1
(21)4744089/05 (22) 28.09.89 (46)23.10.91. Бюл. №39
(71)Саранский завод Резинотехника и Мордовский государственный университет им. Н.П.Огарева
(72)И.М.Калер, В.Н.Водяков. И.И.Меркулов и Ю.В.Казанков
(53) 678.057,726:678.063 (088.8) (56) Авторское свидетельство СССР М 194296, кл. В 29 С 35/02, 1965.
Селедков Ю.Г., Иванов A.M. Конструкция пресс-формы для получения резиновых деталей, не требующих дополнительной обработки. - Производство шин, резинотехнических и асбестотехнических изделий. М.1 ВЦНИИТЭнефтехим. 1978, N; 3, с 10. (54) ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ (57) Изобретение относится к производству резонотехнических изделий и предназначено для их беэоблойного формования. Цель изобретения - повышение долговечности пресс-формы. Для этого угол а скоса отжимных кромок от плоскости разъема выполнен равным 25-31°. При таком угле скоса экви- валентные напряжения на острие кромок имеют минимальное значение. 2 ил.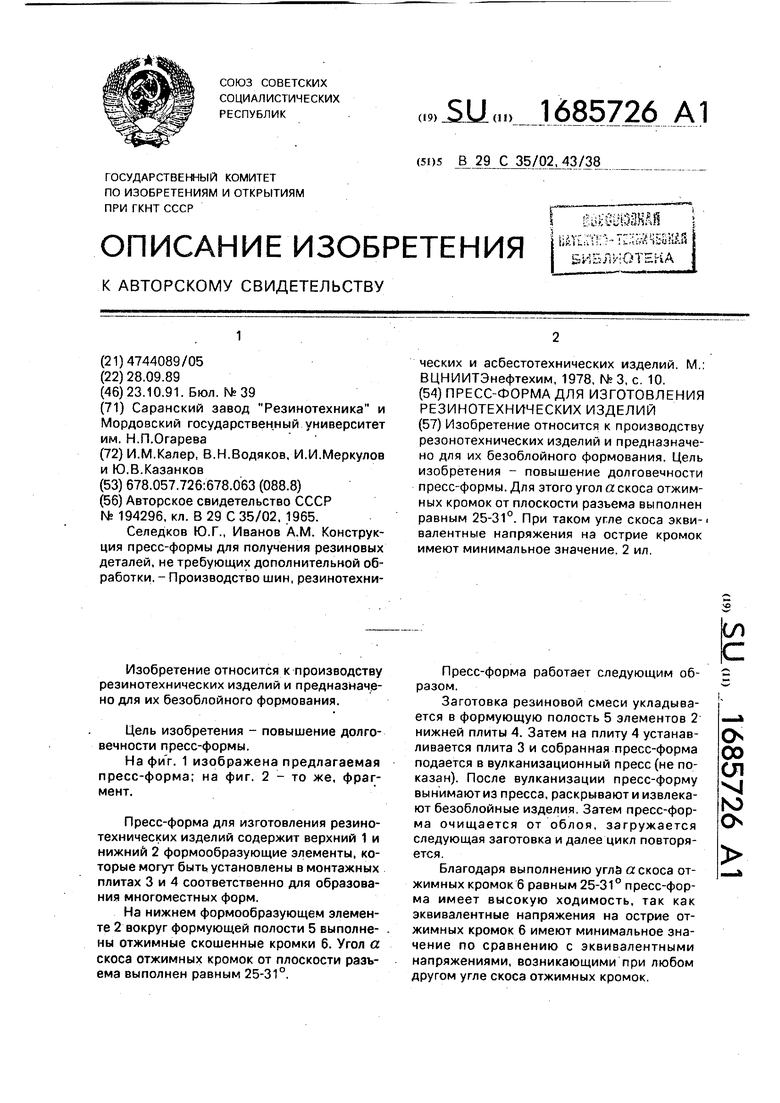
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоместная пресс-форма для изготовления резинотехнических изделий | 1985 |
|
SU1326430A2 |
| Многоместная пресс-форма для изготовления кольцевых резиновых изделий | 1987 |
|
SU1435458A1 |
| Пресс-форма для безоблойного изготовления полимерных изделий | 1985 |
|
SU1348191A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ МЕЛЮЩИХ ШАРОВ И ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ СТАЛЬНЫХ МЕЛЮЩИХ ШАРОВ | 2011 |
|
RU2465978C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1990 |
|
RU2031789C1 |
| Многоместная пресс-форма для изготовления резиновых изделий | 1977 |
|
SU1033357A1 |
| Пресс-форма для изготовленияиздЕлий из РЕзиНы | 1979 |
|
SU816773A1 |
| Пресс-форма для изготовления резиновых изделий | 1979 |
|
SU870176A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ ПОКОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 2003 |
|
RU2248856C1 |
| Устройство для изготовления кольцевых резинотехнических изделий | 1983 |
|
SU1118540A1 |
Изобретение относится к производству резинотехнических изделий и предназначено для их безоблойного формования.
Цель изобретения - повышение долговечности пресс-формы.
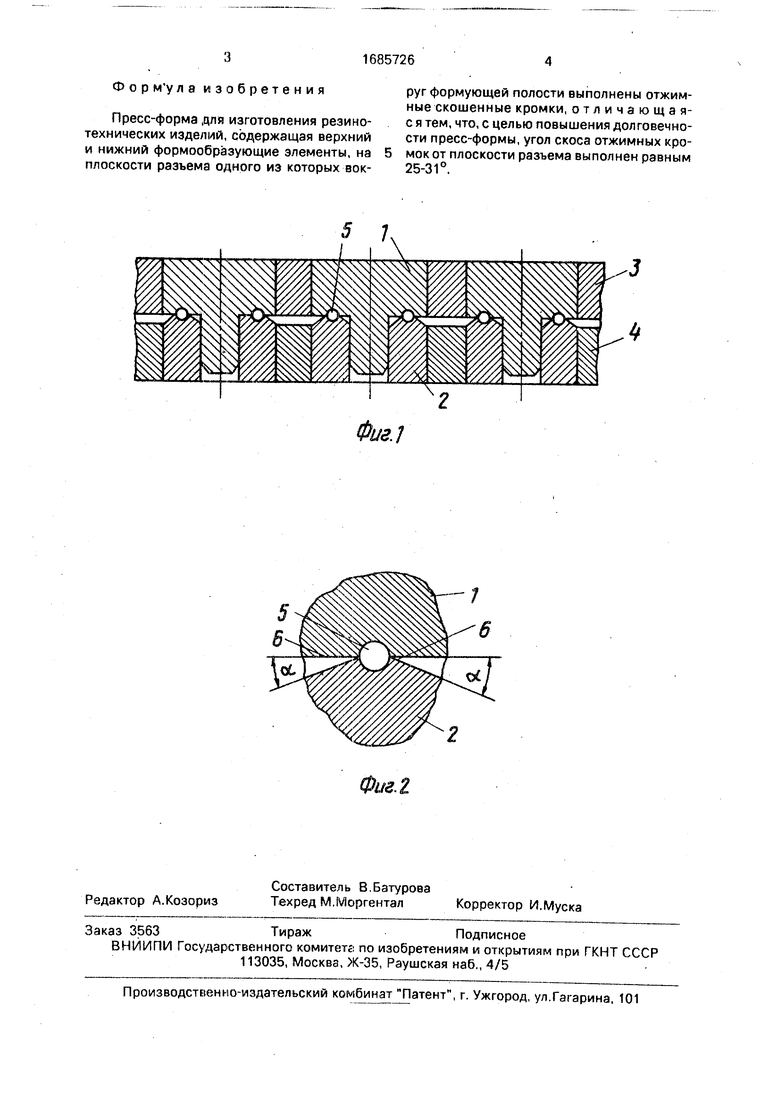
На фиг. 1 изображена предлагаемая пресс-форма; на фиг. 2 - то же, фрагмент.
Пресс-форма для изготовления резинотехнических изделий содержит верхний 1 и нижний 2 формообразующие элементы, которые могут быть установлены в монтажных плитах 3 и 4 соответственно для образования многоместных форм.
На нижнем формообразующем элементе 2 вокруг формующей полости 5 выполнены отжимные скошенные кромки 6. Угол а скоса отжимных кромок от плоскости разъема выполнен равным 25-31°.
Пресс-форма работает следующим образом.
Заготовка резиновой смеси укладывается в формующую полость 5 элементов 2 нижней плиты 4. Затем на плиту 4 устанавливается плита 3 и собранная пресс-форма подается в вулканизационный пресс (не показан). После вулканизации пресс-форму вынимают из пресса, раскрывают и извлекают безоблойные изделия. Затем пресс-форма очищается от облоя, загружается следующая заготовка и далее цикл повторяется.
Благодаря выполнению угла «скоса отжимных кромок 6 равным 25-31° пресс-форма имеет высокую ходимость, так как эквивалентные напряжения на острие отжимных кромок 6 имеют минимальное значение по сравнению с эквивалентными напряжениями, возникающими при любом другом угле скоса отжимных кромок.
ON 00 СП 1
Ю 10
Фор м у ла изобретения
Пресс-форма для изготовления резинотехнических изделий, содержащая верхний
и нижний формообразующие элементы, на 5 мок от плоскости разъема выполнен равным плоскости разъема одного из которых вок- 25-31°.
5 1
руг формующей полости выполнены отжимные скошенные кромки, отличающая- с я тем, что, с целью повышения долговечности пресс-формы, угол скоса отжимных кроФиг Л
1
