О2 4
00
Изобретение относится к обработке металлов давлением, а именно к устройствам для ротационного выдавливания оболочек, имеющих форму тел вращения.
Известно устройство ротационного выдавливания тонкостенных цилиндров, содержащее корпус с размещенным в нем входным и выходным опорными конусами, взаимодействующими с давильными элементами, механизм ручной настройки, выполненный в виде микрометрической гайки, связанный с одним из опорныхконусов, и механизм регулирования взаимного осевого положения опорных конусов, выполненный в виде зубчатого колеса, связанногой с рейкой в виде плунжера, расположенного в цилиндре 1.
Недостатком этого устройства является невозможность изготовления профильных деталей со ступенчато изменяющейся толщиной стенки из-за трудностей задания движения давильных элементов под углом коси оправки при помощи цилиндров двойного действия из-за инерционности среды (например, жидкости или сжатого воздуха), передающей давление на порщни указанныхцилиндров.
Цель изобретения - расщирение технологических возможностей устройства путем изготовления профильных деталей с переменной толщиной стенки.
Поставленная цель достигается тем, что устройство для ротационного выдавливания, содержащее корпус с размещенными в нем входным и выходным опорными конусами, давильные элементы, контактирующие с опорными конусами, и механизм регулирования взаимного осевого положения опорных конусов, выполненный в виде зубчатого колеса с приводом, снабжено втулкой с торцовыми кулачками, установленной в корпусе с возможностью осевого перемещения и взаимодействия с выходным опорным конусом, а также жестко связанным с зубчатым колесом опорным кольцом с роликами, контактирующи.ми с кулачками втулки.
С целью повыщения точности обработки устройство снабжено системой управления механизмом регулирования взаимного осевого положения опорных конусов, выполненной в виде копира, задающего форму получаемого изделия, и датчиков положения выходного опорного конуса и копира, связанных через усилитель мощности с приводом зубчатого колеса.
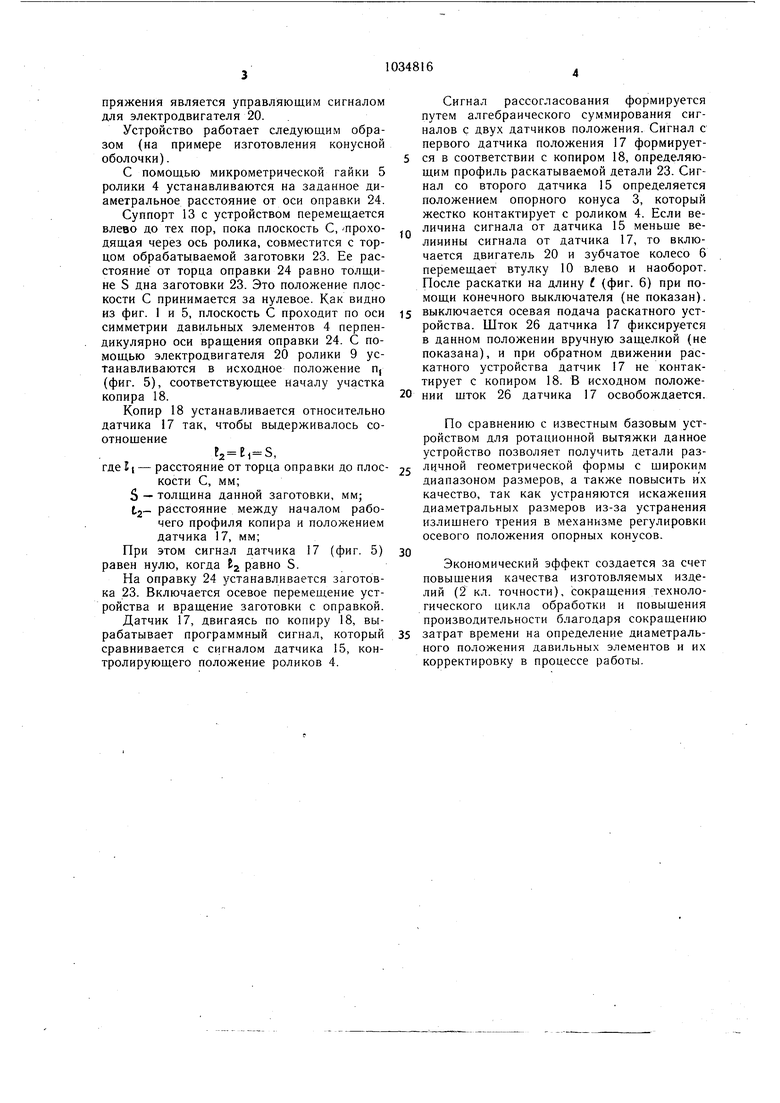
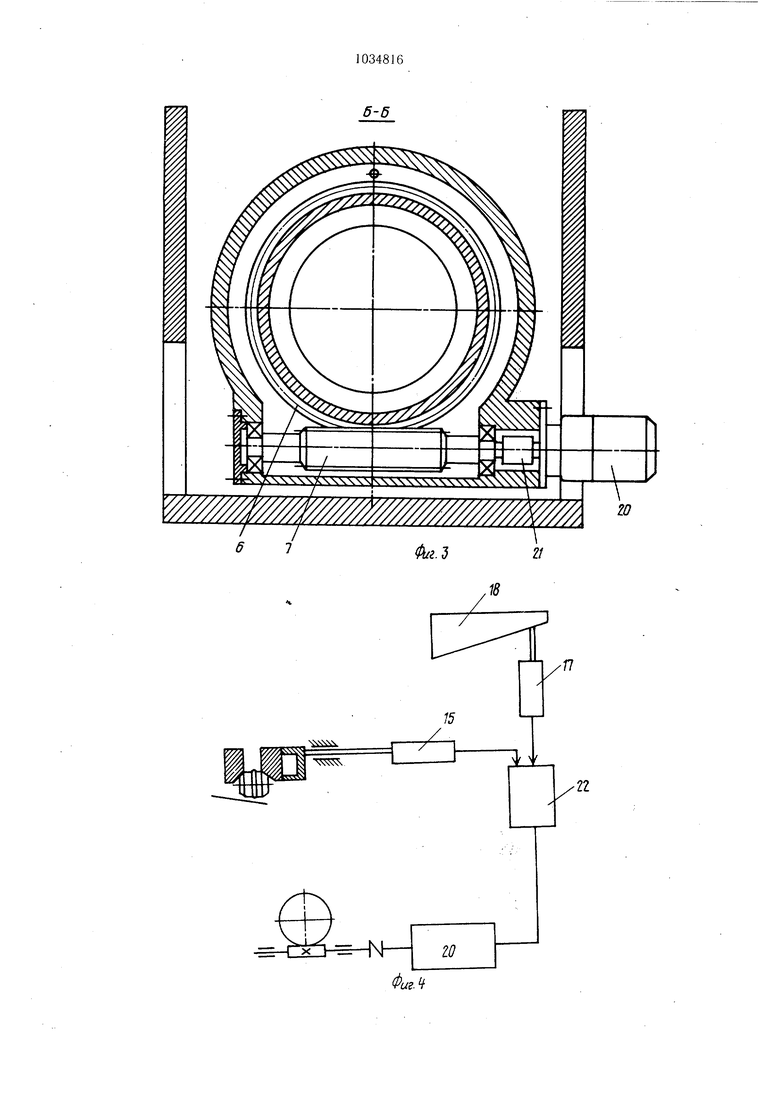
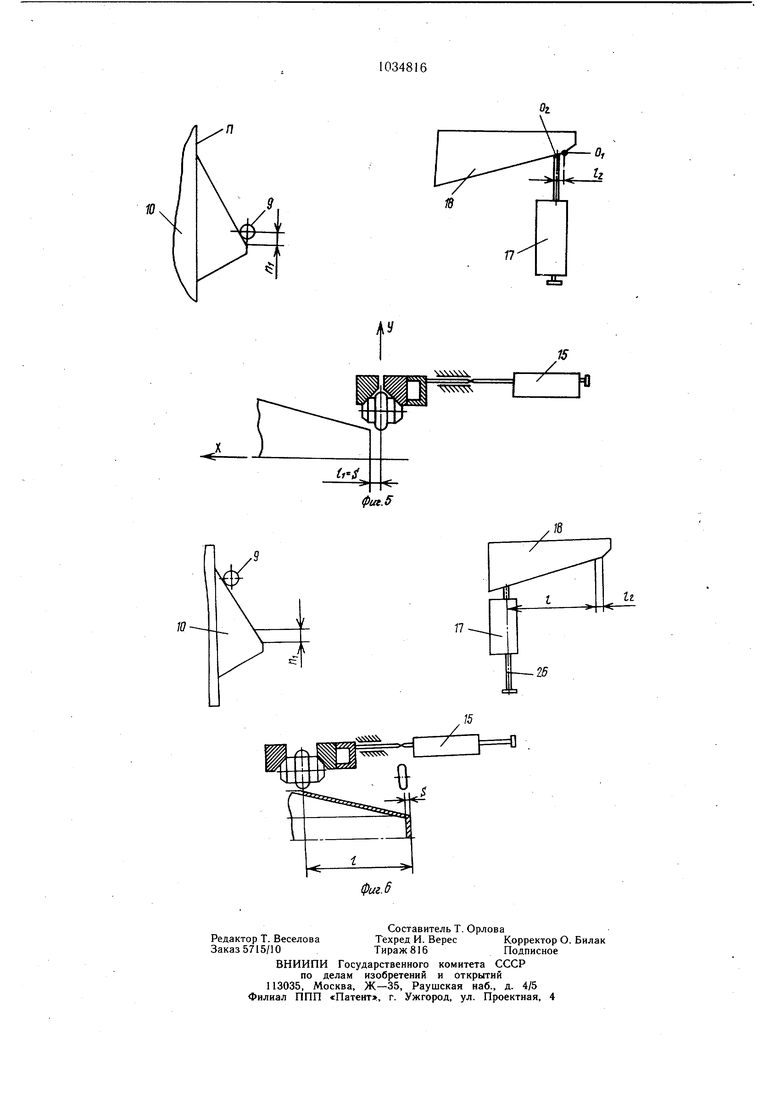
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - структурная схема системы управления; на фиг. 5 - принципиальная схема настройки устройства на заданный размер и расположение датчиков и роликов в начале (тки; на фиг. 6 - принципиилькая , -,...1; расположения датчиков и роликов ;: обработки.
Устройство для ротационного выдавливания состоит из корпуса 1, выполненного в виде втулки, входного 2 и выходного 3 опорных конусов, давильных элементов (роликов) 4 и микрометрической гайки 5. Внутри корпуса размещена червячная пара с зубчатым колесом 6 и червяком 7. На зубчатом колесе 6 закреплено опорное кольцо 8 с проущинами, в которых размещены ро-,
лики 9, контактирующие с наклонной поверхностью втулки 10 с торцовыми кулачками 11, ролики 9 перемещают опорный конус 3 вправо или влево в осевом направлении. Для предотвращения проворота втулка 10 с кулачками зафиксирована в корпусе, например, щпонкой.
Корпус закреплен на стойке 12, которая жестко установлена -на суппорте 13 станка 14. С правой стороны на верхней части корпуса 1 размещен датчик 15 положения роликов 4. Датчик 15 через щток 16, втулку 10 с кулачками, опорный корпус 3 принимает сигнал положения роликов 4 относительно оси Y (фиг. 5) С правой стороны на задней части корпуса 1 размещен датчик 17 положения копира 18, задающего форму изделия, который закреплен посредством кронщтейна 19 к станине станка 14.
Датчик 17 принимает сигнал положения копира 18 относительно подвижного корпуса по оси X (фиг. 5). В качестве исполнительного механизма для вращения зубчатого колеса установлен двигатель 20 со встроенным редуктором, который через муфту 21 соединен с червяком 7. Управление электродвигателем осуществляется с помощью усилителя мощности 22, например, типа ЭТ ШР-02 (фиг. 4). Заготовка 23 устанавливается на оправку 24 и фиксируется на ней прижимом 25. Для взаимодействия с копиром 18 датчик 17 имеет шток 26.
Ролики 4 для предотвращения от выпадания из устройства снабжены осями 27 и помещены в сепараторе 28. Контактирование роликов 4 с опорными конусами 2 и 3 осуществляется по рабочим дорожкам 29, выполненным под углом на опорных конусах 2 и 3.
Особенностью конструкции корпуса 1
5 является наличие осевого паза 30 на его внутренней поверхности, расположенного параллельно оси и служащего для размещения в нем шпонки. Суппорт вместе с датчиком 17 перемещается относительно неподвижного копира 18. Сигнал с датчик-а
0 17 представляет собой электрический сигнал (напряжение пропорционально величине перемещения датчика). Все это справедливо и для датчика 15. Выработка сигнала рассогласования производится путем сложения напряжений с датчиков 15 и 17. Напряжение, пропорциональное алгебраической сумме сигналов с датчиков 15 и 17, поступает на вход усилителя .мощности 22. Сигнал усилителя мощности 22 в виде напряжения является управляющим сигналом для электродвигателя 20.
Устройство работает следующим образом (на примере изготовления конусной оболочки).
С помощью микрометрической гайки 5 ролики 4 устанавливаются на заданное диаметральное расстояние от оси оправки 24.
Суппорт 13 с устройством перемещается влево до тех пор, пока плоскость С, проходящая через ось ролика, совместится с торцом обрабатываемой заготовки 23. Ее расстояние от торца оправки 24 равно толщине S дна заготовки 23. Это положение плоскости С принимается за нулевое. Как видно из фиг. 1 и 5, плоскость С проходит по оси симметрии давильных элементов 4 перпендикулярно оси вращения оправки 24. С помощью электродвигателя 20 ролики 9 устанавливаются в исходное положение п, (фиг. 5), соответствующее началу участка копира 18.
Копир 18 устанавливается относительно датчика 17 так, чтобы выдерживалось соотнощение
, S,
где It - расстояние от торца оправки до плоскости С, мм;
S - толщина данной заготовки, мм; расстояние между началом рабочего профиля копира и положением датчика 17, мм;
При этом сигнал датчика 17 (фиг. 5) равен нулю, когда t равно S.
На оправку 24 устанавливается заготовка 23. Включается осевое перемещение устройства и вращение заготовки с оправкой.
Датчик 17, двигаясь по копиру 18, вырабатывает программный сигнал, который сравнивается с сигналом датчика 15, контролирующего положение роликов 4.
Сигнал рассогласования формируется путем алгебраического суммирования сигналов с двух датчиков положения. Сигнал с первого датчика положения 17 формируется в соответствии с копиром 18, определяющим профиль раскатываемой детали 23. Сигнал со второго датчика 15 определяется положением опорного конуса 3, который жестко контактирует с роликом 4. Если величина сигнала от датчика 15 меньше веoличины сигнала от датчика 17, то включается двигатель 20 и зубчатое колесо 6 перемещает втулку 10 влево и наоборот. После раскатки на длину 1. (фиг. 6) при помощи конечного выключателя (не показан).
5 выключается осевая подача раскатного устройства. Шток 26 датчика 17 фиксируется в данном положении вручную защелкой (не показана), и при обратном движении раскатного устройства датчик 7 не контактирует с копиром 18. В исходном положе0 НИИ щток 26 датчика 17 освобождается.
По сравнению с известным базовым устройством для ротационной вытяжки данное устройство позволяет получить детали различной геометрической формы с щироким диапазоном размеров, а также повысить их качество, так как устраняются искажения диаметральных размеров из-за устранения излищнего трения в механизме регулировки осевого положения опорных конусов.
0
Экономический эффект создается за счет повышения качества изготовляемых изделий (2 кл. точности), сокращения технологического цикла обработки и повышения производительности благодаря сокращению
5 затрат времени на определение диаметрального положения давильных элементов и их корректировку в процессе работы.
дидК
+
с
-h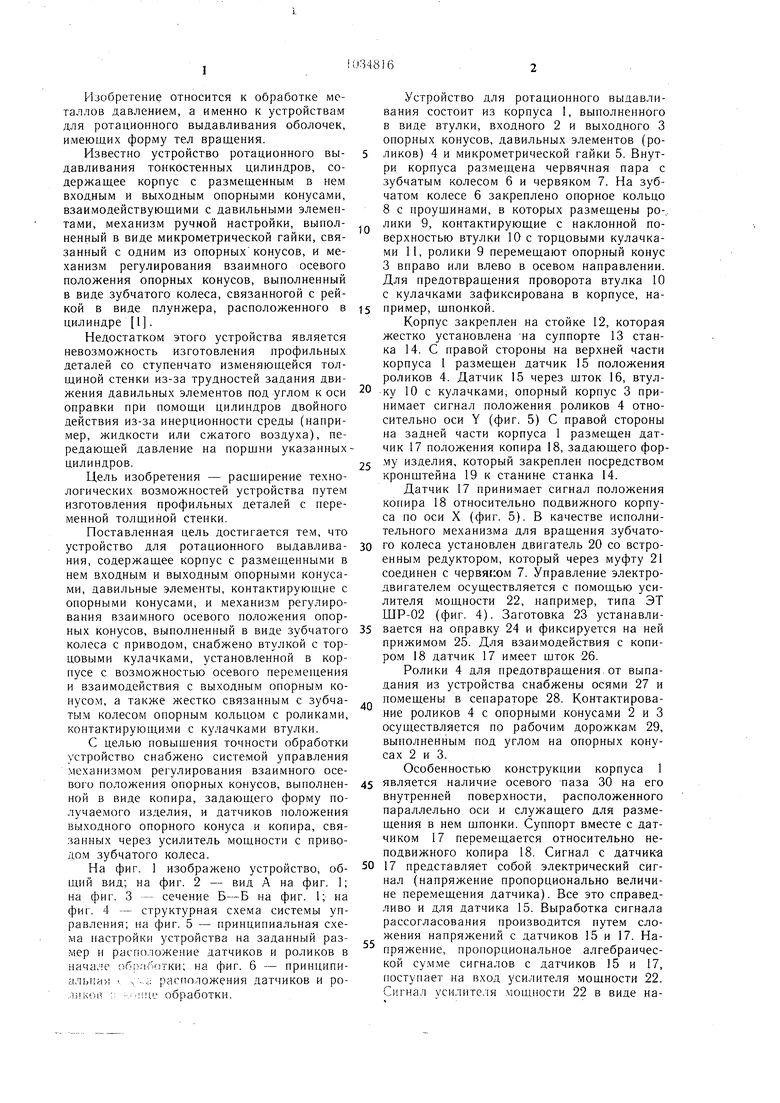
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ротационного выдавливания | 1990 |
|
SU1754279A1 |
| Устройство для ротационного выдавливания | 1976 |
|
SU887051A1 |
| Устройство для ротационной вытяжки конических деталей | 1984 |
|
SU1194536A1 |
| Устройство для ротационной вытяжки осесимметричных оболочек сложной формы | 2017 |
|
RU2655558C1 |
| Устройство для ротационной вытяжки конических деталей | 1987 |
|
SU1426673A2 |
| ФОРМОВОЧНАЯ МАШИНА ДЛЯ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ/РАСКАТКИ И СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ/РАСКАТКИ | 2016 |
|
RU2698236C2 |
| Устройство для ротационного выдавливания на оправке конических деталей | 1975 |
|
SU546413A1 |
| Устройство для ротационной вытяжки | 1979 |
|
SU804091A1 |
| Устройство для ротационного выдавливания трубчатых изделий | 1978 |
|
SU727273A1 |
| Раскатная головка для ротационного выдавливания | 1979 |
|
SU858980A1 |
1. УСТРОЙСТВО ДЛЯ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ, содержащее корпус, расположенные в нем входной и выходной опорный конусы, давильные элементы, контактирующие с опорными конусами, и механизм регулирования взаимного осевого положения опорных конусов, выполнен-ный в виде зубчатого колеса с приводом, отличающееся тем, что, с целью расширения технологических возможностей путем изготовления профильных деталей с переменной толщиной стенки, оно снабжено втулкой с торцовьями кулачками, установленной в корпусе с возможностью осевого перемещения и взаимодействия с выходным опорным конусом, а также жестко связанным с зубчатым колесом опорным кольцом с роликами, контактирующими с кулачками втулки. 2. Устройство по п. 1, отличающееся тем, что, с целью повыщения точности обработки, оно снабжено системой управления механизмом регулирования взаимного осевого положения опорных конусов, выполненных в виде копира, задающего форму получаемого изделия, и датчиков положения выходного опорного конуса .и копира, свяi занных через усилитель мощности с приводом зубчатого колеса. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для ротационного выдавливания тонкостенных цилиндров | 1972 |
|
SU446340A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
