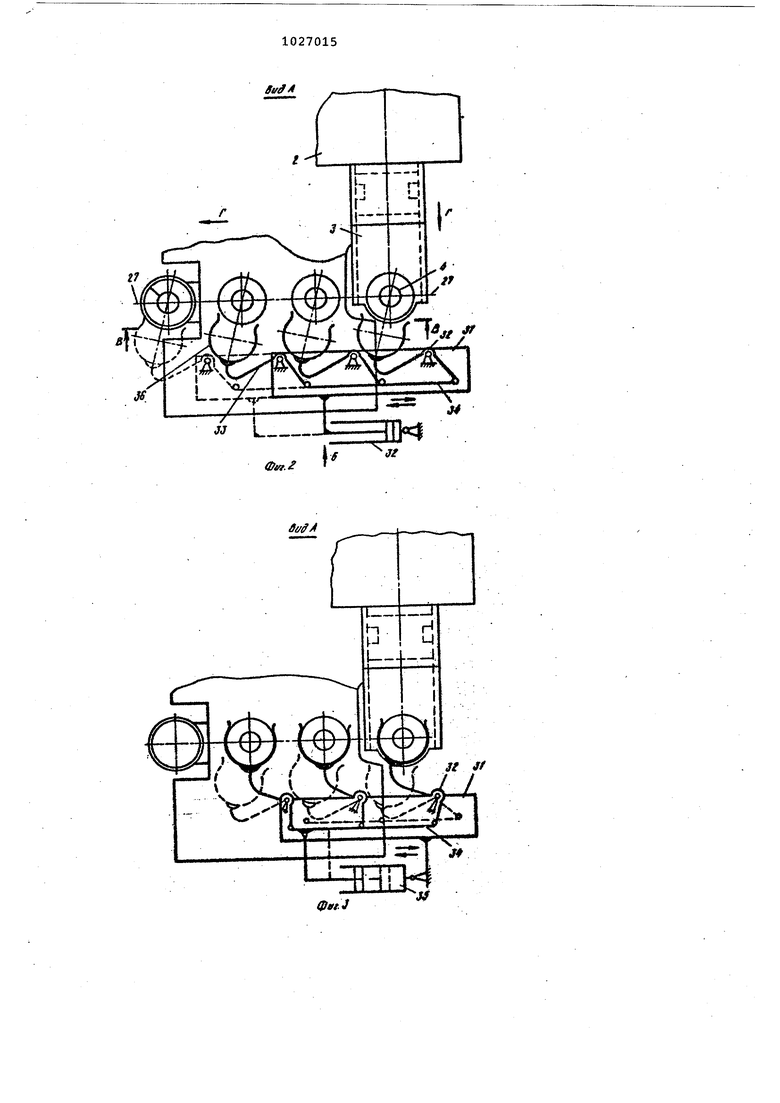
Сл Изобретение относится к устройс вам для обработки металлов резание в частности к устройствам для обработки изделий типа BTyjrioK с буртиком. Наиболее близким к изобретению техническим решением является полу автоматическая сборочная линия бес спутникового типа, содержащая станину и расположенные на ней соглас но технологическому процессу обработки деталей агрегатные головки с режущими инструментами, эагрузоч но-орйентирующие и зажимные, устрой ства; кинематически связанные между собой межоперационным транспорт ным средством l. Однако конструкция указанной линии не обеспечивает и не позволя ет производить обработку изделий р занием. Цель изобретения - расширение технологических возможностей много позиционного автомата. Поставленная цель достигается тем, что многопозидионный автомат для обработки резанием изделий типа втулок с буртиком, содержит ста НИНУ и распол.оженные на ней, согла но технологическому процессу обраб ки изделий, агрегатные гбловки с р жущими инструментами, загрузочноориентирующие и зажимные устройств кинематически связанные между собо межоперационным транспортным средст Ъом, выполненным в виде каретки с , приводом горизонтального перемещения, установленной на дополнительно введенной в устройство с возможностью перемещения в вертикальной плоскости плите, а каретка.снабжена штангой с приводом и двуплечими рычагами с захватаг-ш, установленными в каретке с возможностью поворота, причем одно рлёчо каждого рычага шарнирно закреплено на штанге, а на другом плече установлены упомянутые захваты. На фиг, 1 изображен предлагаемый многопозиционный автомат, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - то же, рабочее положение; на фиг. 4 - вид Б на ф.иг. 2/ на фиг. 5 - разрез по В-В на фиг. .2 I. . , Многопозиционный автомат представляет собой станину 1, на которой смонтированы устройства загруз ки и накопления заготовок 2, ориентации 3, загрузочное 4, фрезернопрошивная головка 5 с злектроприводом б и механизмом 7 фиксации и рабочей подачи обрабатываемого изделия 8/ выполненного в виде корпуса 9, закрепленного жестко на штоке 10 силового цилиндра 11; установленного на станине 1, В свою -очередь, корпус 9 снабжер отверстием 12 под обрабатываемое изделие 8, а также тремя пластинчатыми пружинами 13 для фиксации изделия 8 во время обработки, прикрепленными к корпусу 9 и расположенными в отверстии 12. Технологическая головка обработки резанием представляет собой раэжимную оправку 14 с электроприводом 15) резцовый суппорт 16, расположен-, ный на штоке 17 силового цилиндра 18, смонтированного в станине 1, а также установочно-зажимное устройство 19, выполненное в виде закрепленного на штоке 20 силового цилиндра 21, прикрепленного к станине 1 корпуса 22 с вмонтированным со стороны его свободного торца 23 центром 24, поджатым пружиной 25. Причем оправка 14 и корпус 22 с центром 24 расположены на одной вертикальной оси. На станине 1 закреплен сбрасыватель 26, выполненный в виде пустотелого цилиндра. Все технологические позиции расположены вряд, т.е. изделия 8 расположены на одной прямой линии 27, а вертикальные оси этих технологических позиций, проходящие через линию 27, расположёны на равных рас- . Стояниях. Кроме того, на штоках 28 силовых цилиндров 29, закрепленных на корпусе 1, смонтирована подъемная плита 30, на которой расположена каретка 31 с приводом горизонтального перемещения. В каретке 31 на осях 32 с возможностью качения закреплены двуплечие рычаги 33-,- причем одно плечо каждого рычага 33 шарнирно закреплено на штанге 34 с приводом 35 горизонтального перемещения штанги, ана втором плече закреплегны пружинные :захваты 36. Автомат работает следующим o6f)aзом. Из устройства 2 для загрузки и накопления заготовок обрабатываемь е изделия 8, находящиеся в нем насыпью, поштучно посредством определенных рабочих органов станка передаются, первично ориентируясь ориентировочно-передаточному устройству 3, в котором эти изделия 8 ориентируются вторично, т.е. необходиMbw образом в пространстве (ось симетрии изделия 8 располагается строго вертикально, а .буртик располагается вверху) и в таком положении ередаются на загрузочное устройсто 4. Включается силовой цилиндр 29, который своим подвижным органом оздействует на штангу 34.. При этом вуплечие рычаги 33, шарнирно сопяженные со штангой 34 и закрепленые на осях 32/ захваты 36, неподижно закрепленные на концах плеч
ычагов 33, начинают вступать в раоту. ,,,
Захваты 36, достигая изделие в, расжимаются и затем (при дальнейшем повороте) снова сжимаются, захватывая обрабатываемые изделия 8 за
буртик.
После захвата изделий 8 включаются силовые цилиндры 29, которые своими штоками 28 поднимают вверх подъемную ПЛИТУ 30 с кареткой 31 и закрепленными на этой каретке рычагами 33 с захватами 36. После подъема плиты 30 вверх включается силовой цилиндр 29/ который своим штоком перемещает каретку 31 (справа налево). При этом изделия 8 перемещаются между технологическими по. зициями.. ,-
Далее подъемная плита 30 опускается вниз. При этом изделия 8 опускаются в отверстие 12 корпуса 9 механизма 7 фиксации на разжимиую оправку 14 и в сбрасыватель 26. Таким образом, изделия 8 предварительно устанавливаются на всех технологических позициях, после чего двуплечие рычаги 33 поворачиваются в исходное положение, а захваты 36 при этом освобождают изделия is. После предварительной установки ; изделий 8 и :одновременного сброса
с последней технологической позиции включаются силовые цилиндры 21 и
затем 18. .
При этом происходит следующее, механизм 7 вместе с помешенным в его корпус 9 изделием 8 псданимается вверх навстречу фрезерно-прошивнбй головке, инструмент которой в процессе обработки выполняет продольные канавки на внутнеНней цилиндрической поверхности изделия 8 (прошивкой) и радиально расположенные канавки на его торцовой поверхности фрезами.
Следующее изделие 8 поджимается сверху свободным торцом 23 устано5вочно-зажимного устройства 19, а подпружиненный центр 24 при этом разжимает оправку 14, после чего включается силовой цилиндр 18 и инструментом резцового суппорта 16,
0 расположенного, на штоке 17 цилиндра 18, производится токарная обработка изделия 8.
Конструктивное выполнение предлагаемого многопозиционного автомата,
5 при котором транспортное средство освобождает зону обработки и обеспечивает свободный доступ режущего инструмента к изделию, позврляет расширить технологические возможнос30ти названного автомата.
SvdM
J/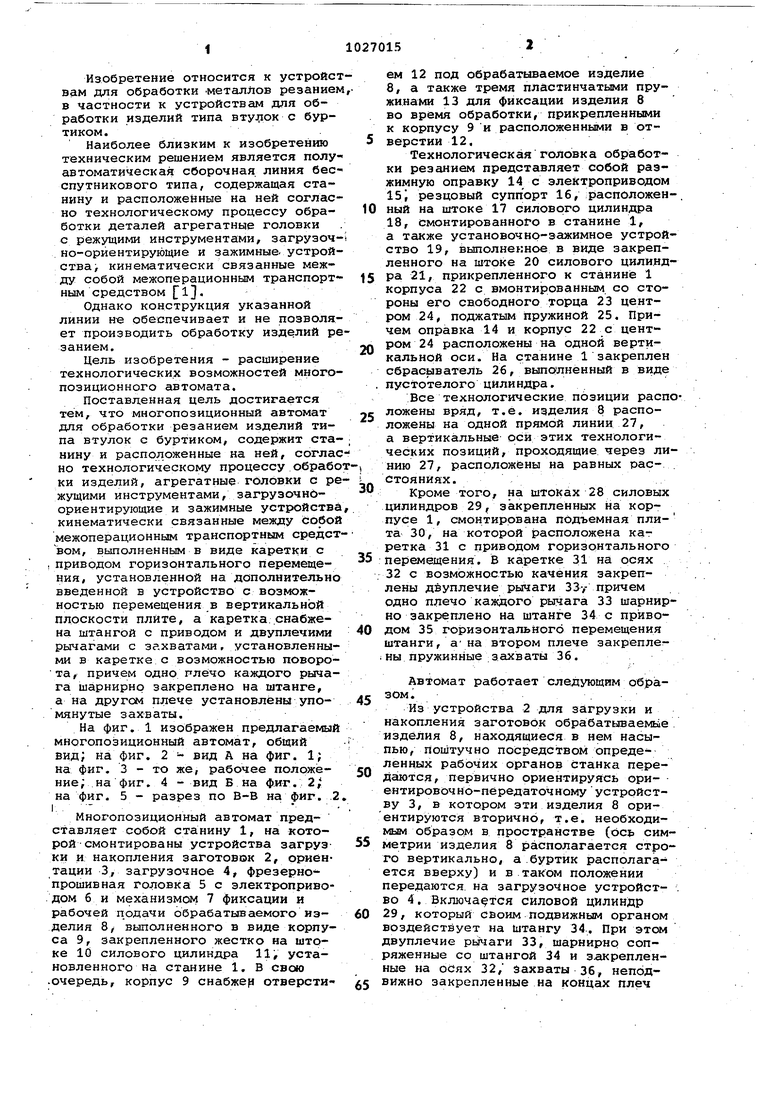
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный автомат | 1981 |
|
SU1047613A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Многопозиционный станок для двухсторонней обработки деталей | 1980 |
|
SU929399A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| Устройство для обработки штучных заготовок | 1989 |
|
SU1662727A1 |
| Автомат для сборки трубного пакета радиатора | 1981 |
|
SU996162A1 |
| Устройство для двусторонней обработки отверстий | 1987 |
|
SU1570854A1 |
| Устройство для удаления деталей из рабочей зоны пресса | 1990 |
|
SU1750813A1 |
| Установка для изготовления пакетов экономайзеров | 1988 |
|
SU1590298A1 |
| Многопозиционный станок | 1983 |
|
SU1146177A1 |
МНОГОПОЗИЦНОННЫЙ АВТОМАТ ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕШШ ТИПА ВТУЛОК С БУРТИКОМ, еояержащийстаиину и расположенные на ней согласно гехйологическому процессу обработки изделий агрегатные головки с режущими инструментами, загрузочноо- . . ориентирующие -и зажимные устройства, кинематически связанные между собой межоперационным транспортным средством, отличающийся тем, чтЬ, с целью расширения технологических возможностей многопозиционного автомата, межоперационное транспортное средство выполнено в виде каретки с приводом горизонтального перемещения, установленной на дополнительно введенной в устройство с возможностью перемещения в вертикальной плоскости плите, а каретка снабжена штангой с приводом и двуплечими рычагами с захватами, установленными в каретке с воз- Q можностью поворота, причем одно пле- $ 40 каждого рычага шарнирно закрепСП лено на штанге, а на другом плече установлены упомянутые захваты.
ei/ffA
0vtJ
зг if
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Полуавтоматическая сборочная линиябЕССпуТНиКОВОгО ТипА | 1979 |
|
SU818822A1 |
| В | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
