Изобретение относится к сварке и может бьпъ использовано при- сварке сеток.
Известен автомат для контактной точечной сварки сетки, содержащий сварочкую головку, механизм подачи поперечной проволоки, ; включающий узел натяже ния проволоки перед сваркой в ввде штоков с зажимными губками
В процессе подачи, поперечной провол ОКИ ее концы деформируются, что ухудшает качество сетки. Кроме того, имеется перерасход проволоки, вызванный необходимостью увеличивать длину поперечных проволок для обеспечения захвата ее , кулачками.
Известна также машина для контактной точечной сварки сеток, содержащая подвижную баяку, несущую ряа сварочных электродов, механизм подачи поперечной проволоки, включающий узел натяжения проволоки перед сваркой, вьшолHeHHbrit в виде приводных штоков с - j зажимными губками 1,2J.
Недос:татком известной машины является перерасход приволоки, идущей на изготовление сеток, вызванный необходимостью увеличивать длину поперечных проволок, для обеспечения захвата ее за«кимаемьтми губками при натяжении. В дальнЫ4шем удлиненные концы попереч- ных проволок обрубываются.
Цель изобретения - экономия металла .и улучш€ ние технологии изготовлешет сетки.
Пост 1вленная цель достигается т&л, что в машине для контактной точечной сварки сеток, содержащей смонтированные на станине подвижную балку, несущую ряд сварочных электродов, мешнизм подачи поперечн:ой проволоки, включающий узел натяжения проволоки перед сваркой, выполненный в виде приводных .штоков с ааащмнь:(ми губками, крайние сварочные аавктрояы баяки, слуткашие для сварки пе«ресеченкй концов поперечных проволок;с е- т&}.ы относительно остальных электродов в напра1а1ен1ш перемещения сетки на расстояние, кратное шагу попервчньпс проволок, а рабочие концы зажимных губок механизма поаачи размещены между
электроаами двух крайник пар.
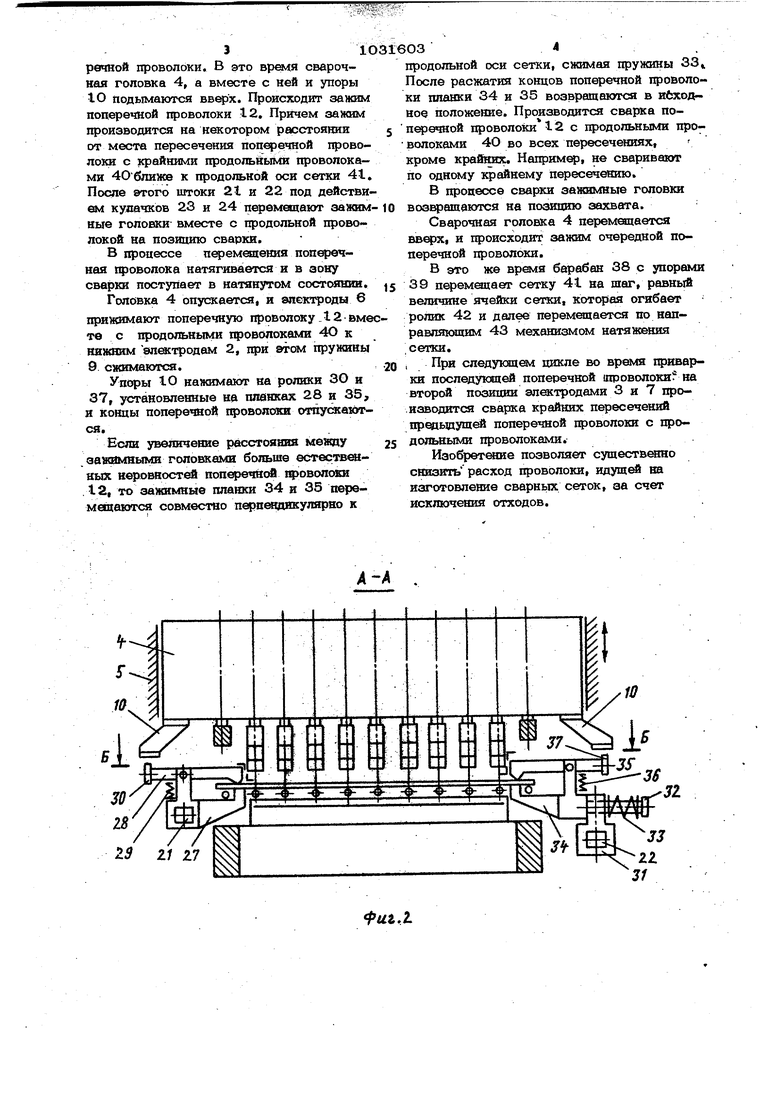
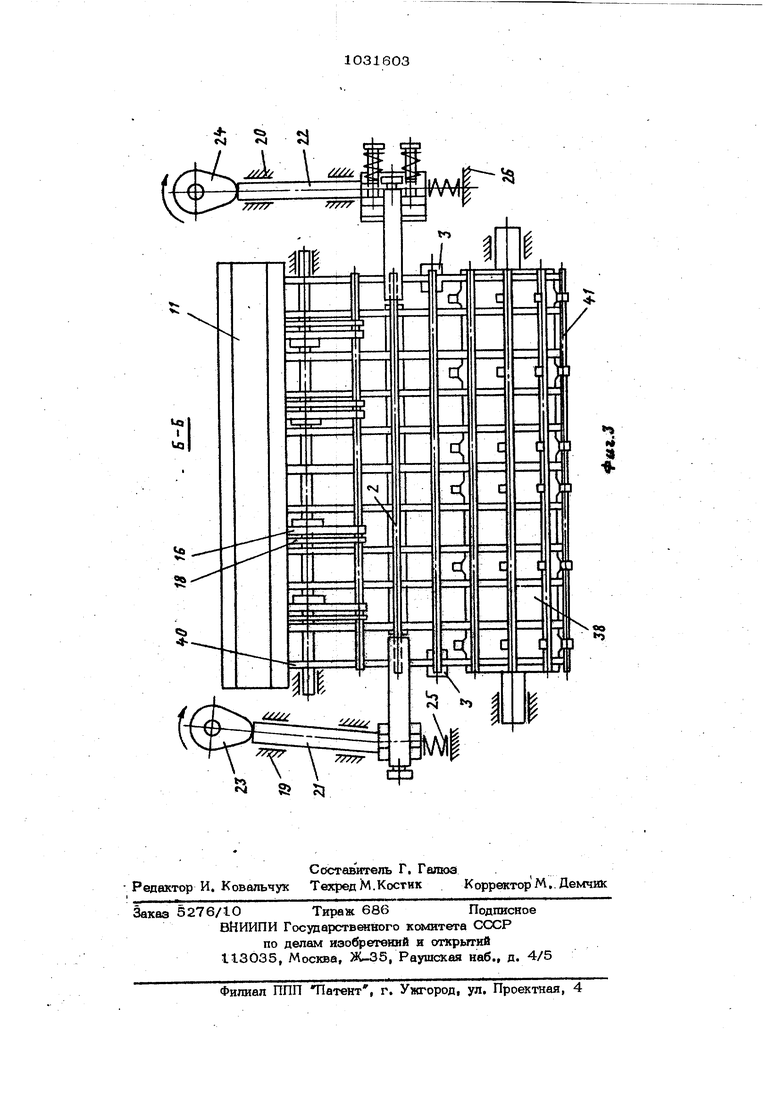
На ф:иг, I показана машина, вид сбоку; на фиг. 2 - разрез на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 2.
Машина содержит станину 1, на которой раз1ЛШ1ены ниноше электроды 2 и сманенные по ходу перемещения сетки нижние электроды 3, которые размещены
по краям сетки относительно ее продольной оси.
Сварочная головка 4 перемешается в направляющих 5, электроды 6 смещенные электроды 7, расположенные над нижними электродами 3, электрододержатели 8, пр1жины 9 и упоры Ю. Механизм 11 подачи поперечной проволоки 12 включает в себя неподвижные фильры 13, ограничители 14, закрепленные на валу 15, В промейсутках между неподвижными фильерами 13 установлены диски 16 с пазами, смонтированные на валу 17, а также ограничительные скобы 18.
С двух сторон станины I расположены прямоугольные направляющие 19 и 2О
Причем одна из них расположена под углом к продольной оси проволоки. В направляющих 19 и 2О перемещаются штоки 21 и 22, на которые воздействуют кулачки 23 и 24 и пружины 25 и 26. На штоке 21 установлена зажимная губка, состоящая из жестко закреплрннсЛ нижней планки 27 и верхней поворотной ппашш 28, подпружиненной тфужиной 29, На конце планки 28 установлен ролик 30
На штоке 22 закреплена другая зажимная гуйса в виде жестко установленного корпуса 31, в котором перемещаются скалки 32, подпружиненные пружинами ЗЗ. Скалки за1фессованы в нижнюю ппаяку 34, на которой расположена Поворотная верхняя плавка 35, подпружиненная пружиной 36. На конце планки 35 установлен ролик 37,
Рабочие торцы зажимйых планок 27, 28 и 34 и 35 располо5 аны между электродами крайвдга: пар. .,
Машина содфяват также барабан 38 с упорами 39, которые расположены между продольными проволокама 40 сетки 41, ; направляющий ролик 42 и направляющие 43,
Машина рйботаег ся зукяюал образом,Поперечная пр(вояока 12 подается в неподвижные фильеры 13. Вал 15, поворачиваясь вместе с ограничителями 14, освобождает проволоку 12, и диски 16 перемещают ее на позицию захвата зажимными губками. Во время поворота дисков 16 скобы 18 препятствуют выпаданиюпроволоки с пазов дисков.
В то время, когда поперечная проволока 12 размещается на позиции захвата, сварочная головка 4 находится в нижнем положении и упоры Ю, нажав на ролюш 30-37, поднимают поворотные планки 28 и 35. Штоки 21 и 22 вместе с зажимными планками . перемешакхгся на пошвдию захвата поперечной проволоки. В это время сварочная головка 4, а вместе с ней и упоры Ю подымаются . Происходит зажим поперечной проволоки 12, Причем зажим производится на некотором расстоянии от места пересечения поперечной проволоки с крайними продольНышЕ проволоками 40 ближе к продольной оси сетки 41 После этого штоки 21 и 22 под действи ем кулачков 23 и 24 п емещают аажнм ные головки вместе с продольной проволокой на позицию сварки. В процессе п емешения поперечная проволока натягивается и в зону сварки поступает в натянутом состояния. Головка 4 опускается, и электроды 6 прижимают поперечную проволоку .12 вме те с продольными проволоками 4О к нижним электродам 2, при этом пружины 9 сжимаются. Упоры 10 нажимают на ролики ЗО и 37, установленные на пданках 28 и 35, и концы поперечной тфовояокя отпускаются. Если увеличение рёсстояния межпу .зажймнымн головками больше естественных неровностей поперечной 1фоволоки .12, то зажимные планки 34 и 35 перемещаются совместно перпкздшсулярно к продольной оси сетки, сжимая пружины 33 После расжатия концов поперечной проволоки планки 34 и 35 возвращаются в ибходНое положение. Производится сварка поперечной щзоволокк 12с продольными проволоками 4О во всех пересечениях, кроме . Например, не сваривают по одному крайнему пересечению. В процессе сварки зажимные головки возвращаются на позицию захвата. Сварочная головка 4 перек щается , и происходш зажим очередной поперечной проволоки. В это же время барабан 38 с упорами 39 п емоцает сетку 41 на шаг, равный величине ячейки сетки, которая огибает ролик 42 и далее перемещается по направлякадим 43 механизмом натянюния сетки. При следующем цикле во время приварки последующей поперечной ироволокя на второй позиции электродами 3 и 7 производится сварка крайних пересечений препьщущей поперечной проволоки с продольными проволоками. Изобретение позволяет существшно снизить расход проволоки, идущей на изготовлеше сварньпс сеток, за счет исключения отходов.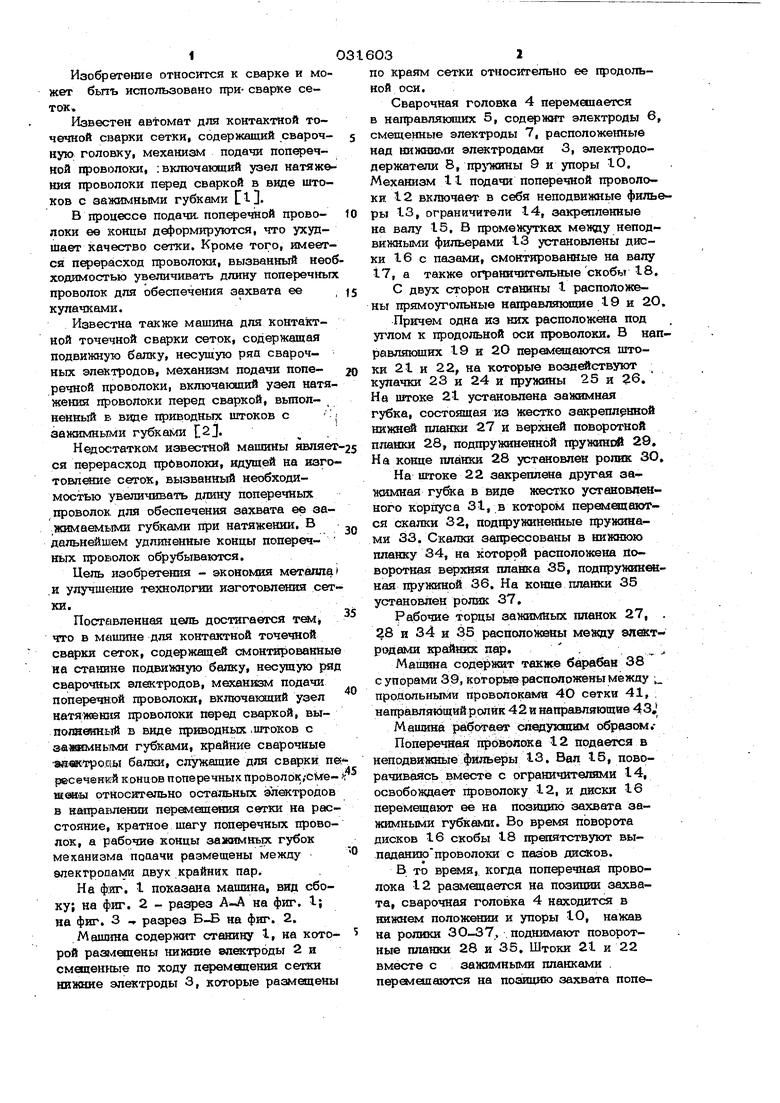
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной точечнойСВАРКи CETOK | 1978 |
|
SU837668A1 |
| Автоматическая линия для сварки плоских сеток | 1991 |
|
SU1799309A3 |
| Машина для контактной точечной сварки сеток | 1972 |
|
SU573120A3 |
| Машина для контактной точечной сварки сеток | 1974 |
|
SU521095A1 |
| КОНТАКТНОЙ СВАРКИ СЕТОК | 1971 |
|
SU322243A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ МЕТАЛЛОКОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2009817C1 |
| КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ СЕТОК | 1967 |
|
SU193641A1 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1055609A1 |
| Устройство для сварки арматурных каркасов | 1988 |
|
SU1602647A1 |
| Машина для контактной точечной сварки арматурных сеток | 1975 |
|
SU565759A1 |
МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ СЕТОК, содерноа1цая смовпфоваегвые на crammevподвижную балку, несущую {мд сварочяыэс электродов, uesxaOKSM подача псщервчвой про волокя, включающий узел катяжеввя проволоки перед , выполненный в виде приводных штоков с эажимньвли гувкамн, от я к ч a ю я с я тем, что, с пелькэ акономии мета1ша и улучшения теэсНрлсячш кэготовлешш сетки, крайние сваро ые електроды бэякв служащие для сварки н есечешхЙ концов поперечных npoBoiKiK смещены относительно остальных сварочных эпюктродов в направ леннип емещениясепшнарасстоянне, кратное шагу поперечЕНой 1ф(яюлоки, a рабочие концы аа8ошныхг о& механизма под ачиразмещенымекшу еп е11стродами двух крайних g rtap.в (Л С,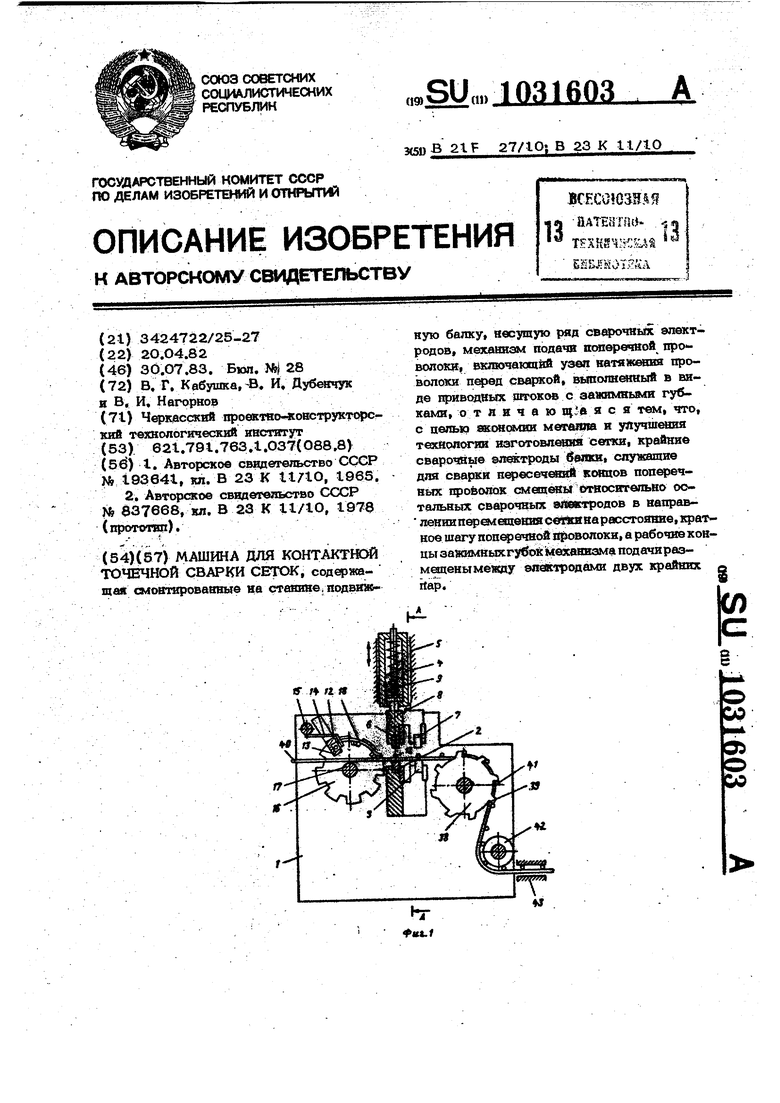
uz.i
