(54) МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ
СЕТОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной точечной сварки сеток | 1982 |
|
SU1031603A1 |
| Машина для контактной точечной сварки проволочных сеток | 1986 |
|
SU1355406A1 |
| Автоматическая линия для сварки плоских сеток | 1991 |
|
SU1799309A3 |
| МЕХАНИЗМ ПОДАЧИ ПОПЕРЕЧНОЙ ПРОВОЛОКИ | 1972 |
|
SU334001A1 |
| Автоматическая линия для сварки плоских сеток | 1991 |
|
SU1801071A3 |
| Машина для контактной точечной сварки сеток | 1972 |
|
SU573120A3 |
| Машина для изготовления сварных сеток | 1970 |
|
SU446122A3 |
| Станок для сварки сеток | 1978 |
|
SU863247A1 |
| КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ СЕТОК | 1967 |
|
SU193641A1 |
| Автоматическая многоэлектродная машина для сварки плоских сеток | 1991 |
|
SU1797542A3 |
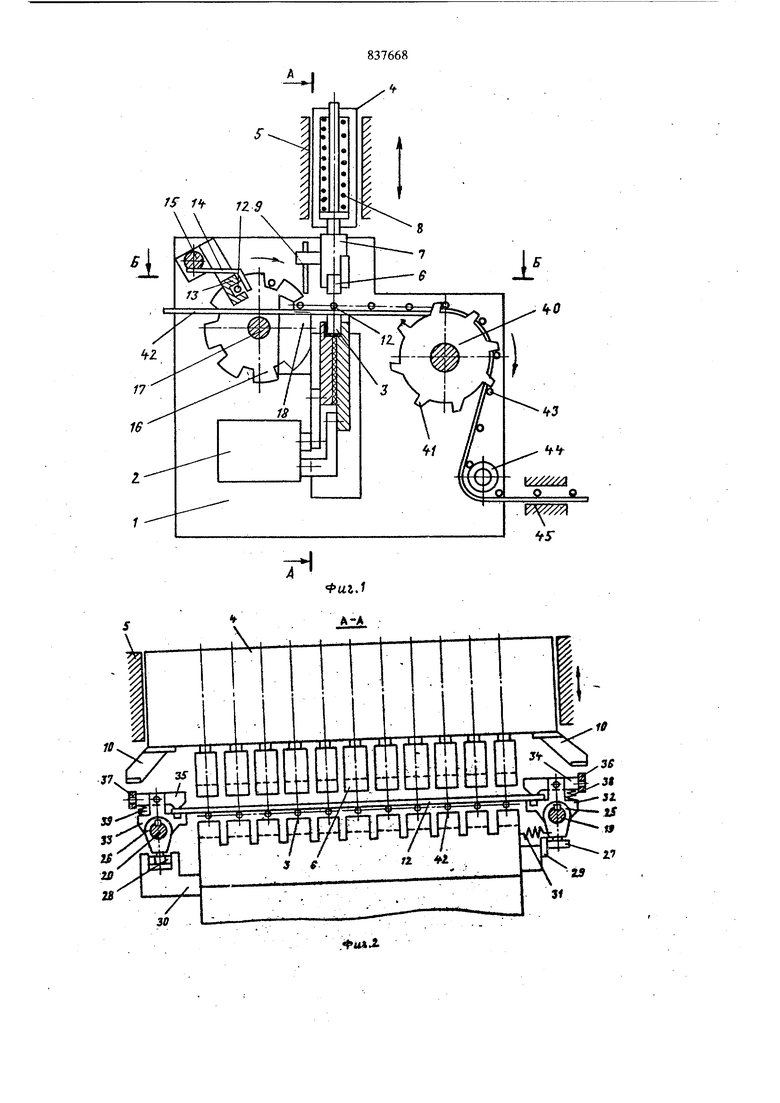

Изобретение относится к сварке и может быть использовано при сварке арматурных сеток, преимущественно мелкоячеистой. Известна машина для изготовления сеток, содержащая смонтированные на станине подвижную сварочную головку, механизм подачи поперечной проволоки, включающий узел натяжения проволоки перед сваркой, выполненный в виде приводных штоков с зажимными губками 1. Однако в процессе подачи проволоки под электроды концы поперечной проволоки изгибаются, что ухудшает качество изготавливаемой сетки. Кроме того, величина натяжения всегда постоянна, а кривизна проволоки може быть различной. Цель изобретения - повышение- качества сетки за счет устранения изгибов концов поперечной проволоки. Этд цель достигается тем, что узел натяжения проволоки снабжен направляющими, в ко торых установлены штоки с возможностью во вратно-поступательного перемещения, при этом одна, из направляющих расположена параллель но продольной оси мащины, а другая - под / углом к ней, каждая зажимная губка выполнена в виде взаимно-подпружиненных установленного на штоке Кронштейна и шарннрно связаьгной с ним планки с роликом на одном из концов, а сварочная головка оснащена упорами, воздействующими при ее перемещении на ролики зажимных rjr6oK. На фиг. 1 показана машина, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1; иа фиг. 3 разрез Б-Б на фиг 1. Машина содержит станину I; на которой смонтирован блок 2 сварки с нижними электродами 3, сварочная головка 4 расположена в направляющих 5 и содержит верхние электроды 6, электрододержатели 7, пружины 8 и 9, упоры 10. Механизм 11 подачи поперечной проволоки 12 включает в себя н подвижные фильеры 13, ограничители 14, закрепленные на валу 15. В промежутках между неподвижными фильерами 13 установлены диски 16 с пазами, смонтированные на валу 1.7. На станине 1 закреплены упоры 18. С двух .сторон от блока 2 сварки размещены подпружиненные зажимные губки, установленные на штоках 19 и 20, kpTOpbie смонтированы в направляющих 21 и 22, одна из которых расположена под углом f к продольной оси сетки. Штоки 19 и 20 связаны с кулачками 23 и 24. На штоках 19 и 20 закреплены рычаги 25 и 126 с роликами 27 и 28, которые расположеtoi в направляющих 29 и 30 причем рычаг 25 связан со станиной 1 пружиной 31. Штоки 19 и 20 установлены в направляющих 21 и 22 с возможностью возвратно-поступательного дви )жения, а также с , возможностью проворота вок руг своей продольной оси. Подпружиненные зажимные губки состоят из кронштейнов 32 и 33, закрепленных на urr ках 19 и 20, на кронштейнах шарнирно установлены планки 34 и 35, на одном конце которых посажены соответственно., ролики 36 и 37, а вторые концы выполнены заостренными и планки 34 и 35 поджимаются пружинами 38 и 39. Машина содержит также барабан 40 с упорами 41, которые расположень 1 между продольными проволоками 42 сетки 43, направляющий ролик 44 и направляющие 45. . Маигана работает. следующим образом. Поперечная проволока 12 подается в неподвижные фильеры 13 роликами (не показаны). Вал 15 поворачивается вместе с ограничителями 14 и диски 16 перемещают поперечную проволоку 12 в направлении блока 2 сварки. Поперечная проволока 12 ложится на упоры 1 Во время опускания сварочной головки 4 пружины 9 прижимают поперечную проволоку 12 к упорам 18. В это же время зажимные губки зажимают концы поперечной проволоки 12 и переносят ее в зону сварки под электроды 6. Сваротеая головка 4 в этот момент времени находится в верхнем положении. В процессе перемеще1шя поперечная проволока 12 натягивается на величину а за счет увеличения расстояния межДу зажимными губками , В исходном положении поперечная проволока 12 лежит на упорах 18 свободно, с .естественными, проволоки неровностями, а в зону сварки под электроды она поступает в }гатяиутом состоянш. ГЬловка 4 опускается, электроды 6 прижимают поперечную проволоку 12 с продольными проволоками 42 к нижним электродам 3, при этом пруж1гаы 8 сжимаются. Упоры 10, установленные на сварочной головке 4, нажимают на ролики 36 и 37, установленШ)Ге иа плшпсах 33 и 34, вследствие чего зажимньте губки отпускают концы поперечной проволоки. Если увеличение расстояния между зажимными губками (величина а) больше .естествен S 4 ных неровностей поперечной проволоки 12, то штоки 19 и 20, на которых смонтированы зажимные губки, .провернутся вокруг своей продольной оси, растягивая пружину 31. При этом ролик 27 отойдет от напрпт/ ттоцей 29. После разжима концов поперечной ..р волоки штоки 19 и 20 возвращаются в исходное положение и ролик 27 прижимается пружиной 31 к направляющей 29. Производится сварка поперечной проволоки 12 с продольными проволоками 42. В процессе сварки штоки 19 и 20 с зажимными губками возвращаются в исходное положение. Сварочная головка 4 перемещается в верхнее положение, при этом кулачки отходят от роликов 36 и 37, и зажимные губки с пружинами 38 и 39 зажимают концы следующей поперечной проволоки. В это же время барабан 40 с упорами 41 перемещают сетку 43 на шаг, равный величине ячейки сетки, которая огибает ролик 44 и далее перемещается по направляющим 45 механизмом натяжения сетки (не показан). Изобретение позволяет существенно повысить качество сетки за счет точной фиксации и сварки пoлq5eчнoй проволоки с продольными проволоками, что особенно важ}го при изготовлении мелкоячеистой Сетки. Формула изобретения Машина для контактной точечной сварки сеток, содержащая смонтированные на станине подвижную сварочную головку, механизм подачи поперечной проволоки, включающий узел натяжения проволоки перед сваркой, выполненный в виде приводных щтоков с зажимными губками, отлич.аюшаяся тем, что, с целью повышения качества сварной сетки за счет устранения изгибов концов поперечной проволоки, узел натяжения проволоки снабжен направляющими, в которых установлены штоки с возможностью возвратно-поступательного перемешения, при этом одна из направляющих расположена параллельно продольной оси машины, а другая - под углом к ней, каждая зажимная губка выполнена в виде взаимно подпружиненных установпедаого на штоке кронштейна и шарнйрно связанной с ним плаНки с роликом на одном из концов, а сварочная головка оснащена упорами, воздействующими при ее перемещв1ин на ролики зажимных губок. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N 193641, ,кл, В 23 К П/10, 1965.
ri
.f
1
