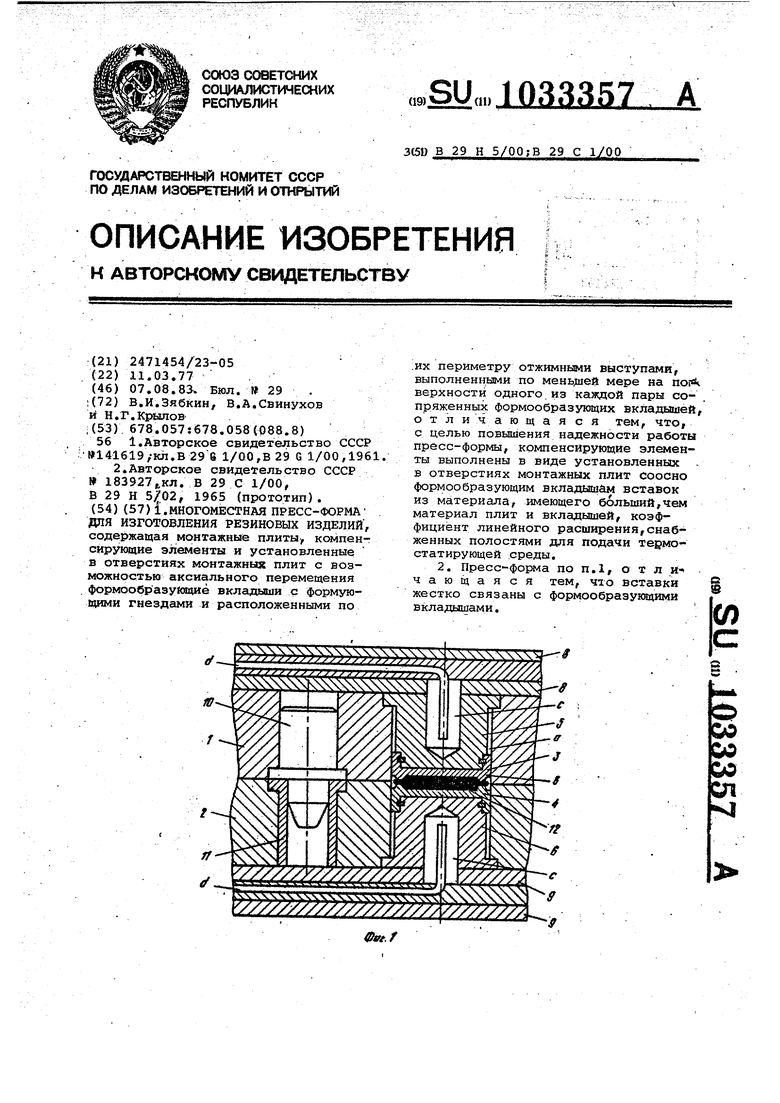
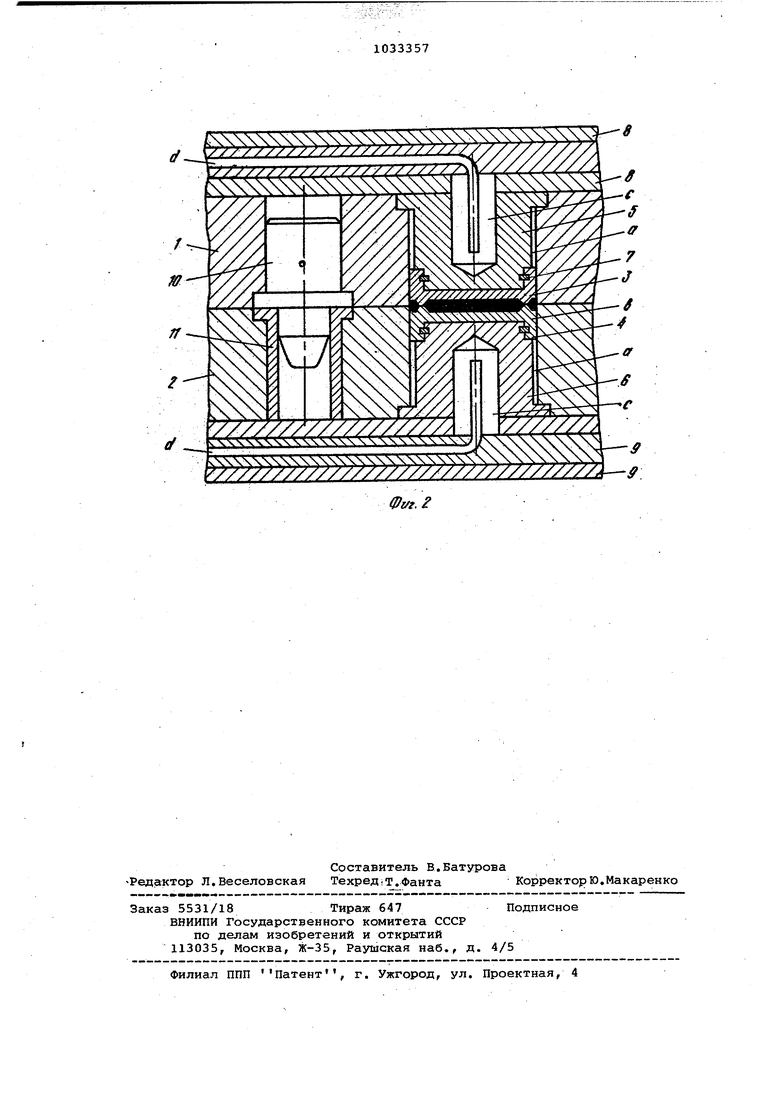
Изобретение относится к области изготовления резиновых технических изделий и предназначено для безоблойного формования резиновых издели Известяа многоместная пресс-форма для изготовления резиновых издеЛИЙ, содержащая монтажные плиты и установленные в них формообразующие вкладыши с формующими гнездами 13«В известной пресс-форме отсутствует компенсация погрешностей изготовления рабочих частей по высот Наиболее близка к предложенной многоместная пресс-форма/ содержащая монтажные плиты, компенсирующие элементы и установленные в отверстиях монтажных плит с возможностью аксиального перемещения формообразующие вкладыщи с формую 21ими гнездами и расположенными по и периметру отжимными выступами, выполненными по меньшей мере иа повер ности одного из каждой пары сопряженных формообразующих вкладышейС2J В известной пресс-форме компенси рующие элементы выполнены в виде. тарельчатых пружин расположенных между формообразующими вкладышами и нажимной плитой. Недостатком известной пресс-формй является ненадежность работы ее, обусловленная тем, что тарельчатые пружины в процессе эксплуатации при температуре вулканизации (ISOZOO С) получают остаточную деформацию, вследствие чего не происходит полной компенсации погрешностей изготовления и бозоблойного формования изделий. Целью изобретения является повышение надежности работы пресс-формы Поставленная цель достигается тем, что в многоместной пресс-форме содержащей монтажные плиты, кс лпенс рующие элементы и установленные в отверстиях монтажных плит с возможностью аксиального перемещения формообразующие вкладыши с формующ1 ми гнездами и расположенными по их периметру отжимными выступами, выполненными по меньшей мере на поверхности одного из каждой пары сопряже ных формообразующих вкладышей, комп сирующие элементы выполнены в виде. установленных в отверстиях монтажны плит соосно формообразующим вкладышам вставок из; материала, имеющего больший, чем материал плит и вклады шей, коэффициент линейного раонирения, снабженных полостями для подачи термостатирующей среды, Вставки жестко связаны с формооб разующими вкладышами. На фиг, 1 изображена описываемая .пресс-форма в положений перёй смыкани формообразую1цих вкладышей на фиг,2 то жеуВ момент формования изделия. Многоместная пресс-форма для изготовления резиновых изделий содержит монтажные плиты 1 и 2 и установленные в отверстиях ts монтажных плит с возможностью аксиального перемещения формообразующие вкладьшди 3 и 4 с формующими гнездами. По меньшей мере на одном из каждой пары сопряженных формообразующих вкладышей 3 и 4 по периметру формующих гнезд выполнены отжимные выступы Ъ. Для устранения влияния неточности изготовления плит и вкладышей на безоблойное изготовление изделий в пресс-форме имеются компенсирующие элементы, выполненные в виде вставок 5 и 6, установленных в отверстиях монтажных плит 1 и 2 соосно формооб разующим элементам 3 и 4, Вставки 5 и 6 выполнены из материала, имеющего больший, чем материал плит 1 и 2 и вкладышей 3 и 4, коэффициент линейного расширения (например, плиты и вкладыши выполнены из .стали, а вставки - из алюминия). Вставки 5 и б жестко связаны с формообразующими вкладышами посредством пружинч ных колец 7 и имеют полости С для подачи термостатирующей среды по каналам нажимных плит 8 и 9. Монтажные плиты 1 и 2 центрируются с помощью колонок 10 и втулок 11. Пресс-форма работает следующим образом. В формующие гнезда закладываются заготовки резиновой смеси 12, пресс4юрма закрывается и подается на вулканизацию в пресс, усилием которого она смыкается. Одновременно происходит нагрев пресс-формы, при этом вследствие различных коэффициентов линейного расширения материалов плит 1 и 2, вкладышей 3 и 4 и вставок 5 и б последние удлиняются больше, чем остальные детали пресс-формы и перемещают вкладыши 3 и 4 навет речу друг.другу до полного смыкания выступов Ъ , Происходит безоблойное формование изделий а излишки резиновой смеси вытесняются из формующих гнезд. На выступахЪсоздаются контактные напряжения, зависящие от материала и длины вставок и температурного режима формования. После окончания процесса вулканизации пресс-форма выдвигается из пресса, раскрывается, из нее удаляются готовые изделия и облой,затем закладываются новые заготовки,прес.с-форма закрывается и далее Цикл повторяется, В процессе перезарядки, когдТаг пресс-форма находится вне пресса, производится термостатирование вставок 5 и б подачей эмульсии или воздуха в полости с через каналы d-. Предложенная пресс-форма надежна в работе и обеспечивает безоблойное формование изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления резиновых изделий | 1983 |
|
SU1147581A1 |
| Пресс-форма для изготовления резиновых изделий | 1979 |
|
SU870176A1 |
| Пресс-форма для изготовления резинотехнических изделий | 1989 |
|
SU1685726A1 |
| Многоместная пресс-форма для изготовления резинотехнических изделий | 1985 |
|
SU1326430A2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1991 |
|
RU2029679C1 |
| Способ изготовления многогнездных пресс-форм для резиновых изделий | 1984 |
|
SU1260232A1 |
| Многоместная трехплитная пресс-форма для изготовления кольцевых резиновых изделий | 1986 |
|
SU1369904A1 |
| ПРЕСС-ФОРМА ДЛЯ БЕЗОБЛОЙНОГО ФОРМОВАНИЯ | 2014 |
|
RU2602145C9 |
| Многоместная пресс-форма для изготовления кольцевых резиновых изделий | 1987 |
|
SU1435458A1 |
| Устройство для литьевого прессования резиновых изделий | 1983 |
|
SU1077814A2 |
1.МНОГОМЕСТНАЯ ПРЕСС-ФОРМА ДОЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ содержащая монтажные плиты, сирукицие элементы и установленные в отверстиях монтажных плит с возможностью аксиального перемещения формообразукяцие вкладыши с формующими гнездами и расположенными по их периметру отжимными выступами, выполненньми по меньдпей мере на поЛ верхностй одного.из каждой пары со- . пряженных формообразующих вкладышей, отличающая ся тем, что, с целью повышения надежности работы пресс-формы, компенсирующие элементы выполнены в виде установленных в отверстиях монтажных плит Соосно формообразующим вкладышам вставок из материала, имеющего больший,чем материал плит и вкладышей, коэффициент линейного расширения,снабженных полостями для подачи те мостатирующей среды. 2. Пресс-форма по п. 1, о I л и чающаяся тем, что вставки жестко связаны с формообразующими вкладышами.