(5) УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ СВАРОЧНОГО ЭЛЕКТРОДА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для газоэлектрической вибродуговой сварки | 1982 |
|
SU1031676A1 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| Устройство для дуговой автоматическойСВАРКи C КОлЕбАНияМи элЕКТРОдА | 1979 |
|
SU846191A1 |
| Устройство для точечной дуговой сварки | 1985 |
|
SU1412898A1 |
| Устройство для сварки поворотных кольцевых стыков | 1981 |
|
SU994185A1 |
| Установка для сварки | 1981 |
|
SU1002122A1 |
| Устройство для сварки | 1985 |
|
SU1279782A1 |
| Устройство для сварки | 1979 |
|
SU852472A1 |
| Устройство для контактного возбуждения дуги | 1986 |
|
SU1324790A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1299750A1 |
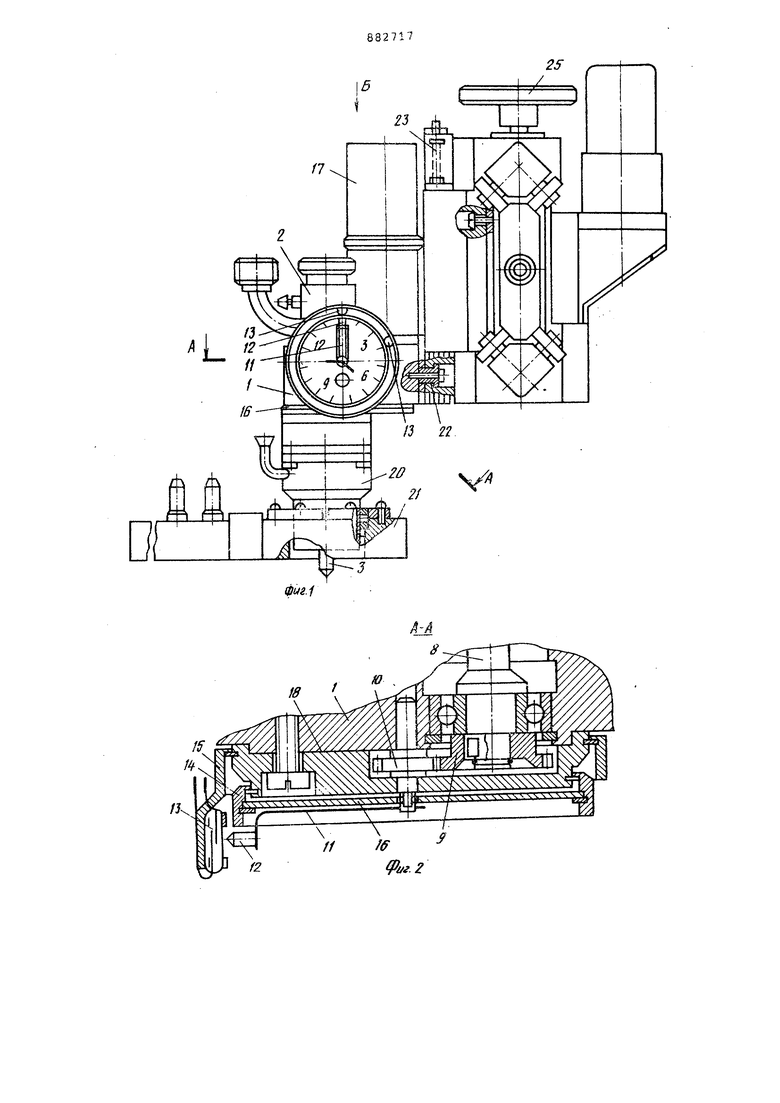
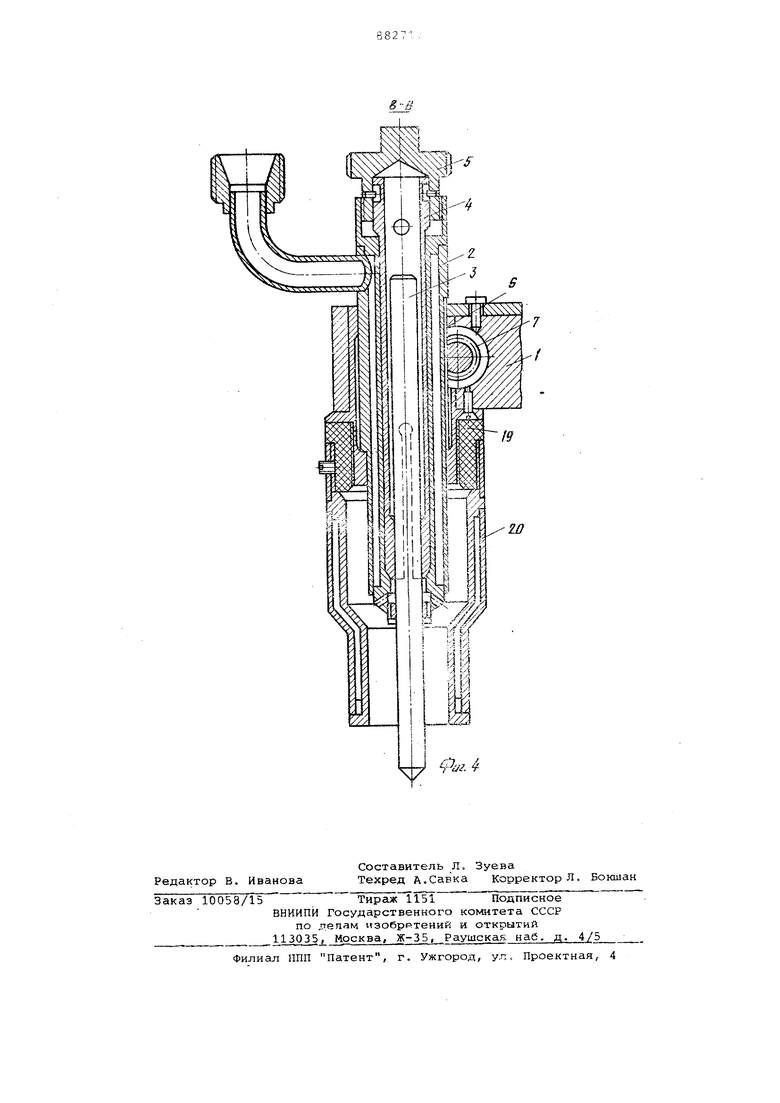
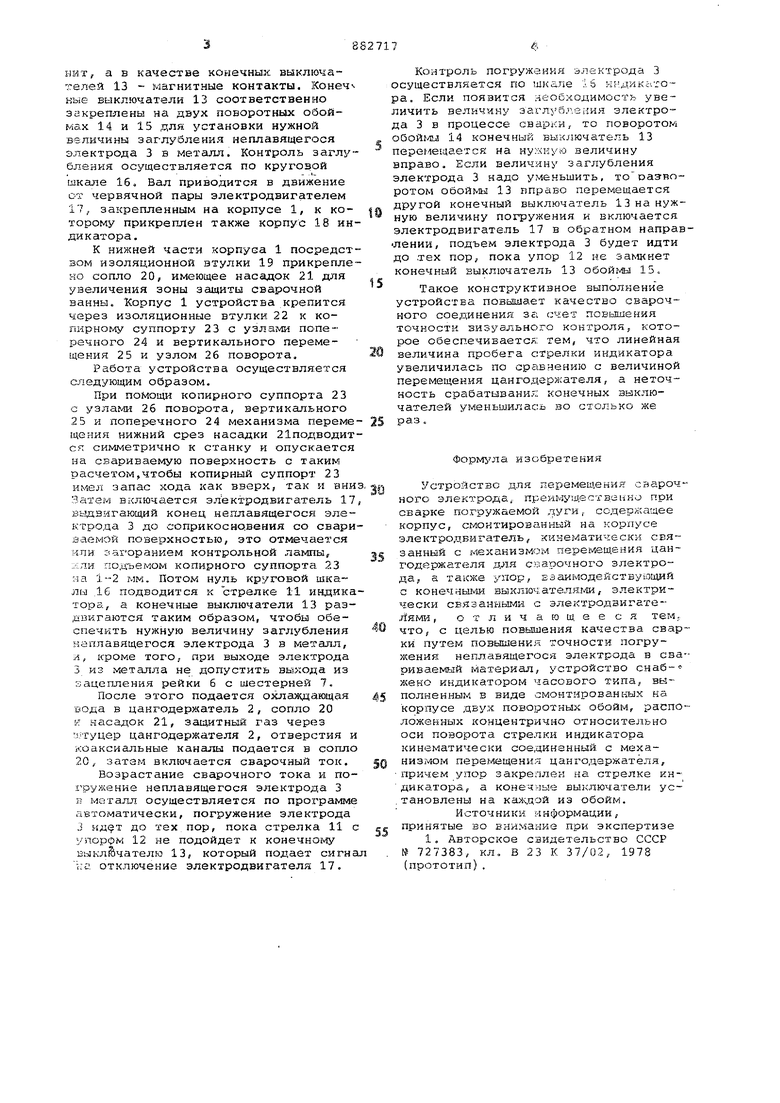
Изобретение относится к области сварки, конкретнее к устройствам для перемещения неплавящегося электрода при сварке погруженной дугой. Известно устройство для перемещения сварочного электрода, содержащее корпус, смонтированный на корпус электродвигатель, кинематически связанный с механизмом перемещения цанг держателя для сварочного электрода, а также упор, взаимодействующий с конечными выключателями, электрически связанными с электродвигателем tl И . Однако известное устройство не обе спечивает точного заглубления неплавлящегося электрода в металл из-за малой точности визуального контроля по контрольной линейке, что отрицательно влияет на качество сварки. Цель изобретения - устранение того недостатка. Поставленнс1Я цель достигается тем что устройство для перемещения сварочного электрода, преимущественно при сварке погруженной дугой, содер жащее корпус, смонтированный на кор пусе электродвигатель, кинематически связанный с механизмом перемете НИН цангодержателя для сварочного электрода, а также упор, взаимодействующий с конечными выключателями, электрически связанными с электрОДШГгателем снабжено индикатором часового типа, состоящим иэ смонтированных на корпусе двух поворотных обойм, расположенных концентрично относитено оси поворота стрелки индикатора, кинематически связанной с механизмом перемещения цангодержателя, причем на стрелке закреплен упор, а на каждой обойме установлен соответственно конечный выключатель. На фиг. 1 изображено устройство на фиг. 2 - сечение А-А на фиг. 1 на фиг. 3 - вид Б на фиг. 1 на фиг. 4 - сечение В-В на фиг. 3. Устройство состоит из корпуса 1, внутри которого расположен водоохлаждаекый цангодержатель 2 с не плав л я щимся вольфрамовым электродом 3, закрепленным в цанге 4 посредством гайки 5. На внешней стороне цангодержатёля выполнена рейка 6, сцепленная с шестерней 7. Вгш 8 шестерни 7 посредством шестерней 9 и 10 связан со стрелкой 11 индикатора. На стрелке 11 закреплен упор 12, взаимодействуюищй конечными выключателями13. В качестве упора 12 может быть магнит, а в качестве конечных выключателей 13 - магнитные контакты. Koнeч ные выключатели 13 соответственно закреплены на двух поворотных обоймах 14 и 15 для установки нужной величины заглубления неплавящегося электрода 3 в металл. Контроль заглубления осуществляется по круговой
шкале 16. Вал приводится в движение от червячной пары электродвигателем 17, закрепленным на корпусе 1, к которому прикреплен также корпус 18 индикатора.
К нижней части корпуса 1 посредством изоляционной втулки 19 прикреплено сопло 20, имеющее насадок 21 для увеличения зоны защиты сварочной ванны. ТСорпус 1 устройства крепится через изоляционные втулки 22 к копирному суппорту 23 с узлами поперечного 24 и вертикального перемещения 25 и узлом 26 поворота.
Работа устройства осуществляется следующим образом.
При помощи копирного суппорта 23 с узлами 26 поворота, вертикального 25 и поперечного 24 механизма перемещения нижний срез насадки 21подводится симметрично к станку и опускается на свариваемую поверхность с таким расчетом,чтобы копирный суппорт 23 имел запас хода как вверх, так и вни Затем включается электродвигатель 17 вьадвигающий конец неплавящегося электрода 3 до соприкосновения со свариваемой поверхностью, это отмечается или загоранием контрольной лампы, или по.цъемом копирного суппорта 23 на мм. Потом нуль круговой шкалы 16 подводится к стрелке 11 индикатора, а конечные выключатели 13 раздвигаются таким образом, чтобы обеспечить нужную величину заглубления неплавящегося электрода 3 в металл, и, кроме того, при выходе электрода 3 из металла не допустить выхода из зацепления рейки 6 с шестерней 7.
После этого подается охлс1ждающая вода в цангодержатель 2, сопло 20 и насадок 21, защитный газ через штуцер цангодержателя 2, отверстия и коаксиальные каналы подается в сопло 20, затем включается сварочный ток.
Возрастание сварочного тока и погружение неплавящегося электрода 3 в металл осуществляется по программе автоматически, погружение электрода 3 ид(т до тех пор, пока стрелка 11 с упором 12 не подойдет к конечному выключателю 13, который подает сигна на отключение электродвигателя 17.
Контроль погружения электрода 3 осуществляется по шкале 16 индикатора. Если появится необходимость увеличить величину заглубления электрода 3 в процессе сварки, то поворотом 14 конечный выключатель 13 перемещается на нужную величину вправо. Если величину заглубления электрода 3 надо уменьшить, тооаэворотом обоймы 13 вправо перемещается другой конечный выключатель 13 на нужную величину погружения и включается электродвигатель 17 в обратном напралении, подъем электрода 3 будет идти до тех пор, пока упор 12 не замкнет конечный выключатель 13 обоймы 15.
Такое конструктивное выполнение устройства повышает качество сварочного соединения за счет повышения точности визуального контроля, которое обеспечивается тем, что линейная величина пробега стрелки индикатора увеличилась по сравнению с величиной перемещения цангодержателя, а неточность срабатывания конечных выключателей уменьшилась во столько же раз.
Формула изобретения
Устройство для перемещения сварочного электрода, преимущественно при сварке погружаемой дуги, содержащее корпус, смонтированный на корпусе электродвигатель, кинематически связанный с механизмом перемещения цангодержателя для сварочного электрода, а также упор, взаимодействукяций с конечными выключателями, электрически связанными с электродвигатеЛями, отличающееся тем, что, с целью повьлшения качества сварки путем повышения точности погружения неплавящегося электрода в свариваемый материал, устройство снабжено индикатором часового типа, выполненным в виде смонтированных на корпусе двух поворотных обойм, расположенных концентрично относительно оси поворота стрелки индикатора кинематически соединенный с механизмом перемещения цангодержателя,
причем упор закреплен на стрелке индикатора, а конечные выключатели ус.тановлены на каждой из обойм.
Источники информации, принятые во внимание при экспертизе
18
fpai.Z
