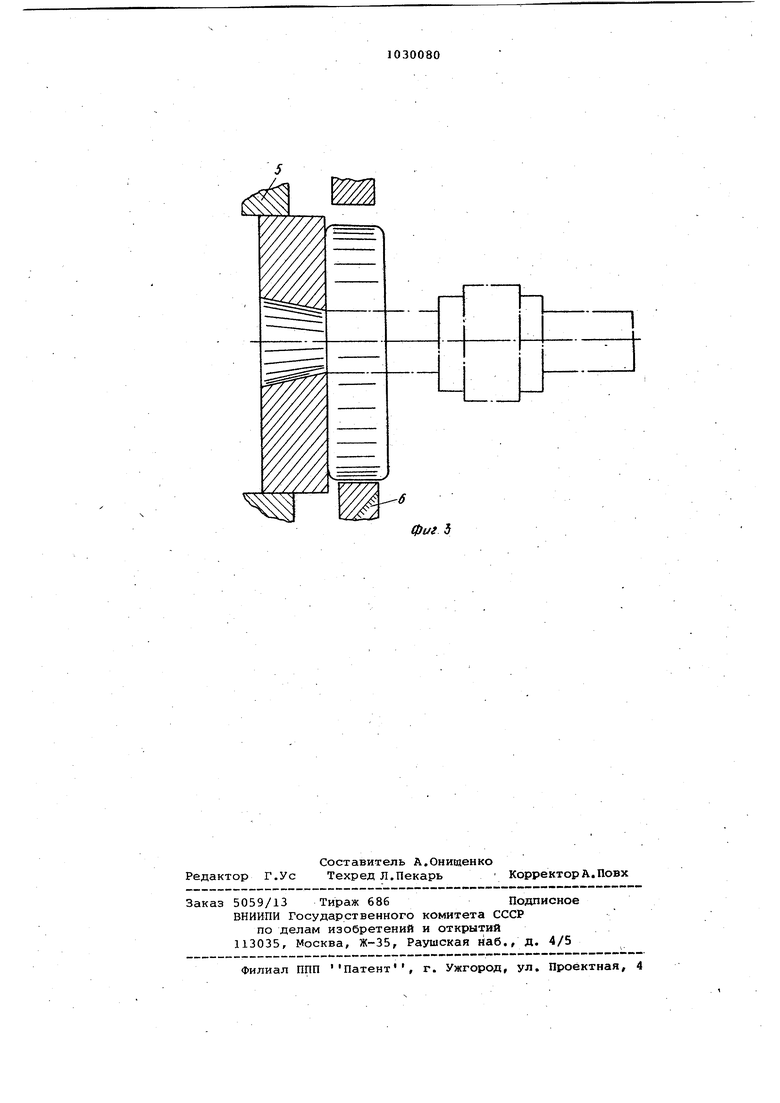
Иэобретениэ относится к обработке металлов давлением, а именно к изготовлению валов ковкой. Известен способ изготовления поковок валов, включающий операции предварительной осадки заготовки с хвостовиком в кольце с отверстием и последующую ее протяжкуCl. Недостатком способа является потеря поперечной устойчивости осажен ной заготовки при ее протяжке, преи мущественно при степенях осадки более 50%. Наиболее близким по технической сущности к изобретению является спо соб изготовления поковок валов, вкл чающий предварительную осадку заготовки с хвостовиком в кольце с кону иым отверстием я ее последующую обкатку на окончательные размеры по ковки 123. Недостатком известного способа является невозможность осуществлени интенсивной протяжки заготовки после осадки ввиду ее слабого закрепле ния в кольце. Целью изобретения является повышение качества получаемых поковок. Поставленная цель достигается те что согласно способу изготовления поковок валов, включающему предвари тельную осадку заготовки с хвостови ком в кольце с конусным отверстием и ее последующую обкатку на окончательные размеры поковки предварител ную осадку заготовки производят до полной запрессовки хвостовика в отверстии кольца, располагая отверстие менылим его диаметром к загото ке, а последующую обкатку осуществляют вместе с кольцом до достижения заготовкой ее поперечной устойчивости. На фиг. 1 изображена начальная стадия осадки заготовки в кольце; на фиг. 2 - окончание процесса осад ки; на фиг. 3 - обкатка заготовки на окончательные размеры поковки. Способ осуществляется следующим образом. Заготовку 1 устанавливают на опорном кольце 2, при этом коническое отверстие 3 кольца располагают к заготовке со стороны меньшего диаметра и хвостовик 4 заготовки 1 входит в это отверстие. Затем производят осадку заготовки, при этом часть металла заготовки идет на окончательное заполнение отверстия 3 в кольце 2. В результате хвостовик 4 оказывается запрессованным в Нем и жестко фиксирует заготовку 1 относительно кольца 2. Затем кольцо 2 с заготовкой 1 фиксируют в губках кантователя 5, и заготовку 1 обкатывают между бойками 6 любым из известных способов. При этом запрессованный в опорном кольце 2 хвостовик 4 и само кольцо обеспечивает Подпор заготовки со стороны кольца 2, препятствуя потере устойчивости ее по контуру. Пример. В качестве исходной заготовки используют слиток из стали 45 ТС весом 8 т, предварительно прокованный и осаженный до высоты 700мм. слиток устанавливают на кольце,причем хвостовик входит в коническое отверстие со стороны меньшего диаметра и осаживают до высоты 350 мм на прессе- 3200 т.е. В результате осадки происходит заполнение металл ул конического отверстия кольца и запрессовка в нем хвостовика. Создается жесткое соединение кольца с заготовкой. При последующей протяжке запрессовка хвостовика препятствует развальцовке цилиндрической части заготовки, так как создается подпор между кольцом и заготовкой, исключая ее отделение от осадочного, кольца. В месте сопряжения заготовки с опорным кольцом прокладывают изолятор из асбеста и стеклосмазку. В результате осуществлена протяжка вала из заготовки высотой h 350 мм и диаметром мм. По сравнению с известным использование предлагаемого изобретения позволяет повысить качество получаемых поковок.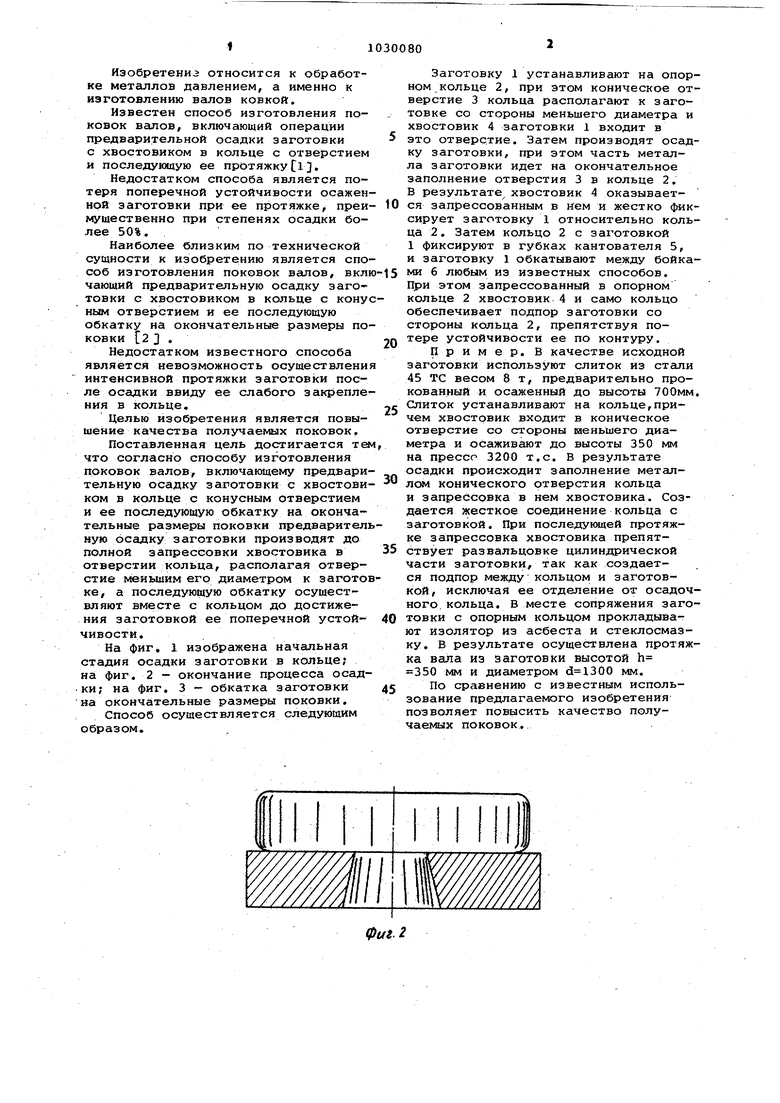
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления осесимметричных поковок | 1988 |
|
SU1660819A1 |
| Способ изготовления полых ступенчатых поковок | 1987 |
|
SU1505651A1 |
| СПОСОБ КОВКИ ВАЛОВ | 1992 |
|
RU2042466C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| Способ ковки поковок типа валов | 1991 |
|
SU1816242A3 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| СПОСОБ КОВКИ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2006327C1 |
| Способ ковки валов | 1990 |
|
SU1761365A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
) СПОСОБ ИЗГОТОВЛЕНИЯ ПОЮО- ; ВОК ВАЛОВ, включающий предварительную осадку заготовки с хвостовиком в кольце с конустлх отверстием и ее последующую обкатку яа окончателыше размеры поковки, от ли ч а ю и и йс я тем, что, с целью повышения качества получгюмдх поковок, 1Ц едварительную осадку заготовки производят до полной запрессовки хвостовика в офщ рстни кольца, располагая отверстие меньошм его диаметром к заготоijlcd, а последующую обкатку осуществляет вместе с кольцом до достижения заготовкой ее поперечной устойчивости. оо о 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ КОВКИ КРУПНОГО СЛИТКА | 0 |
|
SU244847A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Семенов Б.И | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| М., Выовгм шкояа, 1972, с., 128 (прототип) . | |||
