(54) ПОЛУАВТОМАТИЧЕСКИЙ ЗАДАТЧИК ЛИСТОВ ЖЕСТИ
t
Изобретение ОТНОСИТСЯ к металлургии и применяется в линиях для горя-: чего лужения жести, а также может быть применено в линиях штамповки изделий из луженого; листа.
Известно устройство для раскладки листов из пакета, содержащее кантователь с приводом поворота, ограничитель смещения листов, листоукладчик с приводом перемещения и захватами, приемник листов (1.
Однако данное устройст во малопроизводительно, громоздко и сложно по .конструкции.
Целью изобретения является повышение производительности и упрощение конструкции.
Поставленная цель достигается тем, что в устройстве для подачи листов жести, содержащем Кантователь с приводом поворота,ограничитель смещения листов,листоукладчик с захватами и приводом их перемещения, листоукладчик выполнен в виде шарнирно-сочлененных звеньев,а ограничитель - в виде крестовины с упругими роликами, причем крестовина кинемаМОДЕЛИ АРЕ-1
тически связана с приводе перемещения захватов.
Захваты выполнены в виде присоссок .
В кантователе выполнен наклонный направляющий паз.
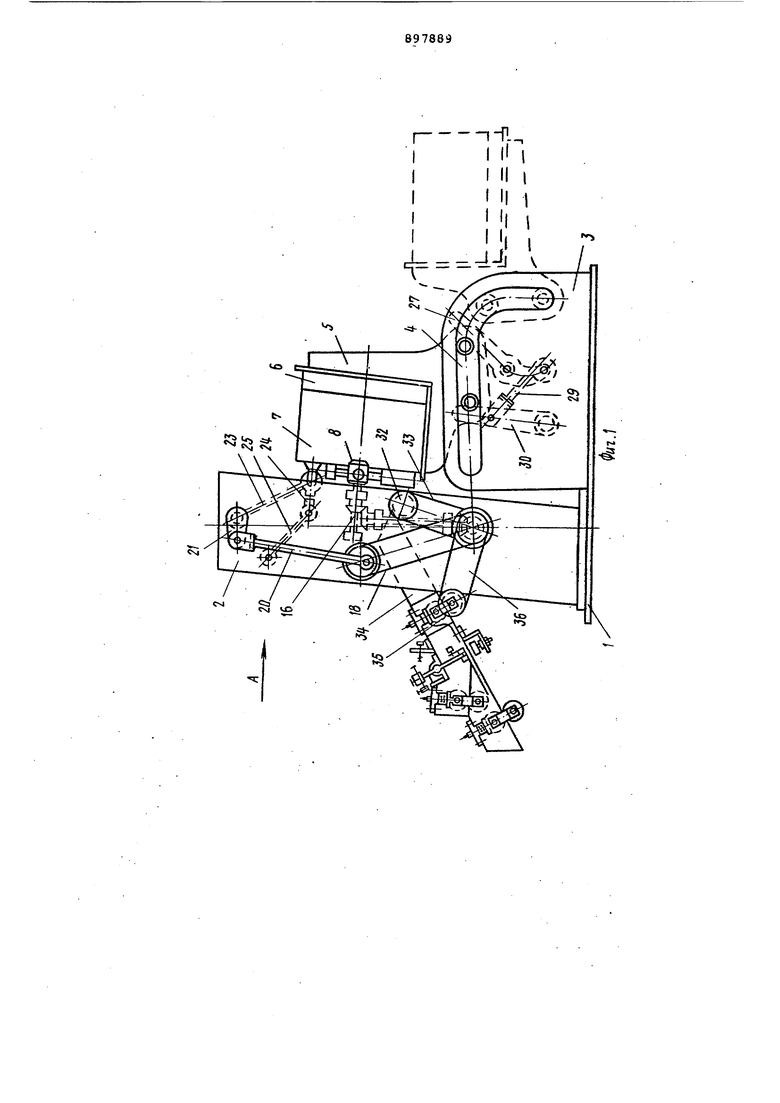
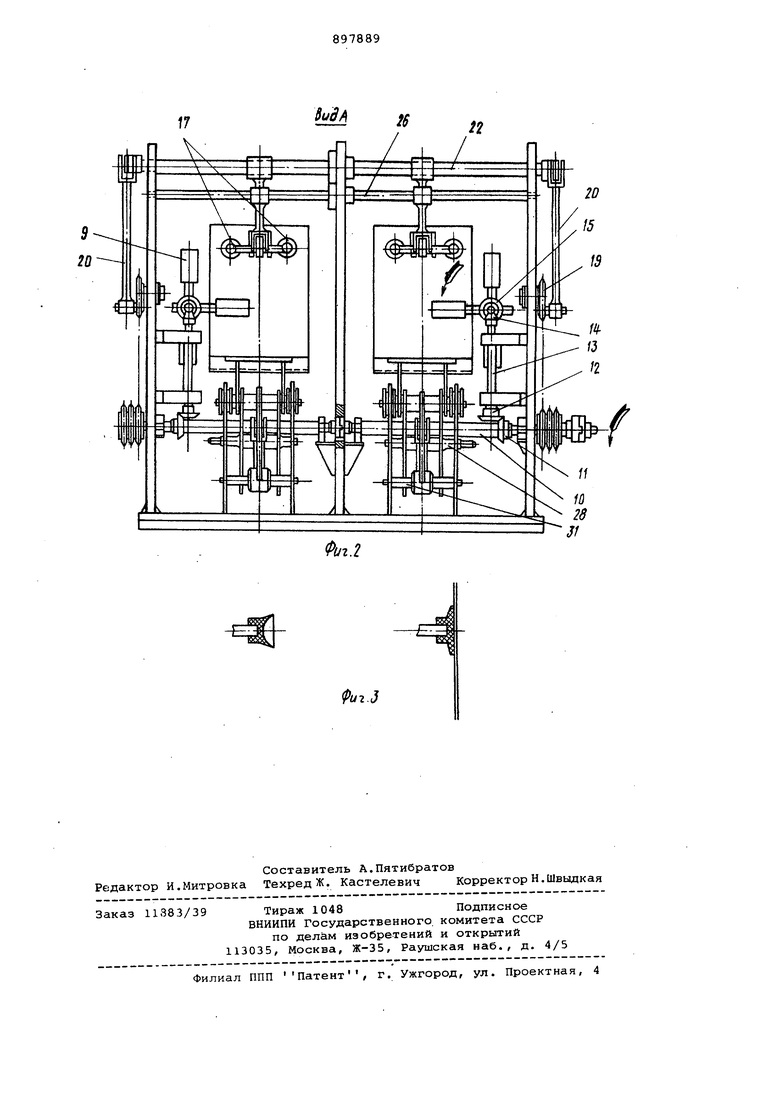
На фиг,1 представлен задатчик с устройством для разделения листов, вид сбоку на фиг.2 - вид А на фиг.;
10 на фиг.З - захват (вакуум-присос).
На плите 1 закреплены три вертикальные стойки 2, четьфе щеки 3 с наклонными направляющими пазами 4. Б пазах установлена грузовая тележка 5 5 с поддоном 6, на которую укладывается стопа 7 жести. Перемещения тележки со стопой и поддоном в крайнем левом положении ограничивает крестовина 8, на которой закреплены четыре
20 обрезиненных -ролика. 9. Крестовина получает движение от главного вала 10 через пару конических шестерен 11 и 12 вертикальный вал 13, вторую пару конических шестерен 14 и 15 и горизонтальный вал 16. Для отделения от стопы и подачи листа задатчик имеет по два резиновых присоса 17 на каждую проводку, поступательно-возвратное движение которым передается от 30 главного вала 10 через цепную переачу 1.8, звездочку-кривошип 19, шаун 20, рычаг 21, жестко закрепленый на валу 22, ведущую тягу 23, корус присосов 24 и ведомую тягу 25, свободно сидящую на оси 26. Для , одъема грузовой тележки 5 в рабочее оложение и возврата в исходное положение (показано пунктиром) под загрузку задатчик снабжен механизмом, который состоит из двух грузонесущих рычагов 27, жестко закрепленных на валу 28, шарнирно связанных тягой 29 с рычагом 30, свободно сидящем на оси 31. Для улавливания листа жести при падении после отделения его от стопы 7 и подачи присосами 17 .задатчик имеет магнитный валок 32, вращение которому передается от главного вала 10 через цепную передачу 33. При вращении валка 32 лист передается по лотку 34 в приемные валки 35 устройства для разделения ферромагнитных листов. Вращение валкам передается от главного вала 10 через цепную передачу 36.
Устройство работает следующим образом.
Стопа 7 жести вместе с деревянныгл поддоном 6 краном или по рольгангу (не показан) ставится на грузовую тележку 5 (это положение показано пунктиром). Грузонесущие рычаги 27 кантователя в это время упираются в нижнюю часть грузовой тележки. При включении двигателя механизма подъема вал 28 начинает вращаться и грузонесущие рычаги 27 плавно ставят грузовую тележку в рабочее положение. После подъема рычагИ 27 снова возвращаются в исходное положение. При замене стопы происходит обратная операция. После включения главного привода, который приводит в движение главный вал 10, вращение получает крестовина 8. От главного вала поступательно-возвратное движение по сложной криволинейной траектории получает ре зиновые вакуум-присосы 17.Один пол:ный оборот крестовины 8 равен одному двойному ходу вакуум-присосов 17. От главного вала 10 через цепную передачу 33 вращение получают магнитные валки 32, а также через цеПную передачу 36 приемные валки 35 устройства для разделения ферромагнитных листов. Грузовая тележка по наклонным направляющим пазам 4 все время стремится двигаться влево, движение ее ограничивает крестовина 8, при вращении которой (показано) резиновые вакуум-присосы 17 отделяют верхний конец листа от стопы, резиновый ролик 9 входит между стопой и отдельным листом, препятствуя перемещению тележки 5 и плавно перекатываясь по поверхности стопы, в это же время резиновые вакуум-присосы 17, продолжая двигаться влево по сложной криволинейной траектории, перемещаются вертикально вверх, скользят по поверхности листа, не отпуская его, и, наконец .соединившись с атмосферой, отпускают лист, который падает в лоток 34, придерживаемый и направляемый магнитным валком 32. За .один полный оборот крестовины 8 вакуум-присосы 17 подают один лист и готовы к подаче второго листа.
Предлагаемое устройство позволяет повысить производительность линии горячего лужения, исключить подачу двойных листов.
Формула изобретения
1. Полуавтоматический задатчик листов жести, содержащий кантователь с приводом поворота, ограничитель смещения листов, листоукладчик с захватами и их перемещения, отличающийся тем, что, с целью повышения производительности и надежности, листоукладчик выполнен в виде шарнирно-сочлененных звеньев, а ограничитель - в виде крестовины с упругими роликами, причем крестовина кинематически связана с приводом перемещения захватов.
2.Задатчик по п. 1, отличающийся тем, что захваты выполнены в виде присосок.
3.Задатчик по п. 1, отличающийся тем, что в кантователе выполнен наклонный направляющий паз.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 133034, кл. В 65 G 59/08, 1960.
vo
il2.J
| название | год | авторы | номер документа |
|---|---|---|---|
| Стол для стопы листовых заготовок | 1982 |
|
SU1031598A1 |
| Листогибочное устройство | 1979 |
|
SU841737A1 |
| Устройство для загрузки листов в гибочные вальцы | 1974 |
|
SU569358A1 |
| Механизированная поточная линия обработки листовых материалов | 1980 |
|
SU874227A1 |
| Устройство для подачи листов в валки прокатного стана | 1935 |
|
SU51375A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Устройство для укладки упаковок в тару | 1985 |
|
SU1504166A1 |
| Листоукладчик | 1981 |
|
SU1043089A1 |
| Автоматический комплекс для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1551451A1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |