Изобретение относится к машиностроению, в частности к линиям окраски изделий методом распыления, и может использоваться для автоматической окраски различных видов изделий.
Цель изобретения - расширение технологических возможностей и сокрашение металлоемкости оборудования.
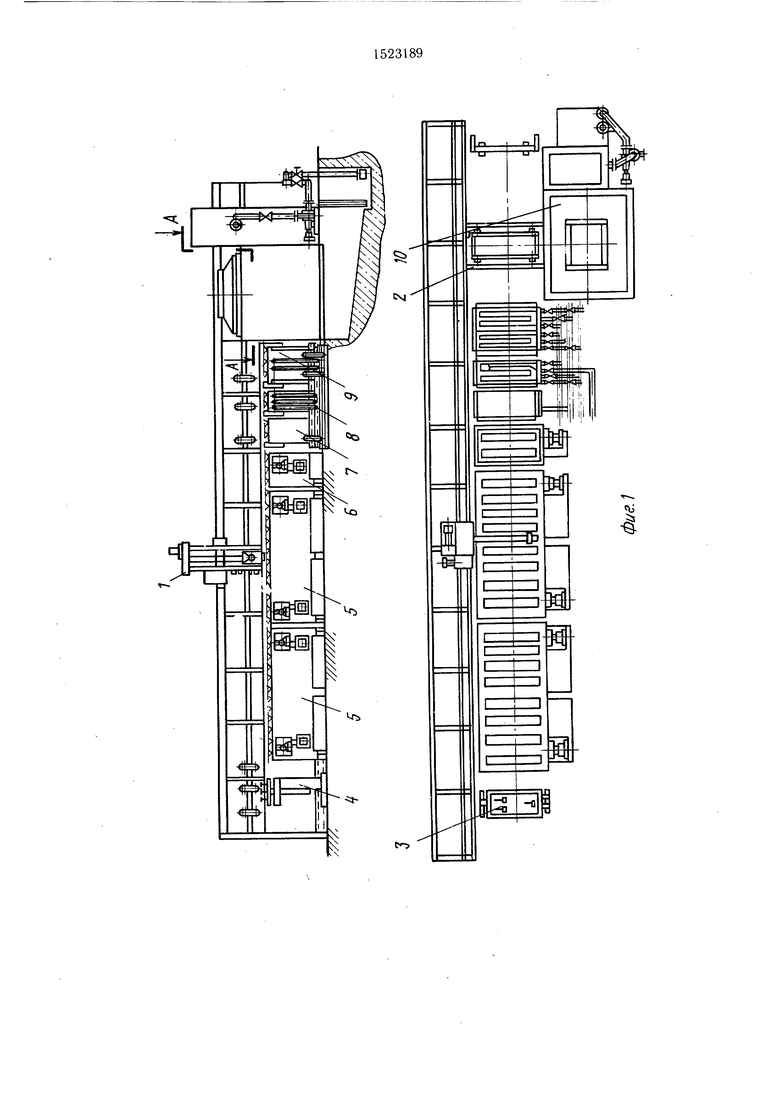
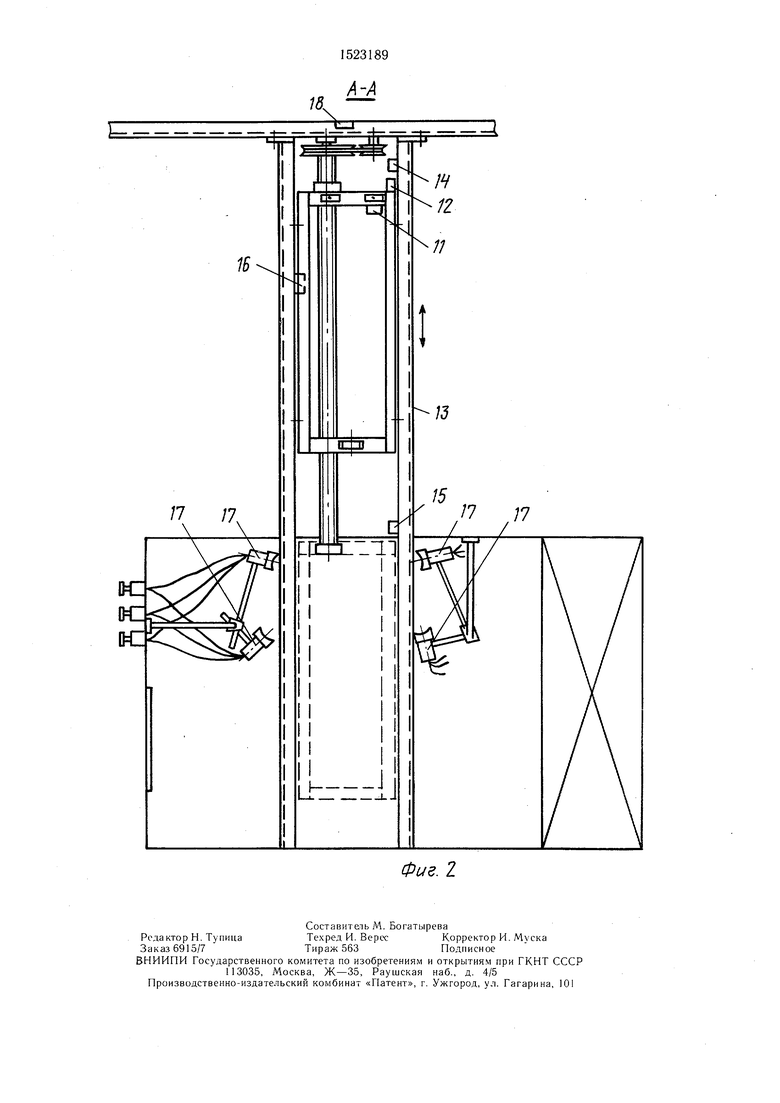
На фиг. 1 показана автоматическая окрасочная линия, обший вид; на фиг. 2 - разрез А-А на фиг. 1.
Автоматическая окрасочная линия, управляемая от ЭВМ (не показана), содержит автооператор 1 (фиг. 1), тележку 2 переноса подвески 3 с изделием, стойку 4 загрузки и выгрузки, сушильные восьми- позиционные камеры 5, сушильную двухпо- зиционную камеру 6, ванну 7 промывки, ванну 8 обезжиривания, двухсекционную
ванну 9 травления-пассивирования, окрасочную камеру 10. Тележка 2 переноса выполнена в виде рамы (фиг. 2). на верхней поверхности которой со стороны ходового пути автооператора 1 размещены контактный датчик 11 наличия подвески 3 с изделием и кронштейн 12. Тележка 2 переноса перемепдается в направляющих 13, перпендикулярных ходовому пути автооператора 1, расположенных напротив окрасочной камеры 10, ось которой смешена от оси линии окраски. На направляющих 13 размеш,ены контактный датчик 14 начального положения тележки 2 переноса и контактный датчик 15 ее обратного хода.
Кроме того, на направляющих установлен датчик 16 распылительных устройств 17 окрасочной камеры 10 с возможностью взаимодействия с поверхностью тележки 2
сд
со
ю
00
со
переноса. На ходовом пути автооператора 1 установлен датчик 18 положения автооператора 1.
Автоматическая окрасочная линия работает следующим образом.
По сигналу ЭВМ автооператор 1 поднимает подвеску 3 с изделием со стойки 4 загрузки и выгрузки и последовательно по заданной циклограмме технологического процесса подает подвеску 3 с изделием на позиции обезжиривания, промывки, травления- пассивации, сушки и окраски. В зоне окрасочной камеры 10 подвеска 3, находясь на ходовом пути автооператора 1, нажимает на контактный датчик 18, по сигналу которого автооператор 1 с подвеской 3 останавливается, подвеска 3 опускается на поверхность тележки 2 переноса, которая в этот момент находилась во взаимодействии с контактным датчиком 16 и с помощью кронщтейна 12 - с контактным датчиком 14. Опускаясь, подвеска 3 нажимает на контактный датчик 11, сигнал которого включает привод движения тележки 2.
Тележка 2 осуществляет движение в направляющих 13, расположенных перпендикулярно ходовому пути автооператора 1, напротив окрасочной камеры 10, ось которой смещена от оси линии окраски.
При движении тележка 2 последовательно освобождает от контакта с ней датчик 14, подающий сигнал на. ЭВМ о начале процесса окраски, и датчик 16, сигнал которого включает распылительные устройства 17 окрасочной камеры 10.
Тележка 2 входит в окрасочную камеру 10, проходит зону окраски и кронщтей- ном 12 нажимает на датчик 15, сигнал которого осуществляет переключение движения тележки 2. Тележка 2 осуществляет обратное движение, проходит зону окраски, выходит из окрасочной камеры 10 и, перемещаясь по направляющим 13, нажимает на датчик 16, сигнал которого отклю0
5
0
5
0
5
чает распылительные устройства 17 окрасочной камеры 10. Вернувщись в начальное положение, тележка 2 кронщтейном 12 нажимает на датчик 14, который подает сигнал об окончании процесса окраски на ЭВМ, и останавливается. По команде ЭВМ автооператор 1 поднимает подвеску 3 с изделием и подает ее к восьмипозиционной сущильной камере 5. По окончании операции сущки работа окрасочной линии осуществляется по заданной циклограмме. Предлагаемая автоматическая окрасочная линия позволяет получать многослойные покрытия без увеличения числа единиц оборудования.
Формула изобретения
Автоматическая окрасочная линия, содер- жащая агрегаты подготовки поверхности, камеры сущки, автоматическую окрасочную камеру и транспортное устройство, отличающаяся тем, что, с целью расширения технологических возможностей и сокращения металлоемкости оборудования, транспортное устройство выполнено в виде автооператора, ось окрасочной камеры смещена от оси линии окраски, окрасочная камера снабжена тележкой переноса подвески с изделием, установленной в направляющих, расположенных перпендикулярно ходовому пути автооператора напротив окрасочной камеры, при этом тележка переноса выполнена в виде рамы, на верхней поверхности которой со стороны пути автооператора размещены датчик наличия подвески с изделием и кронштейн, который расположен с возможностью взаимодействия с датчиком начального хода тележки и датчиком обратного хода ее, размещенными на направляющих, кроме того, на направляющих с возможностью взаимодействия с поверхностью те: лежки , установлен датчик распылительных устройств окрасочной камеры.

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТООПЕРАТОР ДЛЯ ГАЛЬВАНИЧЕСКОЙ ЛИНИИ | 2009 |
|
RU2415767C2 |
| Подвесной конвейер | 1981 |
|
SU998248A1 |
| Утсановка для окраски изделий | 1975 |
|
SU651854A1 |
| Автоматическая линия для гальванохимической обработки деталей | 1987 |
|
SU1497294A1 |
| Автоматическая установка для окраски профильного проката | 1973 |
|
SU487805A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ХИМИЧЕСКИХ И ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 2008 |
|
RU2379382C2 |
| Терморадиационная конвейерная сушилка | 1981 |
|
SU992966A1 |
| Автоматическая линия для нанесения гальванических покрытий | 1982 |
|
SU1046354A1 |
| Окрасочно-сушильный агрегат | 1987 |
|
SU1520808A1 |
| Автоматизированная линия для термообработки изделий | 1982 |
|
SU1071649A1 |
Изобретение относится к машиностроению, в частности к линиям окраски изделий методом распыления, и может использоваться для автоматической окраски различных видов изделий. Цель - расширение технологических возможностей и сокращение металлоемкости оборудования. Для этого ось окрасочной камеры смещена от оси линии окраски. Окрасочная камера снабжена тележкой переноса подвески с изделием. Тележка установлена в направляющих, направляющие расположены перпендикулярно ходовому пути транспортного устройства, выполненного в виде автооператора. Тележка переноса выполнена в виде рамы, на верхней поверхности которой со стороны автооператора размещены датчик наличия подвески с изделием и кронштейн. Кронштейн расположен с возможностью взаимодействия с датчиками начального и обратного ходов тележки. Кроме того, тележка имеет возможность взаимодействия с датчиком распылительных устройств окрасочной камеры. Все эти датчики размещены на направляющих. 2 ил.
| Автоматическая окрасочная линия | 1985 |
|
SU1269850A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| И | |||
| Проектирование машиностроительных заводов и цехов | |||
| Справочник | |||
| М.: Машиностроение, 1975, т | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Гудок | 1921 |
|
SU255A1 |
