Изобретение относится к област деревообработки и может быть испо зовано при изготовлении деталей мебели, например, задних ножек стула. Известен станок для обработки деревянных деталей криволинейной формы 1.Этот cTfiTOK имеет специ альное загрузочное устройство, представляющее собой подвижные салазки, приводимые гидроцилиндра ми , которое перемещает укладываекые на него детали на непрерывно движущуюся транспортную цепь, оснащенную приспособлениями-спутниками. Зажатая в приспособлении спутнике деталь проходит между рабочими позициями, расположенными по обе стороны транспортной цепи. Каждая рабочая позиция имеет инструментальную головку, располо женную на салазках, оснащенных копиром в х:оответствии с требуемо формой обработки детали. При про хождении детали мимо рабочей позиции ролик на приспособленииспутнике обкатывается по копиру. как салазки, на которых закрепле ны копир и головка, подпружинены то перемещение салазок может происходить по направляющим в поперечном относительно движения детали направлении. В результате сложения движения, каретки и обрабатываемой детали инструмент в головке выполняет на детали криволинейный профиль, заданный копиром. При выходе обрабатываемой детали со станка специальное устройство обеспечивает ее разжим и сталкивание с приспособления-спутника. К недостаткам этой конструкции следует отнести -сложностьи громоздкость устройств, подающих на приспособленияспутники и снимающих с них обрабатываемые изделия, сложность транспортирующей цепи, оснащенной приспособлениями-спутниками, содержащими зажимные узлы и ролики для обкатывания по копирам, -размещение инструментальных головок на подвижных салазках, каждая из которых оснащена копиром, -увеличение габаритов станка из-за необходимости смещения правых и левых позиций одна относительно другой.
Известна также конструкция станк для обработки деревянных криволинейных деталей 2. В этом станке имеюся две подпружиненные качающиеся шлифовальные головки, что позволяет производить проходную беско.пирную обработку криволинейных деталей. Возможности этого станка ограничены, так как он может быть встроен в автоматическую линию.
Целью изобретения является обеспечение возможности на станке одновременной проходной бескопирной обработки противолежащих криволинейных сторон изделия и возможность встраивания станка в автоматическую линию.
Поставленная цель достигается тем, что одна из головок закреплена неподвижно, а вторая - подпружинена и установлена на качающемся рычаге, при этом станок снабжен загрузочным. и транспортным лотками, из которых последний выполнен с криволинейным ступенчатым дном, образованным пластинчатой пружиной, и смещен в вертикальной плоскости в сторону неподвижной шлифовальной головки, при этом механизм подачи изделий выполнен в виде цепи с упорами,
Загрузка станка может производиться просто с конвейерной ленты. Сокращены габариты, так как расстояние между соседними позициямиобработки не превышает двухкратной длины обрабатываемой детали.
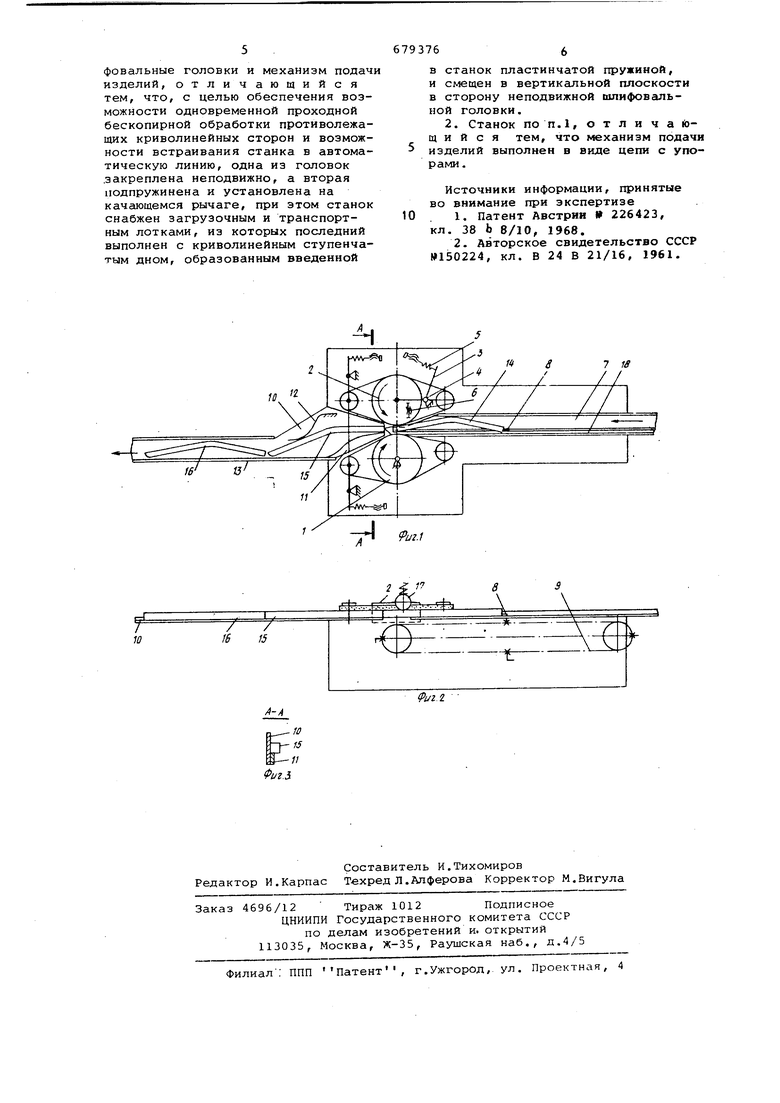
На фиг.1 показан станок в плане; на фиг.2 - станок в продольном разрезе; на фиг.З - разрез А-А на фиг.1.
Осьшлифовального барабана 1 закреплена неподвижно. Ось шлифовального барабана 2 закреплена на двуплечем рычаге 3, способном поворачиваться вокруг оси 4 под действием регулируемой ппужины 5. Поворо барабана 2 ограничен упором б.
Справа от барабанов 1,2 расположен лоток загрузки 7, имеющий прорезь, в которой могут перемещаться упоры 8, закрепленные на цепи 9,
Слева от барабанов 1,2 расположен транспортный лоток 10, снабженный ступенькой 11, край которой имеет криволинейный профиль. Дно лотка .загрузки 7 и верхняя плоскост ступеньки 11 лежат в одной горизонтальной плоскости, la дно лотка 10 несколько ниже.
на лотке 10 размещена пластинчатая пружина 12. Со стороны, -противоположной борту 13, на лотках 7 и 10 уложены заготовки 14,15,16. Над заготовкой 14 между барабанами 1,2. находится подпружиненный прижимной ролик 17. Борт 13 параллелен борту 18 лотка 7.
Станок работает следующим образом.
П-.- ступившая на станок заготовка 14 подхватывается упором 8 цепи 9 и перемещается по лотку 7 в направлении шлифовальных барабанов
1и 2. Расстояние между барабанами 1,2 определяется регулируемым упором б , к которому прижимается рычаг
3 под действием пружины 5. Заготовка 14 проталкивается между барабанами 1,2, в результате чего происходит обработка ее двух криволинейных поверхностей.
Перемещение заготовок между барабанами 1,2 и их обработка происходит следующим образом. При прохождении заготовки 15 между барабанами 1,2 она, прижатая сверху роликом 17, под давлением усилия прижима барабана
2обкатывается вокруг барабана 1, одновременно перемещаясь вдоль лотка 7 под действием упора 8. При этом движении передний конец заготовки 15, пройдя между барабанами 1,2, сходит с лотка 7, попадает на горизонтальную поверхность ступеньки 11 и двигается по ней, описывая кривую, эквидистантную кривой, образуемой боковой кромкой ступеньки 11. При этом задний конец заготовки 15 все время упирается в борт 18 лотка 7 под действием прижимного усилия барабана 2. В момент, когда заготовка 15 заканчивает свое движение под действием упора 8 (это положение показано на фиг.2), она полностью ложится на поверхности лотка 10, а пружина 12 едва ка:сается ее боковой стороны. В дальнейшем, подталкиваемая передним торцом движущейся заготовки 14, заготовка 15 будет перемещаться по лотку 10, пока не займет положение заготовки 16. При этом движении заготовки 15, благодаря взаимодействию пружины 12, ее передний конец будет все время скользить по борту 13, а задний по криволинейной кромке ступеньки 11.
Так как траектория движения переднего конца заготовки 14 при ее прохождении через барабаны 1,2 точно такая же, то контакт между торцами заготовки 14 и 15 во время их движения будет все время сохраняться, что и обеспечивает вынос очередной обработанной детали, (заготовки 15)со станка в ориентированном положении (занимает место заготовки 16), Это позволяет расположить последовательно необходимое количество станков, подобных описанному, т.е. обеспечивает его встраивание в автоматическую линию и проходную бескопирную обработку двух криволинейных сторон изделия.
Формула изобретения
5 1. Станок для обработки изделий криволинейной формы, содержащий шлифовальные головки и механизм подач изделий, отличающийся тем, что, с целью обеспечения возможности одновременной проходной бескопирной обработки противолежащих криволинейных сторон и возможности встраивания станка в автоматическую линию, одна из головок .закреплена неподвижно, а вторая подпружинена и установлена на качающемся рычаге, при этом станок снабжен загрузочным и транспортным лотками, из которых последний выполнен с криволинейным ступенчатым дном, образованным введенной
в станок пластинчатой пружиной, и смещен в вертикальной плоскости в сторону неподвижной ьшифовальной головки.
2. Станок ПОП.1, о т л и ч а гЬщ и и с я тем, что механизм подачи изделий выполнен в виде цепи с упорами.
Источники информации, принятые во внимание при экспертизе
1.Патент Австрия 226423, кл. 38 b 8/10, 1968.
2.Авторское свидетельство СССР №150224, кл. В 24 В 21/16, 1961.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления деревянных деталей криволинейной формы | 1974 |
|
SU510370A1 |
| ЗУБОШЕВИНГОВАЛЬНЫЙ СТАНОК | 1969 |
|
SU254314A1 |
| Устройство для полирования трубчатых деталей | 1979 |
|
SU918043A1 |
| Станок для шлифования рабочей поверхности прокатных валков | 1980 |
|
SU933394A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ТОРЦОВ ЗАГОТОВОК | 1991 |
|
RU2032519C1 |
| Устройство для обработки асферических поверхностей | 1972 |
|
SU589107A1 |
| Способ и станок для обработки фасонных поверхностей деталей | 1975 |
|
SU543460A1 |
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДНИЩ | 2003 |
|
RU2251477C2 |
| Устройство для бескопирной обработки профильных валов и втулок с равноосным контуром | 1976 |
|
SU666053A1 |
