2.Устройство по п. 1,.о т л ичающееся тем, что механизм расфиксации сборочной головки из положения бварки выполнен в виде установленного на основании подвижного в плоскости, перпендикулярной
к оси направляющих манипулятора кор-, пуса с фигурным выступом и наклонной планкой, смонтированных на манипуляторе роликов, установленных с возможностью взаимодействия с наклонной планкой, и подпружиненного толкателя с роликом, установленным с возможностью взаимодействия с фигурным выступом корпуса.
3.Устройство по п. 1, о т л и чающ-ееся тем, что механизм рас фиксации сборочной головки из положения сборки выполнен в виде установленных на основании подпружиненного толкателя и защелКи для упомянутого толкателя и смонтированных на манипуляторе упора для установки подпружиненного толкателя в исходное положение, упора для защелки и бойка, установленного с возможностью взаимодействия с подпружиненным толкателем,
. Устройство по п. 1, о т л и чающееся тем, что механизм перювода сборочной головки из одного фиксируемого положения в другое выполнен в виде копира, смонтированного на основании, и направляющего ролика, закрепленного на сборочной головке и установленного с возможностью взаимодействия с копиром.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационное устройство сАВТОМАТичЕСКОй СМЕНОй иНСТРуМЕНТА | 1978 |
|
SU831487A1 |
| Автомат для сборки пластинчатых магнитопроводов электрических машин | 1981 |
|
SU991553A1 |
| Устройство для групповой сборки и пайки монолитных керамических конденсаторов | 1988 |
|
SU1599912A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU921760A1 |
| Устройство для загрузки деталей типа тел вращения | 1981 |
|
SU984808A1 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
| Трубомонтажная машина для сооружения линии нефтепродуктопроводов | 2022 |
|
RU2791635C1 |
| Устройство для запрессовки деталей типа штифтов | 1985 |
|
SU1288013A1 |
| Полуавтомат для герметизации интегральных микросхем роликовой сваркой | 1987 |
|
SU1433702A1 |
| Устройство для укладки в тару стержнеобразных предметов | 1982 |
|
SU1076360A1 |

1. УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ, содержащее установленный в направляющих основания манипулятор с поворотной сборочной головкой, снабженной зажимными центрирующими элементами для изделия, фиксатор сборочной головки в положениях сборки и сварки и механизм перевода сборочной головки из одного фиксируемого положения в Другое, отличающееся тем, что, с целью повышения производительности путем автоматического возврата сборочной головки в исходное положение, обеспечения плавного и точного перевода сборочной головки из одного фиксируемого положения в другое, устройство снабжено механизмом расфиксации сборочной головки из положения сварки и механизмом расфиксации сборочной головки из положения сборки . (Л 00 о ел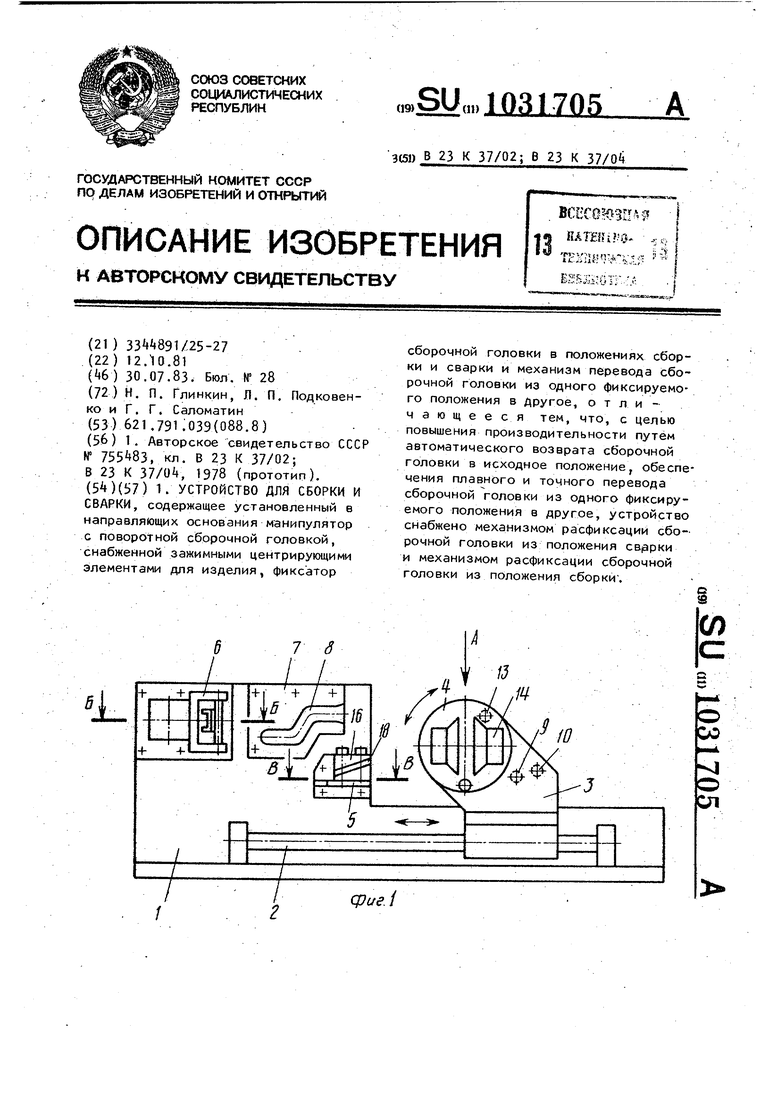
Изобретение относится к механизации и автоматизации сварочных работ и может быть использовано в машиностроении при высоких требованиях к плавности и точности перемещений изделий.
Известно устройство для сборки и сварки, содержащее установленный в направляющих основаниях манипулятор с поворотной сборочной головкой, снабженной зажимными центрирующими элементами для изделия, фиксатор сборочной головки в положениях сборки и сварки, механизм перевода сборочной головки из одного фиксируемого положения в другое f l Недостаток этого устройства - отсутствие приспособления для автоматического возврата сборочной головки в исходное положение, что снижа- ет производительность за счет потерь времени на вспомогательных oheрациях. Кроме того, устройство не поволяет осуществить плавный и точный перевод сборочной головки с изделием из одного фиксируемого положения в другое.
Цель изобретения - повышение производительности путем автоматического возврата сборочной головки в исходное положение, обеспечение
плавного и точного перевода сборочной головки из одного фиксируемого положения е другое.
Для достижения поставленной цели устройство для сборки и сварки, содержащее установленный в направляющих основания манипулятор с поворотной сборочной головкой, снабженной зажимными центрирующими элементами для изделия, фиксатор сборочной головки в положениях сборки и сварки, механизм перевода сборочной головки из одного х| иксируемого положения в другое, снабжено механизммом расфиксации сборочной головки из гюложения сварки и механизмом расфиксации сборочной головки из положения сборки.
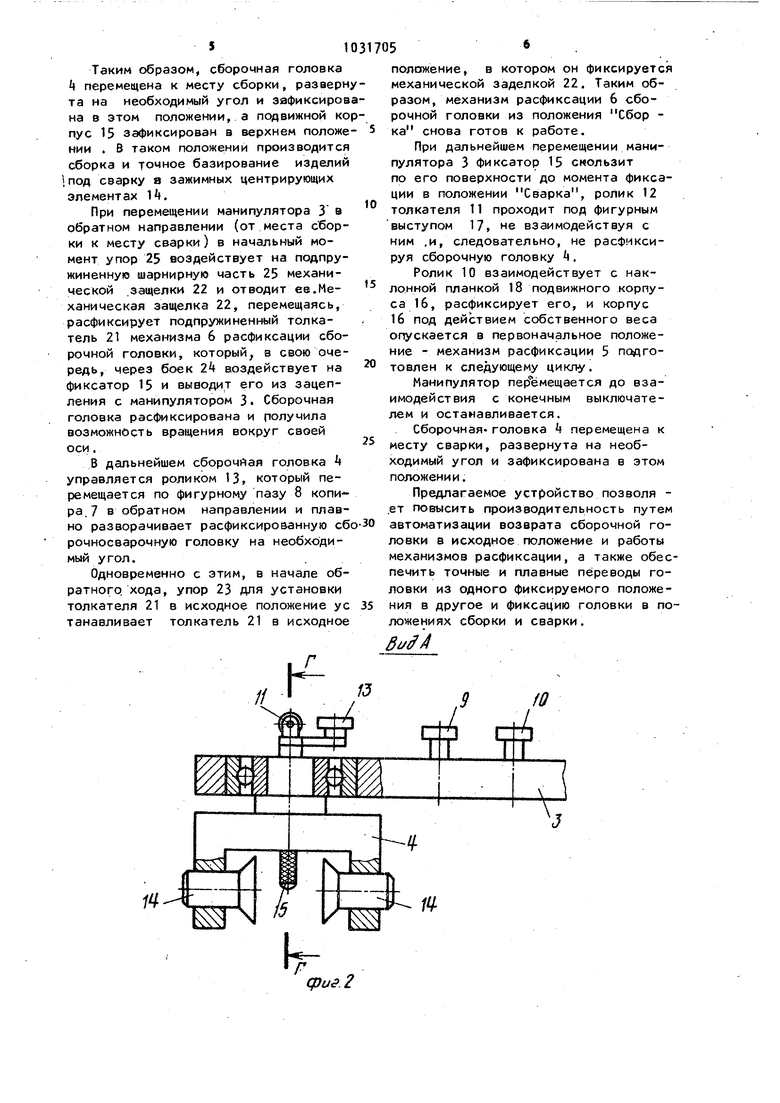
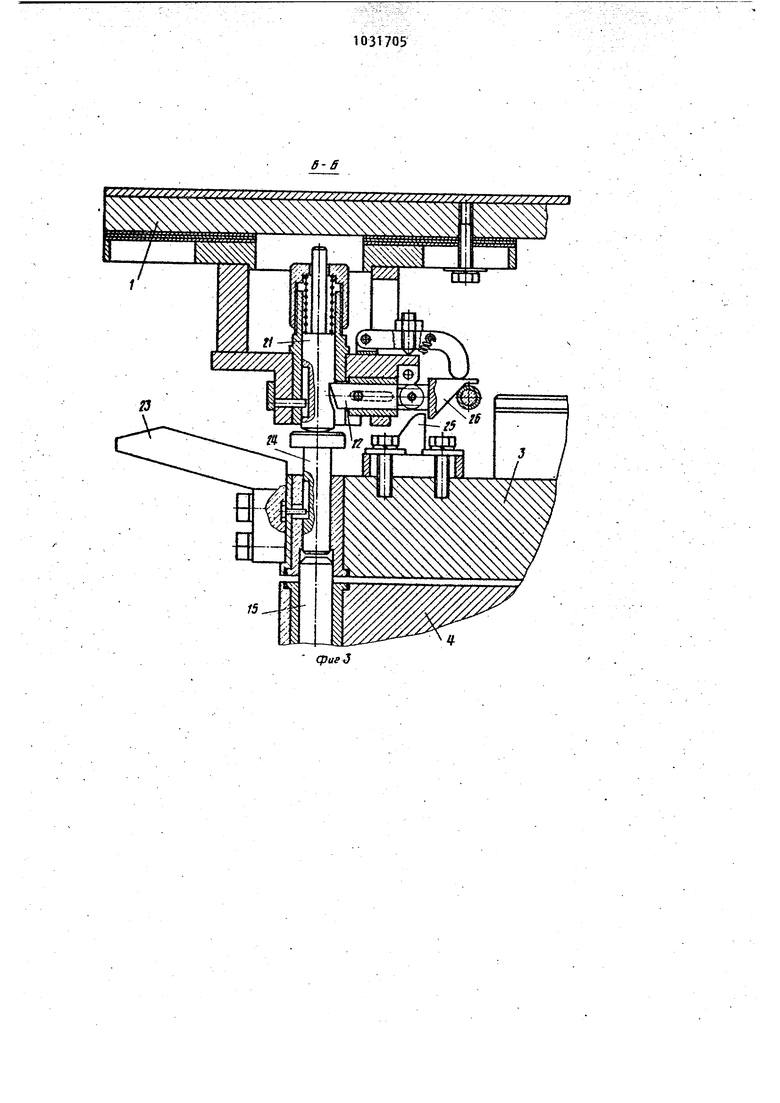
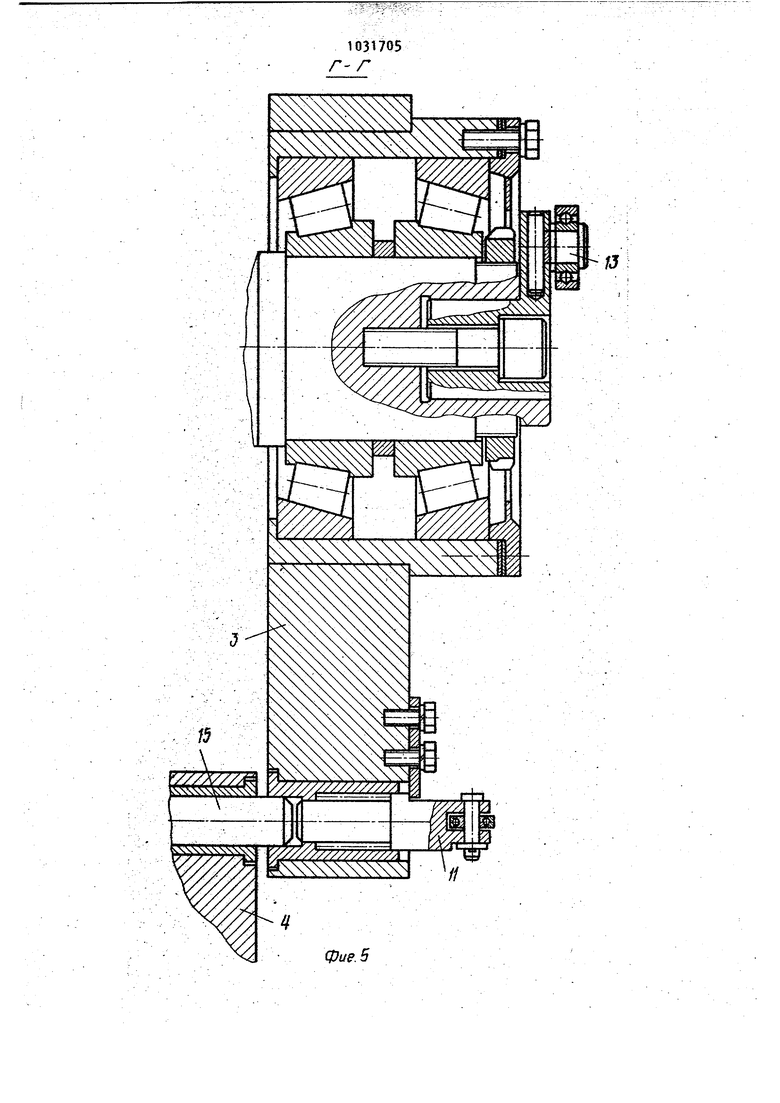
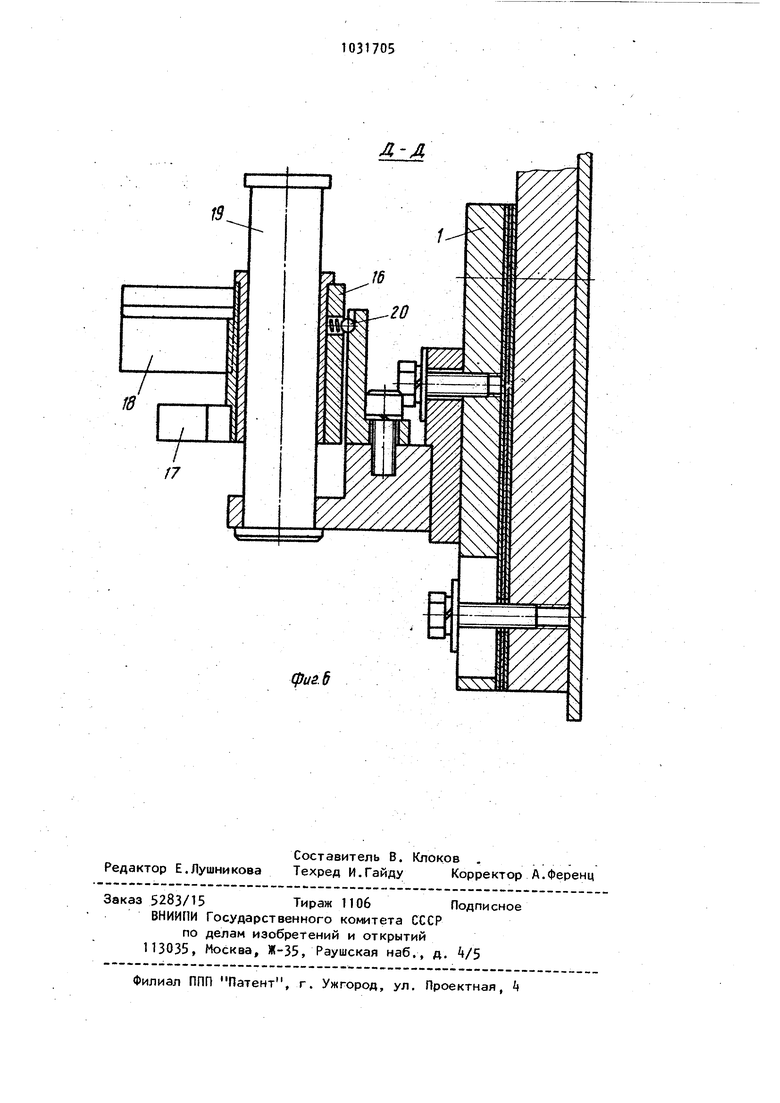
Механизм расфиксации сборочной головки из положения сварки выполнен в виде установленного на основании подвижного в плоскости, перпендикулярной оси направляющих основания фигурным выступом и наклонной планкой и смонтированных на манипуляторе роликов, установленных с возможностью взаимодействия с .наклонной планкой, и подпружиненного толкателя с роликом, установленным с возможностью взаимодействия с фигурным выступом корпуса. Механизм расфиксации сборочной го ловки из положения сборки выполнен в виде установленных на основании подпружиненного толкателя и защелки для Упомянутого толкателя и смонтиров.анных на манипуляторе упора для установки подпружиненного толкателя в ис -ходное положение, упора для защелки и бойка, установленного с возможностью взаимодействия с подпружиненным толкателем. Механизм перевода сборочной голов ки из одного фиксируемого положения в другое выполнен в виде копира, смонтированного на основании, и направляющего ролика, закрепленного на сборочной головке и установленного с возможностью взаимодействия с копиром. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид А на фиг. на фиг. 3 - сечение Б-Б на фиг.1; на фиг. - сечение В-В на фиг.1; на фиг. 5- сечение Г-Г на фиг.2; на фиг.6 -сечение Д-Д на фиг.А. Устройстве) для сборки под сварку содержит смонтированные на основании 1 направляющие 2, в которых установлен: манипулятор 3 с поворотной сборочной головкой t, механизм 5 расфиксации сборочной головки k из положения Сварка, механизм 6 расфиксаций сборочной головки 4 из поло жения Сборка, копир 7 с фигурным пазом 8. На манипуляторе 3 закреплены ролики 9 и to, подпружиненный относительно манипулятора 3 толкатель 1I с роликом 12 и направляющий ролик 13. Сборочная головка оснащена зажимными центрирующими элементами 1 i для изделия и подпружиненным относительно головки фиксатором 15 сборочной головки Л в положениях Сборка и Сварка. Механизм 5 расфиксации содержит подвижной корпус 16 с фигурным выетупой 1v7 и наклонной планкой 18, нап равляющие 19 для подвижного корпуса 16 и шариковый фиксатор 20 подвижного корпуса 16. Механизм 6 расфиксаци содержит подпружиненный относительно основания толкатель 21, механическую защелку 22 для толкателя, упор 23 дл установки подпружиненного толкателя 21 в исходное положение, боек 2А и упор 25 для подпружиненной относительно основания шарнирной части 26 механической защелки 22. Устройство работает следующим образом. При перемещении манинулятора 3 по направляющим 2 основания 1 от места сварки к месту сборки подпружиненный толкатель 11 своим роликом 12 взаимодействует с наклонным участком фигурного выступа 17 и начинает выводить фиксатор 15 из зацепления с манипулятором 3. Одновременно ролик 12 входит в фигурный паз 8 копира 7. При дальнейшем перемещении манипуятора 3 фиксатор 15 выходит из зацепления с манипулятором 3, что происходит при прохождении роликом 12 . конца наклонного участка фигурного выciyna 17. Происходит расфиксация сбо- рочной головки и она получает воз-. можность вращаться вокруг своей оси. В дальнейшем сборочно-сварочная головка Ц управляется роликом 13, который продолжает перемещаться по фигурному пазу И копира 7 и плавно разворачивает расфиксированную сборочную головку . на необходимый угол относительно манипулятора 3,при этом фиксатор 15 скользит по плоской поверхности манипулятора 3 до момента фиксации в положении сборки,а ролик 12 толкателя П перемет, щаётся по второму наклонному участку фигурного выступа 17, что обеспечивает плавность возврата толкателя 11 в исходное положение. После прохождения роликом 12 второго наклонного участка ролик 9, взаимодействуя с наклонной планкой 18, поднимает подвижной корпус 16 вместе с фигурным выступом 17 по направляющим 19 и в этом положении подвижной корпус 16 фиксируется шариковым фиксатором 20. Это необходимо для того, чтобы роЛик 12, имеющий прямолинейную траекторию движения при обратном перемещении манипулятора 3, не имел возможности взаимодействовать с фигурным выступом 17, что привело бы к расфиксации сборочной головки k. В конце перемещения манипулятора 3 от места сварки к месту сборки упор 25 отгибает подпружиненную шарнир ную часть 26 механической защелки 22, заскакивает за нее, и манипулятор 3 взаимодействует с конечным выключателем (условно не показан ), и останавливается . Таким образом, сборочная головка k перемещена к месту сборки, разверн та на необходимый угол и зафиксиров на в этом положении, а подвижной ко пус 15 зафиксирован в верхнем положе нии . В таком положении производится сборка и точное базирование изделий 1 под сварку 8 зажимных центрирующих элементах Т. При перемещении манипулятора 3 в обратном направлении (от места сборки к месту сварки) в начальный момент упор 25 воздействует на подпружиненную шарнирную часть 25 механической .защелки 22 и отводит ее.Механическая защелка 22, перемещаясь, расфиксирует подпружиненный толкатель 21 механизма 6 расфиксации сборочной головки, который, S свою очередь, через боек 24 воздействует на фиксатор 15 и выводит его из зацепления с манипулятором 3. Сборочная головка расфиксирована и получила возможность вращения вокруг своей оси. В дальнейшем сборочйая головка управляется роликом 13, который перемещается по фигурному пазу 8 копира. 7 в обратном направлении и плавно разворачивает расфиксированную сб рочносварочную головку на необходимый угол. Одновременно с этим, в начале обратного хода, упор 23 для установки толкателя 21 в исходное положение ус танавливает толкатель 21 в исходное положение, в котором он фиксируется механической заделкой 22, Таким образом, механизм расфиксации 6 сборочной головки из положения Сбор ка снова готов к работе. При дальнейшем перемещении манипулятора 3 фиксатор 15 скользит по его поверхности до момента фиксации в положении Сварка, ролик 12 толкателя 11 проходит под фигурным выступом 17, не взаимодействуя с ним .и, следовательно, не расфиксируя сборочную головку ц. Ролик 10 взаимодействует с наклонной планкой 18 подвижного корпуса 16, расфиксирует его, и корпус 16 под действием собственного веса опускается в первоначальное положение - механизм расфиксации 5 подготовлен к следующему циклу. Манипулятор перемещается до взаимодействия с конечным выключателем и останавливается. Сборочная- головка k перемещена к месту сварки, развернута на необходимый угол и зафиксирована в этом положении. Предлагаемое устройство позволя .ет повысить производительность путем автоматизации возврата сборочной головки в исходное положение и работы механизмов расфиксации, а также обеспечить точные и плавные переводы головки из одного фиксируемого положения в другое и фиксацию головки в положениях сборки и сварки. / фиг. б лл
