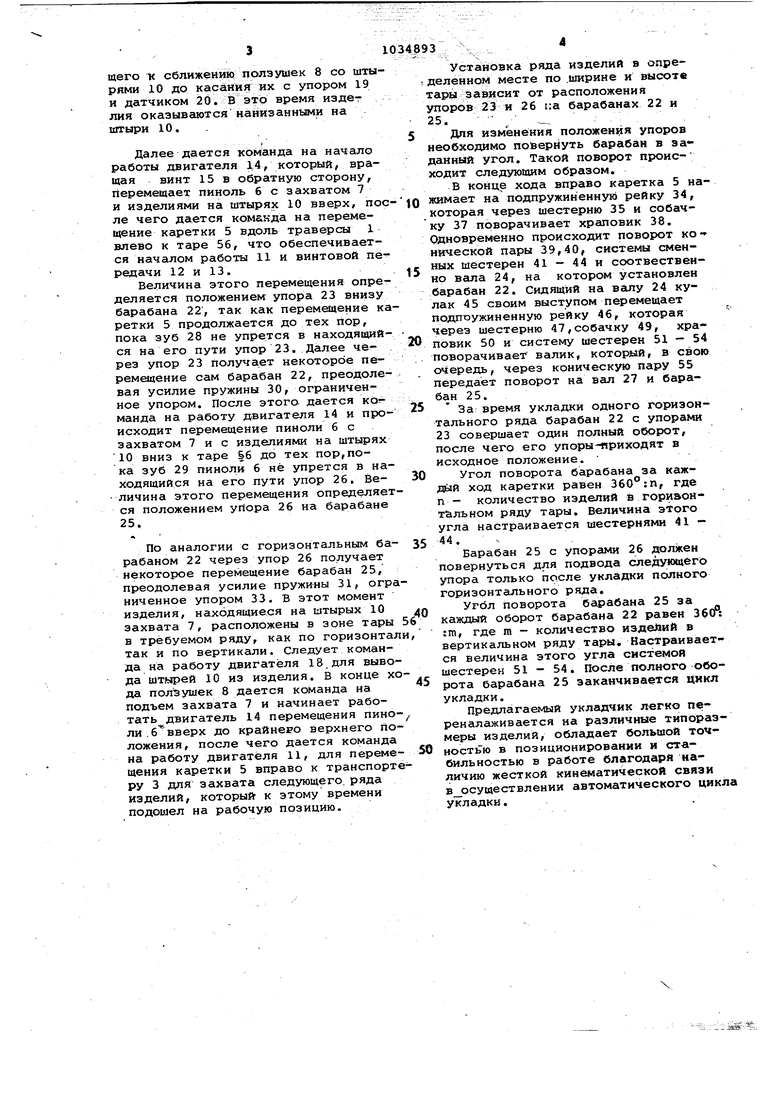
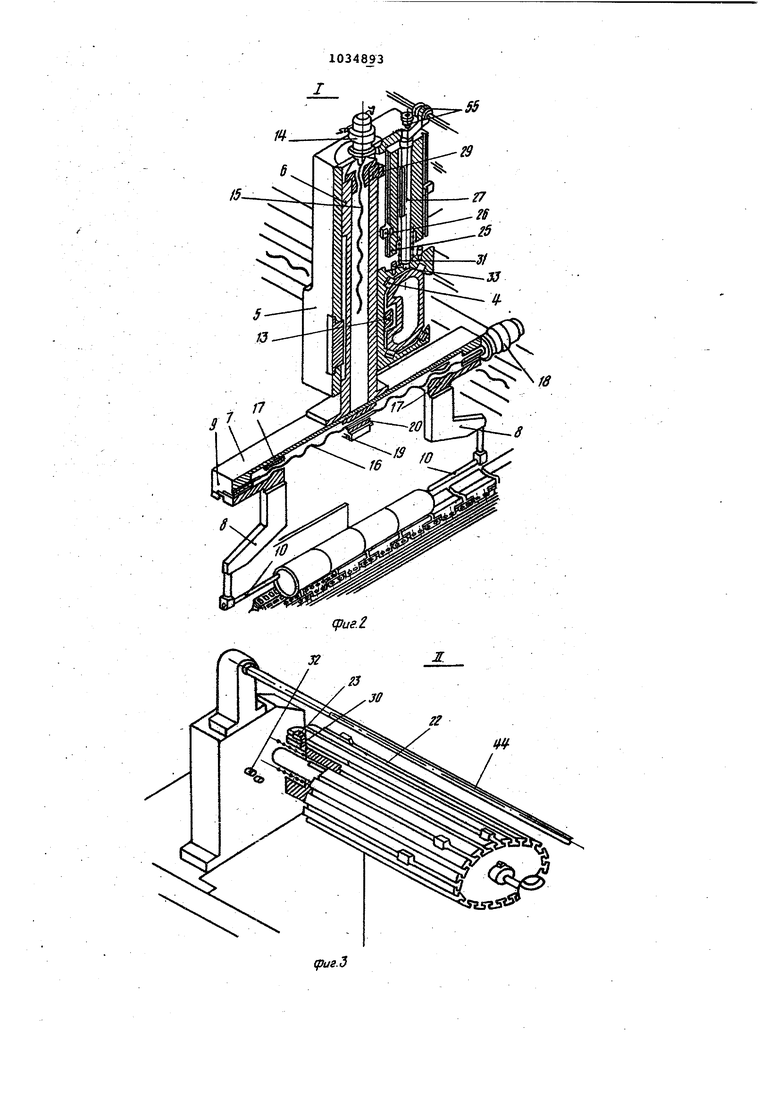
Изобретение относится к машиностроению, в частности к средствам механизации и автоматизации производственных процессов,например, пр укладке изделий в тару. Известно устройство, содержащее подвижное звено с захватным органом, кинематически связанное с барабаном управления вертикальным перемещением подвижного звена, при чем на периферии барабана установлены регулируемые упоры. Недостатком известного технического решения является невозможность равномерного распределения и делий по всей площади тары при ее заполнении из-за наличия только вертикального и углового движений вижного звена, что снижает его тех нологические возможности. Цель изобретения - расширение т нологических возможностей за счет обеспечения возможности равномерно го распределения изделий по всему объему тары. Указанная цель достигается тем, что автоматический укладчик издеЛИЙ типа втулок, содержащий подвиж ное звено, с захватным органом, кин матически связанное с барабаном управления вертикальным перемещенаем подвижного звена, причем на периферии барабана управления установлены регулируемые упоры , сна жен барабаном управления горизонтальным перемещением подвижного звена, кинематически связанным с барабаномуправления вертикальным перемещением. На фиг. 1 представлена кинематич.еская схема автоматического укладчика; на фиг. 2 - узел I на фиг. 1; на фиг. узел И на фиг. на фиг. 4 - узел М на фиг. 1. Автоматический укладчик изделий типа втулок содержит траверсу закрепленную на стойках 2 над тран портером 3. с размещенными на нем и делиями, на которой на роликах 4 установлена каретка 5. В каретке 5 с возможностью вертикальнрго перемещения помещена пиноль 6, к фланц которой снизу крепится корпус захв та 7. В последнем установлены ползушки 8 перемещаемые по направлякиди 9 и несущее штыри 10 для снятия из делий с транспортера 3. Каретка 5 имеет горизонтальное перемещение по траверсе 1 от двига теля 11 посредством винта 12 и гайки 13. Вертикальное перемещение пиноли осуществляется от двигателя 14,установленного на каретке 5, посредством винтовой передачи 15.В корпус захвата -1 монтируется винт 16 с ле вой и правой резьбой,связанный с ползушками 8 посредством гаек 1 и приводимый от двигателя 18, установленного на торце захвата 7. Сближение штырей 10 ограничивается упором 19 и датчиком 20. На правой стойке 2 монтируется коробка 21, где размещены механизмы привода поворота горизонтального барабана 22 с упорами 23 посредством вала 24 и вертикального барабана 25 с упорами 26 посредством вала 27. Каретка 5 снабжена зубом 28 для взаимодействия с упорами 23, а пиноль 6 - с зубом 29 для взаимодействия с упорами 26 барабана 25. Кажддай барабан снабжен соответственно пружинами 30 и 31, предназначенными для отвода барабанов от постоянных упоров 32 и 33, ограничивающих их ход. Для поворота барабанов 22 и 25, необходимого для изменение положения упоров 23 и 26, укладчик снабжен подпружиненной рейкой 34, контактирующей с кареткой 5. Рейка 34 связана посредством шестерни 35, свободно сидящей на валу 36 собачки 37, храпсзвика 38, конической пары 39,40 и системы сменных шестерен 41 - 44 с валом 24 барабана 22. На валу 24 установлен также кулак 45, который контактирует с подпружиненной рейкой 46.Последняя, находясь в зацеплении с шестерней 47 сидящей своболщо на валике 48, через собачку 49, храповик 50 и систему сменных шестерен 51 - 54, связана с валом, который, в свою очередь, посредством конической пары шестерен 55 связан с валом 27 барабана 25. Тара 56 для укладки изделий выполнена с откидными бортами для прохдда выступающих за изделия чаЪтей щтырей 10. Уровень транспортера 3 должен быть таким, чтобы ось размещенных на нем изделий была вы1ие оси верхнего ряда изделий, уложенных в тару. Укладчик работает следующим образом. В исходной позиции каретка 5 установлена в крайнем правом положении, определяемом упором (не показанном) , а пиноль 6 с захватом 7 находится в верхнем положении над транспортером 3. Изделия в определенном количестве (4 штуки), перемо;;аясь вдоль транспортера 3, доходят до жесткого упора (не показан), после чего дается команда на перемещение пиноли 6 с захватом 7 на величину,обеспечивающую расположение штырей 10 против отверстий в изделиях. Величина вертикального перемеения пиноли 6 определяется упором, становленным на стойке 2 и на хеме не показанном. После этого дается команда на ачало работы двигат.еля 18, приводя щего к сближений полэушек 8 со штырями 10 до касания их с упором 19 и датчиком 20. В это время издет ЛИЯ оказываются нанизанными на штыри 10. . Далее дается команда на начало работы двигателя 14, который, вращая винт 15 в обратную сторону, перемещает пиноль 6 с захватом 7 и изделиями на штырях 10 вверх, пос ле чего дается команда на перемещение каретки 5 вдоль траверсы 1 влево к таре 56, что обеспечивается началом работы 11 и винтовой передачи 12 и 13. Величина этого перемещения определяется положением упора 23 внизу барабана 22, так как переметцение ка ретки 5 продолжается до тех пор, пока зуб 28 не упрется в находящийся на его пути упор 23. Далее чёрез упор 23 получает некоторое перемещение сам барабан 22, преодолевая усилие пружины 30, ограниченное упором. После этого дается ко манда на работу двигателя 14 и происходит перемещение пиноли 6с захватом 7 и с изделиями на штырях 10 вниз к таре |6 до тех пор,пока зуб 29 пиноли 6 не упрется в находящийся на его пути упор 26. Величина этого перемещения определяет ся положением yrtopa 26 на барабане 25. По аналогии с горизонтальным ба рабаном 22 через упор 26 получает некоторое перемещение барабан 25, преодолевая усилие пружины 31, огр ниченное упором 33. В этот момент изделия, находящиеся на штырых 10 захвата 7, расположены в зоне тары в требуемом ряду, как по горизонта так и по вертикали. Следует команда на работу двигателя 18,для выво да штырей 10 из изделия. В конце х да полэушек 8 дается команда на подъем захвата 7 и начинает работать двигатель 14 перемещения пино ли.6 вверх до крайнего верхнего по ложения, после чего дается команда на работу двигателя 11, для переме щения каретки 5 вправо к транспорт ру 3 для захвата следующего, ряда изделий, который к этому времени подошел на рабочую позицию. Установка ряда изделий в определенном месте по ,ширине и высоте тары зависит от расположения упоров 23 и 26 i:a барабанах 22 и 25. .- ;: . . . Для изменения положения упоров необходимо повернуть барабан в заданный угол. Такой поворот происходит следующим образом. В конце хода вправо каретка 5 нажимает на подпружиненную рейку 34, которая через шестерню 35 и собачку 37 поворачивает храповик 38. Одновременно происходит поворот ко нической пары 39,40, системы сменных шестерен 41 - 44 и соотвественно Всша 24, на котором установлен барабан 22. Сидящий на вешу 24 кулак 45 своим выступом перемещает подпоужиненную рейку 46, которая через шестерню 47,собачку 49, храповик 50 и систему шестерен 51 - 54 поворачивает валик, который, в свою очередь, через коническую пару 55 передает поворот на вал 27 и барабан 25. За время укладки одного горизонтального ряда барабан 22 с упорами 23 совершает один полный оборот, после чего его упоры-приходят в исходное положение. Угол поворота барабана за каждЬай ход каретки равен , где п - количество изделий в гориаонт&льном ряду тары. Величина этого угла настраивается шестернями 41 - 44. .Барабан 25 с упорами 26 должен повернуться для подвода следующего упора только после укладки полного горизонтального ряда. Угол поворота барабана 25 за каждый оборот барабана 22 равен ЗбсЛ :т, где га - количество изделий в вертикальном ряду тары. Настраивается величина этого угла системой шестерен 51 - 54. После полного оборота барабана 25 заканчива тся цикл укладки. Предлагаемый укладчик легко переналаживается на различные типоразмеры изделий, обладает большой точностью в позиционировании И стабильностью в работе благодари наличию жесткой кинематической связи в осуществлении автоматического цикла укладки.
п
15.
S5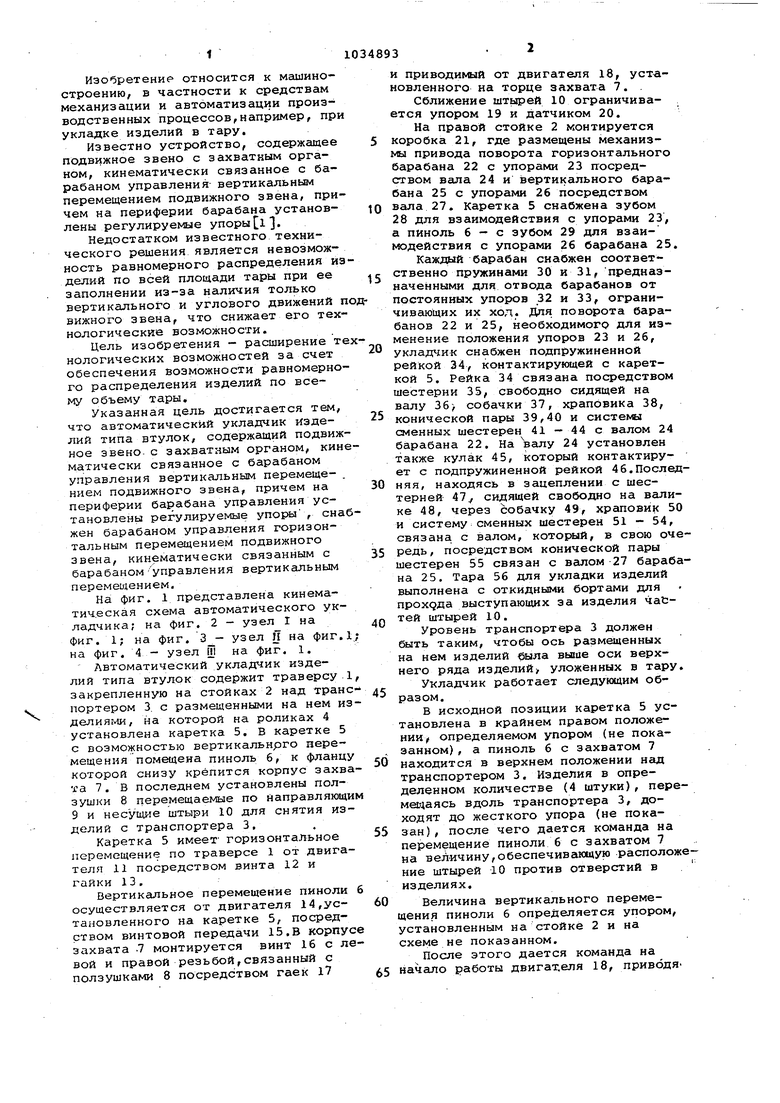
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для комплектации печатной корреспонденции | 1989 |
|
SU1678462A1 |
| Намоточный станок для изготовления стеклопластиковых изделий | 1972 |
|
SU476189A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ХАЛ ИЗ ПРЕДВАРИТЕЛЬНО ЗАКАТАННЫХ ТЕСТОВЫХ ЖГУТОВ | 1963 |
|
SU223714A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1993 |
|
RU2065833C1 |
| Автоматическая линия штамповки деталей из рулонного материала | 1989 |
|
SU1625565A1 |
| ЗУБОШЕВИНГОВАЛЬНЫЙ СТАНОК | 1969 |
|
SU254314A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| Устройство для укладки изделий в тару | 1982 |
|
SU1154150A1 |
| ШПИНДЕЛЬНАЯ БАБКА РЕВОЛЬВЕРНОГО АВТОМАТА | 1971 |
|
SU312681A1 |
| Установка для укладки керамических камней на сушильные вагонетки | 1983 |
|
SU1133104A1 |
АВТОМАТИЧЕСКИЙ УКЛАДЧИК изделий типа втулок в тару, сод рясащий Подвижное звено с захватным органом, кинематически связанное с барабгшом управления вертикальным перем цением подвихжого эвена, причем на периферии барабана управления установлены регулируемые упо ры, о.т л и ч a ю щ и И с я тем, что, с. целью расширения техйологических возможностей за счет обеспечения возможности равномерного распределения изделий па всему объеьог тары, он снабжен барабаном ущ авления горизонтальвьвч перемещением подвижного звена, кицемг тически связанным с барабайом управления вертикальным перемещением. 
Ж.
| I, Авторское свидетельство СССР 7J.6808, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
