« / 4XbN4 NXVv vO C sVv NXV/C4V .«.l i ie8S ii eeS i iiS3 9S i ie9 Si99Q9«SSie9eee /yy pgiK a jWTOTOwu ШШШшшшш-., .УЧЧЧУЧ ) „ ZW./ /f Jf
Изобретение относится к машиностроению и может быть использовано ДЛЯ;изготовления самосмазывающихся подилипников скольжения.
Известен способ изготовления подишпников из полимеров путем лить под давлением l.
Однако подшипники, полученные даным способом, не имеют антифрикцион ного наполнения.
Наиболее близким к предлагаемому является способ изготовления подшипников скольжения из полимерного материала с самосмазываквдимся наполнителем путем формования с последующим отверждением в пресс-форме 2
известный способ осуществляют следующим образом. Наполнитель, вклчающий графит, фторопласт, масло, сушут, развешивают и смешивают его Составные части, затем Ьмешивают наполнитель со связующи|м - полимерным материалом и полученную гшастичную композицию формуют и отвёрждают в пресс-форме, .
Известный способ имеет следующие Недостатки: во-первых, невозможно. получить однородную смесь наполнителя и полимерного связующег9,а это значительно влияет на анти- ,, фрикционные свойства подшипника во-вторых, присутствие такого наполнителя как масло во всем объеме снижает прочность подшипника, так как оно является антиадгезион ным материалом, что ртрицательно влияет на сцепление частиц полимерного связующего с частицами .наполнителя.
Цель изобретения - повышение прочности и антифрикционных свойств подшипников.
Поставленная цель достигается тем, что согласно способу изготовления подшипников скольжения из по лимерного материала с самосмазывающимся наполнителем путем формования с последующим отверждением в пресс-форме, вначале осуществляют формование подилипника из полимерного материала, а затем в:неотвержденный рабочий слой подшипника через каналы пуансона пресс-формы впрыскивают самосмазыванадийся наполнитель под давлением, превышающим давление формования.
При этом получается более насыщенный самосмазывающим наполнителем рабочий слой подшипника, а отсутвтвие масла во всем объеме подшипника повышает его прочность.
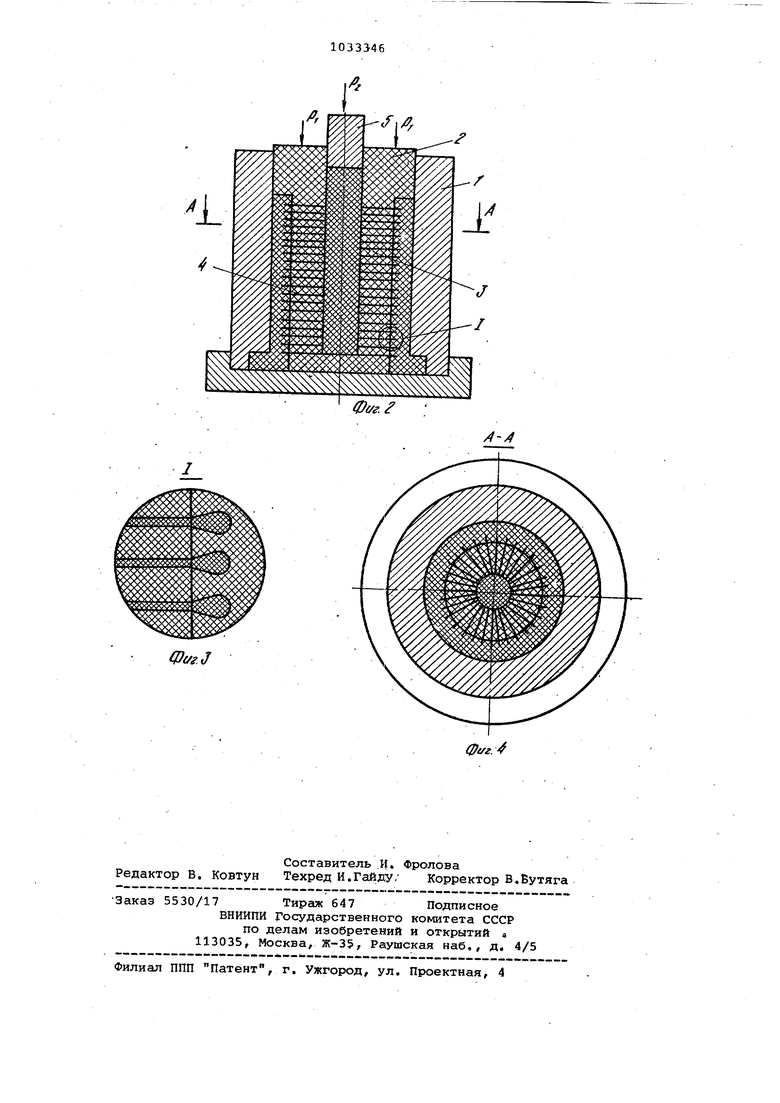
На фиг. 1 изображено устройство для реализации способа на плоской поверхности, на фиг. 2 - то же, для реализации способа на цилиндрической поверхности; на фиг.З узел Т на фиг. 2 ( вид получаемого кармана )j на фиг. 4 - разрез А-А на фиг. 2.
Устройство содержит пресс-форму 1, пуансон 2 с полостью 3, заполненной самосмазывающим наполнителем /(графит, фторопласт, масло) с выводными каналами 4 диаметром 0,11,0 мм, расположенными радиально в несколько поясов в шахматном поO рядке по площади пуансона 2. В полости 3 расположен плунжер 5. Пуансон 2 выполнен из антиадгезионного материала (фторопласта).
Пример конкретного выполнения
5-способа дается для оптимального варианта.
Способ изготовления подшипников осуществляют следующим образом,
В пресс-форму 1 помещают предваQ.рительно смешанную (10:1) с отвердителем эпоксидную смолу ЭД-20 в количестве, необходимом для изготовления одного подшипника (20-25 г). При помощи пуансона 2 формуют подтип
5 ник под давлением Рфор 0,85 МПа. Затем из.полости 3 плунжером 5 через каналы 4 в рабочий слой подшипника, когда он находится еще в неотвержденном состоянии, впрыскивают под давлением г МПа, превышающим давлением формования в 5-10 раз , самосмазывающййся пластичный наполнитель, состоящий из предварительно приготовленной смеси минерального масла (30%),
5 порошка графита (30%) и фторопласта (40%), Наполнитель, устремляясь под давлением по каналам 4 в пуансоне 2, внедряется в рабочий слойподшипника и образует карманы fno0 РыУ: в эпоксидной смоле, заполненные смесью масла, графита, фторопласта. Глубина внедрения и объем (V) кармана зависят от величины давления впрыскивания р
В данном примере впрыскивание осуществляют на глубину 2 мм. Обеспечивающую работу подшипника до аварийного износа. После отверждения эпоксидной смолы нагрузку формования снимают, разбирают пресс-форму и выпрессовывают: подшипник. Перед каждым последукядим формованием подшипника внутреннюю поверхность пресс-формы обрабатывают известным антиадгезионным со9тавом.
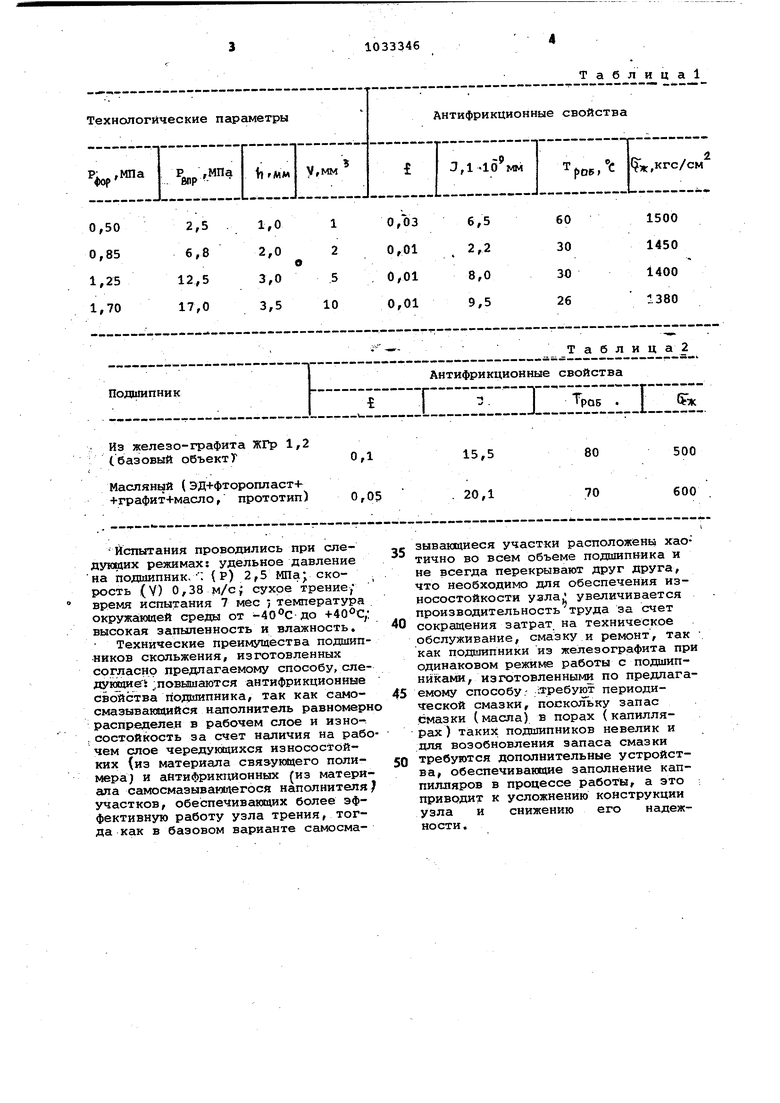
В табл. 1 даны примеры осуществления предлагаемого способа при различных давлениях формования и
0 впрыска наполнителя.
В Табл. 2 показаны антифрикционные свойства прототипа и базового объекта.
Технологические параметры
Таблица
Антифрикционные свойства
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 1998 |
|
RU2147699C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНТИФРИКЦИОННЫХ НАКЛАДОК | 1998 |
|
RU2135360C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ САМОСМАЗЫВАЮЩЕГОСЯ ПОДШИПНИКА | 2000 |
|
RU2178102C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2012 |
|
RU2492368C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2014 |
|
RU2554137C1 |
| САМОСМАЗЫВАЮЩИЙСЯ ПОДШИПНИК СКОЛЬЖЕНИЯ | 2001 |
|
RU2222721C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2010 |
|
RU2444653C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО САМОСМАЗЫВАЮЩЕГОСЯ МАТЕРИАЛА ДЛЯ УЗЛОВ ТРЕНИЯ (ВАРИАНТЫ) | 2019 |
|
RU2713446C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1998 |
|
RU2150386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОЛИСТОВОГО АНТИФРИКЦИОННОГО МАТЕРИАЛА | 2016 |
|
RU2650823C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШПНИКОВ СКОЛЬЖЕНИЯ из полимерного ма :. , I ..-. - ..-.-..л,.г--.--.,, териала с самосмазывающимся наполнителем путем формования с последующим отверждением в пресс-форме, отличаюшийся тем, ч.то, с целью повышения прочности и антифрикционных свойств подшипников, вначале осуществляют формование подшипника из полимерного материала, а затем в неотвержденный рабочий слой подшипника через каналы пуансона пресс-форма впрыскивают самосмазывающийся наполнитель под дав-г лением, превышающим давление формо- . вания. 
Подшипник
Из железо-графита ЖГр 1,2
Испытания проводились при еледуяжвих режимах: удельное давление
на подшипник. . ( Р) 2,5 МПа скорость (V) 0,38 м/с; сукре трение, время испытания 7 мес ; температура окружа:10«ей среды от -40°С до ,: высокая запыленность и влажность.
Технические преим5пдества подшипников скольжения, изготовленных согласно предлагаемому способу, следуюсциеЬ повышаются антифрикционные свойства подшипника, так как самосмазывакяадйся наполнитель равномерно распределен в рабочем слое и изно.состойкость за счет наличия на рабочем слое чередующихся износостойких (из материала связующего полимера) и антифрикционных (из материала самосмазываувдегося наполнителя участков, обеспечивающих более эффективную работу узла трения, тогда как в базовом варианте самосмаТаблиц а2
Антифрикционные свойства
Г
J ТрОБ . 5ж
зывающиеся участки расположены хао5тично во всем объеме подшипника м не всегда перекрывают друг друга, что необходимо для обеспечения износостойкости узла; увеличивается производительность труда за счет
0 сокращения затрат на техническое обслуживание, смазку и ремонт, так как подшипники из желеэографита при одинаковом режиме работы с подшипниками, изготовленными по предлага5емому способу- лтребуют периодической смазки, поскольку запас смазки (масла) в порах (капиллярах ) таких подшипников невелик и для возобновления запаса смазки требуются дополнительные устройст0ва, обеспечивающие заполнение каппилляров в процессе работы, а это ; приводит к усложнению конструкции узла и снижению его надежности .
fPw.J
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Воронков В.Д | |||
| Подшипники сухого трения | |||
| Л., Машиностроение, 1979, с | |||
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
