Изобретение относ1-ггся к станко- iстроению, касается изготовления ре|жущего ршструмента и может быть ис пользовано при заточке сверл.
Цель изобретени.т - повышение производительности обработки путем обеспечения заточки сверл и подточки поперечной режущей кромки с одной ус.- тановки сверла и одним и тем же шли- фовальным кругом.
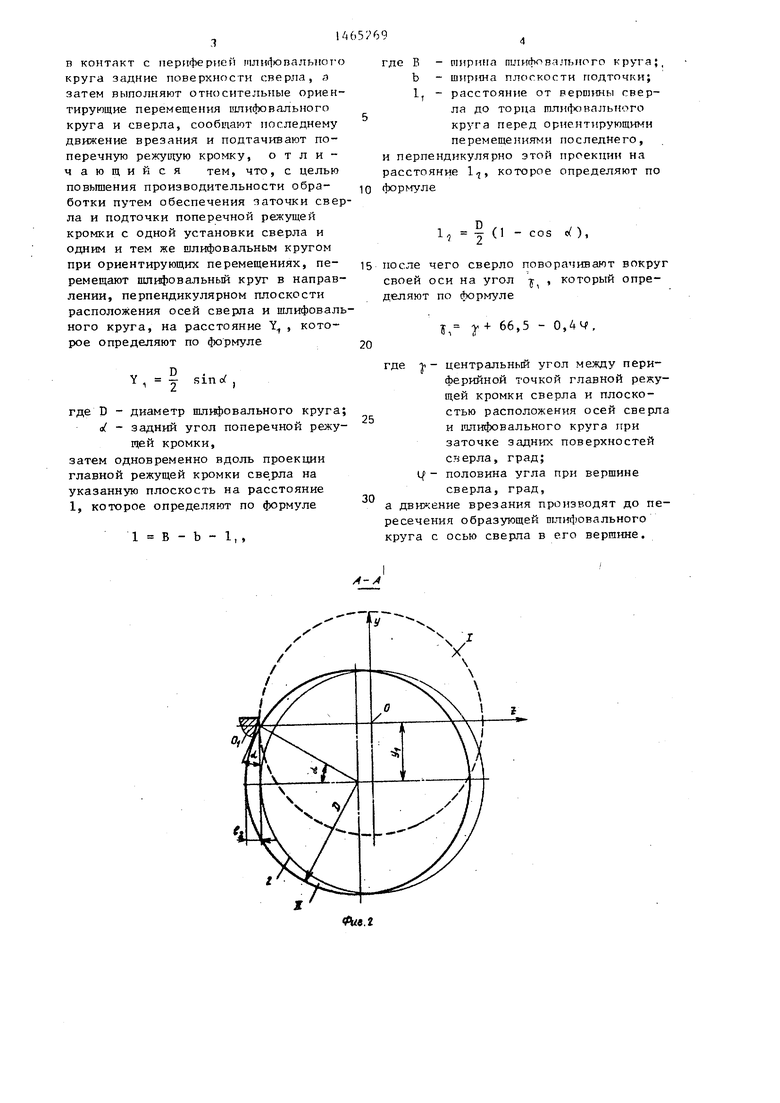
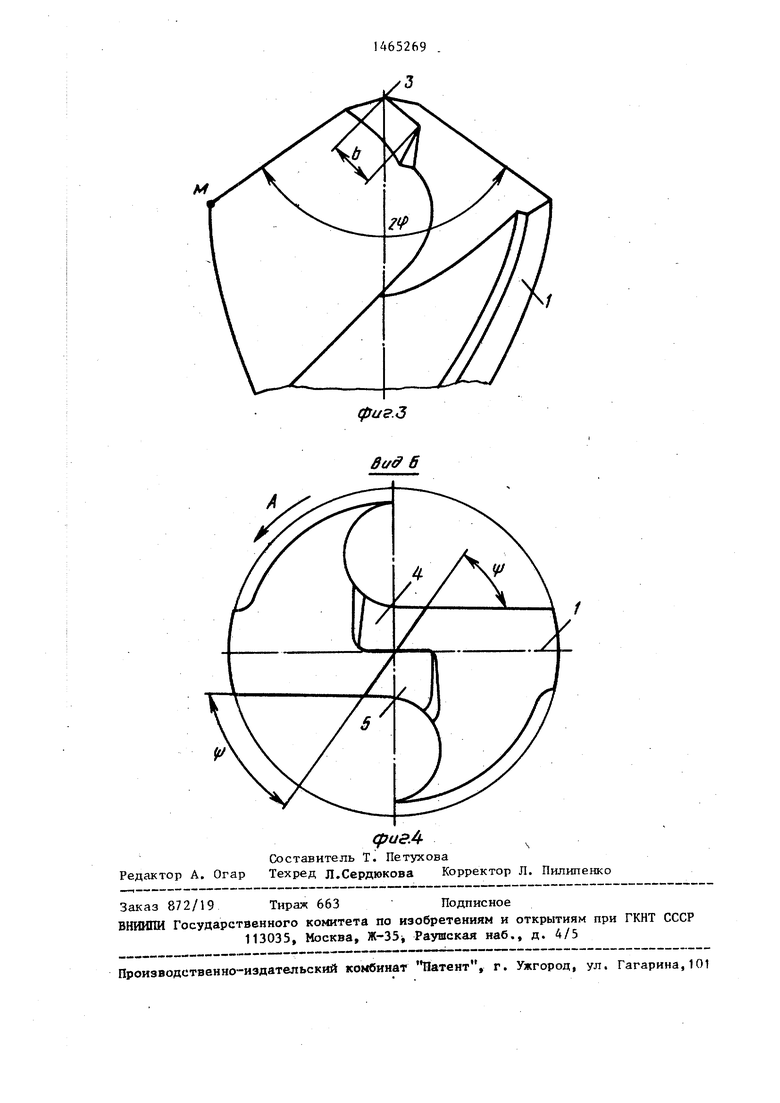
i На фиг. 1 изображена схема распо- I ложения сверла и ишифовального круга I при заточке (I) и подточке (II) по- I перечной режущей кромки в исходных I положениях; на фиг, 2 - сечение А-А i на фиг, 1 (перпендикулярное проекции I главной режущей кромки на плоскость, I проходяЕ(ую через оси сверла и пшифо- : вального круга при сверла); : на фиг. 3 - сверло после подточки ; поперечной режущей кромки; на i фиг. 4 - вид по стрелке Б на фиг, 1 (вид сверху на сверло после подточки : поперечной режуБ;ей кромки) ,
i Обрабатываемое сверло 1 после за- точки задних поверхностей по винтовому методу расположено относительно ишифовального круга 2, имеющего цилиндрическую форму, в исходном поло- жении заточки I. Движения между сверлом 1 и шлифовальным кругом 2 распределяют следующим образом.
Сверло 1 осуществляет вращение во : круг своей оси 0 (координата А) и перемещение вдоль нее (координата X) круг 2 осуществляет движения по координатам Z и Y,
Дпя осуществления подточки поперечной реу-:ущей кромки 1 шифовальному кругу 2 сообщают ориентирующие перемещения. Из исходного положения заточки I шлифовальный круг 2 перемещают по координате Y на расD sin с(
стояние Y ,
в минус, где
D - диаметр шлифовального круга; d- задний угол поперечной режущей кромки.
Затем щлифовальньй круг 2 перемещают вдоль проекции главной режутцей кромки на плоскость, проходящую через оси сверла 1 и шлифовального круга 2 при заточке сверла 1, на расстояние 1 В - b - 11, где В - ширина шли- фовального круга; b - ширина плоскости подточки; 1 , расстояние от вершины сверла до торца шлифовального круга 1 перед ориентирующими переме
д
5
0
1Чениями последнего, и одг1овременно в направлении, перпендикулярном ука- зaннo y, на расстояние
I 2 J ( -coso).
В то же время осуществляют поворот сверла 1 вокруг своей оси О, от исходного положения заточки I на угол f,, который определяет угол поперечной режущей кромки. Угол J-, определяют по формуле 66,5 - 0,4 , град, где -j-- цен трал ьныт угол между периферийной точкой главной режущей кромки сверла и плоскостью расположения осей сверла и шлифовального круга при заточке поверхностей сверла; V-P- половина угла при вершине сверла.
После этого сверло 1 занимает относительно шлифовального круга 2 исх.одное положение II для подточки поперечной режущей кромки. Затем осуществляют врезание перемещением вши- фовального круга 2 относительно сверла 1 до пересечения образующей шлифовального круга 2 с осью сверла 1 в его вершине 3, После подточки поперечной режущей кромки на зубе 4 сверла 1 осуществляют отскок ишифовального круга 2 относительно сверла 1 для обеспечения свободного проворота .сверла 1 вокруг своей оси относительно круга 2 при переходе к подточке поперечной режущей кромки на зубе 5 сверла 1 (фиг, 4). После отскока осуществляют поворот сверла 1 на угол 180° вокруг своей оси, затем производят подскок круга 2 относительно сверла 1 в исходное положение II подточки и вновь осуществляют движение врезания,
Предлагаемьш способ повьптает производительность заточки сверл и обеспечивает ее качество.
Формула изобретения
Способ винтовой заточки сверл с подточкой поперечной режущей кромки, при котором оси сверла и шлифовального круга цилиндрической формы рас полагают в одной плоскости, сообщают сверлу и шлифовальному кругу вращение вокруг своих осей и относительные согласованные дки;- ;еиия члтылова- ния и осциллирования, силчгк-гп вводят
п контакт с периферией Г11лн(1ювалы1от о круга задние поверхности сверла, а затем выполняют относительные ориентирующие перемещения ишифовалыюго круга и сверла, сообщают последнему движение врезания и подтачивают поперечную режуи ую кромку, отличающийся тем, что, с целью повышения производительности обработки путем обеспечения заточки сверла и подточки поперечной режущей кромки с одной установки сверла и одним и тем же шлифовальным кругом при ориентирующих перемещениях, перемещают шлифовальньй круг в направлении, перпендикулярном плоскости расположения осей сверла и шлифовального круга, на расстояние Y , которое определяют по формуле
где В - ширина пшифова. тыюго круга;, b - ширина плоскости подточг и; 1, - расстояние от верпишы сверла до торца шлифовального круга перед ориентирующими пepeмeщeиия и последнего, и перпендикулярно этой проекции на расстояние 1, которое определяют по формуле
1, -2 (1 - cos с/ ),
15 после чего сверло поворачивают вокруг своей оси на угол , который определяют по формуле
j у + 66,5 - 0,44,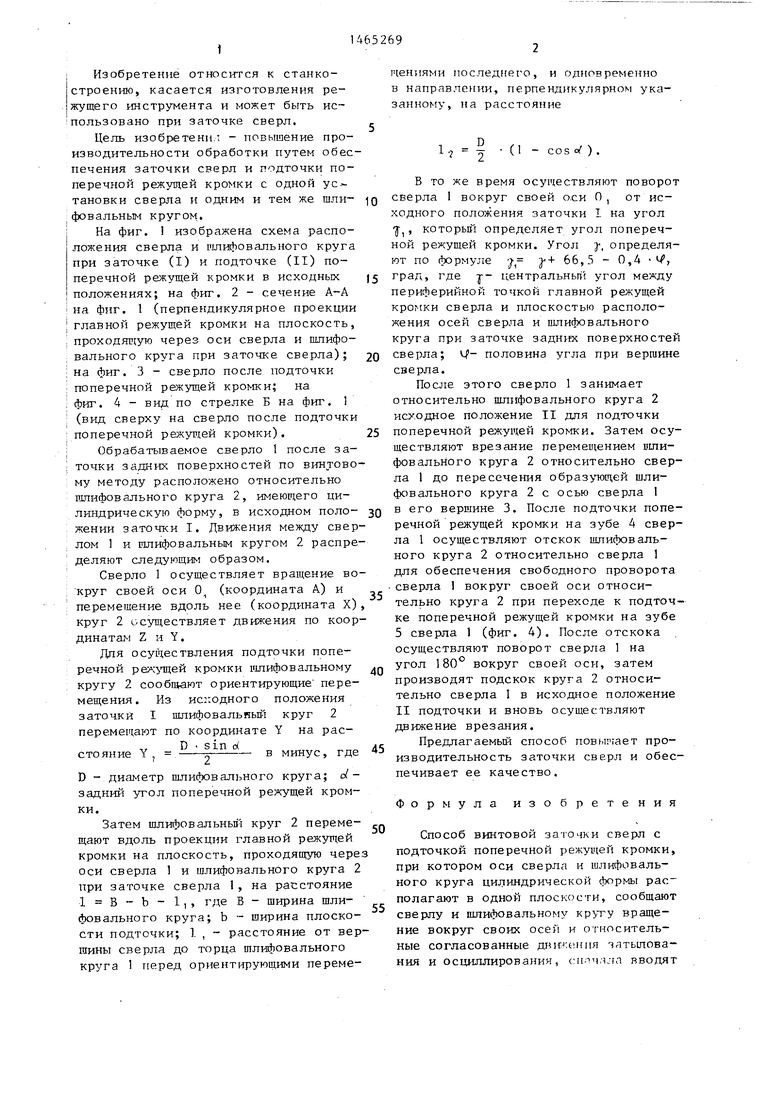
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плоскостной заточки сверл | 1987 |
|
SU1505759A1 |
| Способ заточки спиральных сверл по задней поверхности режущих перьев | 1959 |
|
SU128321A1 |
| Сверло с подточкой поперечной режущей кромки | 1982 |
|
SU1065109A1 |
| Способ заточки задних поверхностей сверл | 1988 |
|
SU1668109A1 |
| Способ заточки сверл | 1978 |
|
SU878506A2 |
| Сверло с подточкой поперечной режущей кромки и способ его изготовления | 1987 |
|
SU1511077A1 |
| Способ плоскостной заточки спиральных сверл | 1988 |
|
SU1599178A1 |
| Способ заточки сверл | 1979 |
|
SU774921A1 |
| Способ заточки сверл | 1987 |
|
SU1537478A2 |
| Способ двухугловой заточки сверл | 1987 |
|
SU1511078A1 |
Изобретение относится к области станкостроения, касается изготовления режущего инструмента и может быть использовано при заточке сверл. Цель изобретения - повьшение производительности обработки путем обеспечения заточки сверл и подточки поперечной режущей кромки с одной установки и одним и тем же щлифовальным кругом. Обрабатьшаемое сверло 1 после заточки задних поверхностей винтовым методом располагают относительно шлифовального круга 2 цилиндрической формы в исходном положении заточки I. Шлифовальному кругу 2 сообщают ориентирующие перемещения: вначале на расстояние Y, в направлении, перпендикулярном плоскости расположения осей сверла и шлифовального круга 2 при заточке задних поверхностей, затем одновременно вдоль проекции главной режущей кромки сверла на указанную плоскость на расстояние I и перпендикулярно этой проекции на расстояние 1 . Сверло 1 поворачивают . вокруг своей оси на угол f , после чего сверло 1 займет относительно шлифовального круга 2 исходное положение II для подточки поперечной режущей кромки. Затем осуществляют врезание перемещением птифовального круга 2 относительно сверла 1 до пересечения образутсщей шлифовального круга 2 с осью сверла 1 в его верши- не 3. 4 ил. В (Л 4 а сд tvD 05 СО 
Y,
D
sin of
где Р - диаметр шлифовального круга; 0 - задний угол поперечной режущей кромки,
затем одновременно вдоль проекции главной режущей кромки сверла на указанную плоскость на расстояние 1, которое определяют по формуле
1 В - b - 1,,
5
0
где
центральный угол между периферийной точкой главной режущей кромки сверла и плоскостью расположения осей сверла и шлифовального круга ггри заточке задних поверхностей сверла, град; Cf - половина угла при вершине
сверла, град,
а двиз ;ение врезания производят до пересечения образующей )овального круга с осью сверла в его вершине.
фи.3
д(/ 6
| Дибнер Л | |||
| Г | |||
| и др | |||
| Заточные автоматы и полуавтоматы | |||
| М.: Машиностроение, 1978, с | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
