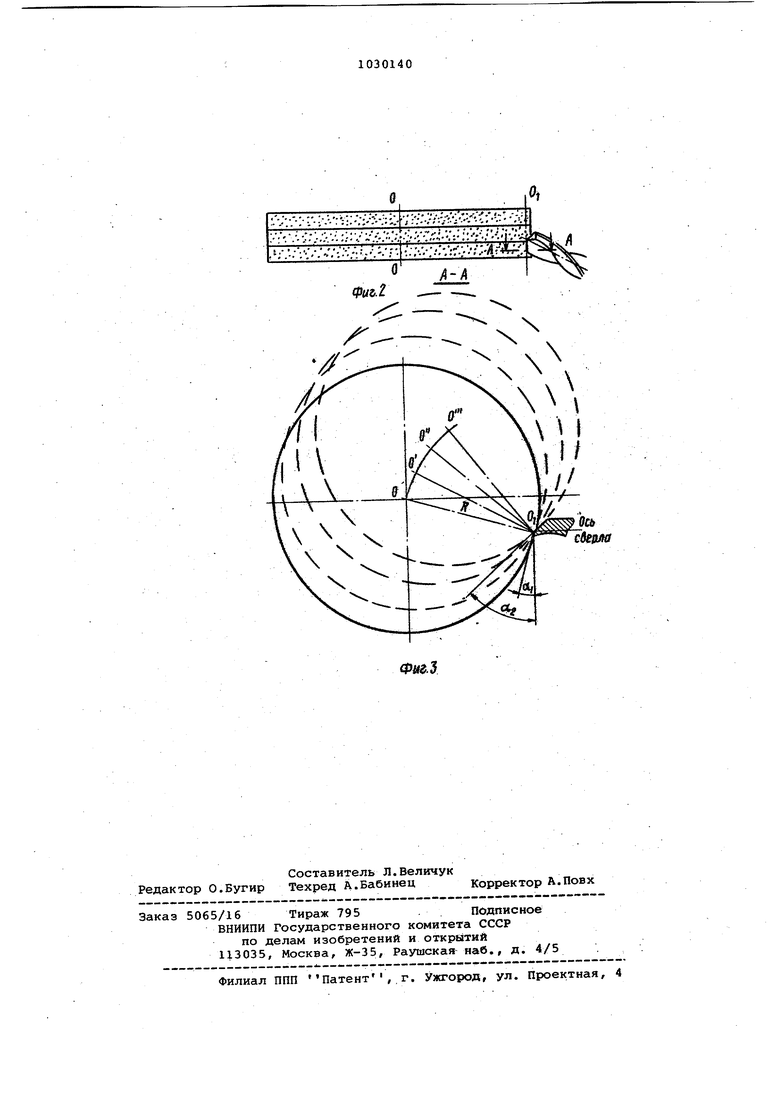
Изобретение относится к заточке режущих инструментов, в частност к заточке спиральных сверл по плоским задним поверхностям, и может быть использовано в радиотехническо приборостроительной и других промышленностях для алмазной заточки и доводки твердосплавных сверл малого диаметра, применяемых для сверления печатньох плат. Известен способ заточки спиральных сверл по плоским задним поверхностям периферией шлифовальных кругов, по которому оси шлифовальньк кругов устанавливают со смещением параллельно к проходящей через одну из режущих кромок сверла вертикальной плоскости, а сверлу сообщают пе ремещение вдоль периферии шлифоваль ных кругов fl. Недостатком известного способа является его низкая производитель-, ность, вследствие большого количест ва холостых перемещений при переходе от одного круга к другому. Цель изобретения повышение про изводительности заточки за счет сокращения величины холостых перемещений. Указанная цель достигается тем, что согласно способу заточки сверл периферией набора шлифовальных кругов, при котором оси шлифовальньох KjpyrOB устанавливают со смещением параллельно к проходящей через одну из режущих кромок сверла вертикальной плоскости, а сверлу сообщаю перемещение вдоль периферии шлифовальных кругов, набору шлифовальных кругов сообщают движение по винтовой линии, а сверло устанавливают таким образом, что его ось пересекает ось поворота набора шлифовальных кругов. На фиг.1 представлена кинематика сп соба; на фиг.2 - расположение режущей кромки сверла относительно приб ра шлифовальных кругов; на фиг.З сечение А-А на фиг.2. По данным отраслевого стандарта ОСТ4ГО.054.041 Платы печатные. Типовые технологические процерсы механической обработки рекомендованные параметры заточки.твердосплавных сверл по задней грани главный 16-20, вспомогательный 1с а 30-35,угол в плане 2 Р 70-120«. . Способ заточки сверл по этим параметрам осуществляется следующим образом. Набор шлифовальных кругов поворачивают вокруг оси 0 , распо-, ложенной на расстоянии R от опифовальных кругов и проходящей через ось Y прямоугольной системы координат, на угол затыловки сверла 2ci. 35 и одновременно перемещают по оси 0 от центра пересечения координат с помощью кулачка 3 на расстояние, равное 3B+Bgj +B|jj,,y, т.е. сообщают движение по винтовой линии. Сверло 2 устанавливают в плоскости XY ось.ю, проходящей через центр координат О под углом к оси Y, равным половине угла заточки сверла в плане 2V 70-120, таким образом, чтобы режущая кромка сверла проходила вдоль оси Y координат, т.е. по оси О и пересекала ось поворота О набора шлифовальных кругов 1,которая в процессе, заточки занимает ряд положений о , о и . Таким рбраэом,.начиная с угла заточки по задней поверхности 0(2 35, формируют последовательно вторую плоскость с oi 15-20 набором из трех шлифовальных кругов разной зернистости, обеспечивая при этом требуемую чистоту поверхности. Использование предлагаемого способа позволяет увеличить производительность труда за счет применения при заточке одного набора шлифовальных кругов вместо двух по известному способу и-уменьшения величины хода его в два раза относительно затачиваемой задней поверхности сверла. Причем главный угол оС получается за счет самой установки сверла относительно набора шлифовальных кругов, а вспомогательный угол - за счет поворота и перемещения под действием пружины набора шлифовальных кругов по винтовой линии с центром , рассположенным по оси Y, пересеканлдей ось сверла.
А-А
Фиъ.2
/
сЛкцм
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ винтовой заточки сверл с подточкой поперечной режущей кромки | 1987 |
|
SU1465269A1 |
| Устройство для заточки спиральных сверл | 1986 |
|
SU1395463A1 |
| СПОСОБ ЗАТОЧКИ ЗАДНИХ ПОВЕРХНОСТЕЙ СВЕРЛ | 2011 |
|
RU2466845C1 |
| Способ заточки сверл | 1983 |
|
SU1162573A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ РУЧНОЙ ЗАТОЧКИ СВЁРЛ (ВАРИАНТЫ) | 2002 |
|
RU2215639C1 |
| Устройство для обработки сверл | 1986 |
|
SU1351752A1 |
| Способ двухплоскостной заточки сверл | 1990 |
|
SU1763149A1 |
| Способ заточки сверл | 1978 |
|
SU878506A2 |
| Способ заточки сверл | 1983 |
|
SU1162572A1 |
| СПОСОБ ЗАТОЧКИ СВЕРЛ ДВУМЯ ШЛИФОВАЛЬНЫМИКРУГАМИ | 1972 |
|
SU359134A1 |
СПОСОБ ЗАТОЧКИ СПИРАЛЬНЫХ СВЕРЛ ПО плоским задним поверхностям периферией набора шлифовальных кругов, при котором оси шлифовальных кругов устанавливают со смещением параллельно к проходящей через одну из режущих кромок сверла вертикальной плоскости, а сверлу сообщают перемещение вдоль периферии шлифовальных кругов, отличающ и и с я тем, что , с целью повышения производительности заточки, набору шлифовальных кругов сообщают движение по винтовой линии, а сверло устанавливают таким образом, что его ось пересекает ось поворота набора шлифовальных кругов- . сл с 00 4 ) Ф11е.1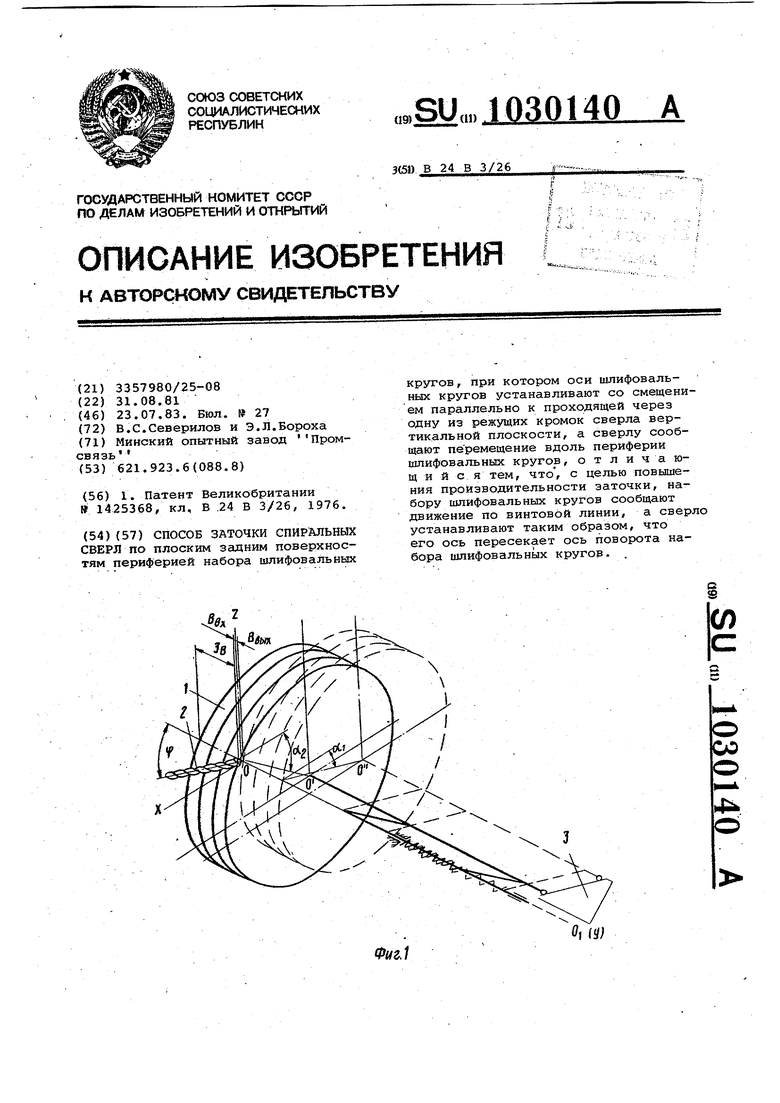
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент Великобритании В 14253168, кл, В ,24 В 3/26, 1976. | |||
