1доз Изобретение относится к неразрушаюшему контролю и может быть использовано при упьтразвуковом контроле сварных швов, труб и других изделий цпя опрецеления конфигурации дефектов. Известен способ ультразвукового контроля изделиЙ заключакшийся в том, что в контролируемом изделии возбуждают ультразвуковую волну, принимают эхо-сиг налы от дефекта, анализируют спектр эхосигналов и на основе спектра определяют кон|)игураииго пефекта Ll Однако достоверность полученных результатов данным способом низка, что связано с ограниченными частотными ха- рактеристиками используемой аппаратуры и невозможностью проводить анализ спектра эхо- сигнала до 1О - 12 МГц. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ ультразвукового контроля изделий, заключающийся в том, что в контролируемом изделии возбуждаю сдвиговую волну,, принимают эхо-сигналы от дефекта, проводят амплитудный и спектральный анализ этих сигналов и по параметрам отраженных сигналов, и их спектров определяют конфигурацию дефекта и его размеры 23. Недостаток известного способа заклю- чается в ршзкой точности контроля из-за субъективности сопоставления оператором полученного спектра со спектрами сигналов рассеяния известных отражателей. Цель изобретения - повышение достоверности контроля за счет приема эхосигналов в направлениях, отличных от зер кального отражения. Поставленная цель достигается тем, что согластно способу ультразвукового контроля изделий, заключающемуся в том что в контролируемом изделии возбуждаю сдвиговую волну, принимают эхо-сигналы от дефекта, проводят амплитудный и спектральный анализ этих сигналов и по параметрам отраженных сигнапов и их спектров определяют конфигурацию дефекта и его размеры, возбуждение и прием сдвиговой волны осуществляет под углом ЗО - , в качестве параметров выбирают число и соотношение амплитуд импу-., пьсов в эхо-сигнапе и отношение максимумов и минимумов амплитуд соседних участков их спектра, а ширину плоскостного дефекта и диаметер объемного дефек та определяют по формулам С + 2 ( 2л(,рС05 2 9 -fe-y где угол воабужцения сдвиговой воп0 2 - угол приема эхо-сигнала} /if - среднее эначение частотного инРтервала между максимумами амплитуд спектра эхо-сигнала; отношение скорости рэлеевской -t волны ( Ср ) к скорости сдвиго вой волны ( С). На чертеже представлена схема реализации способа ультразвукового контроля. В контролируемом изделии 1 под углом d преобразователем 2 возбуждают сдвиговую волну 3. с помощью преобразователя 4, расположенного над дефектом 5, принимается под угломо лУльтразвуковая я волна 6, рассеянная дефектом 5. Предложенный способ осуществляется следующим образом. На контролируемом изделии 1 размещают преобразователе 2 и 4, таким образом, чтобы между направлениями возбуждения и приема ультразвуковой волны был угол в 30 - то , а преобразователь 4 находится над дефектом 5. Преобразователем 2 в контролируемом изделии 1 возбуждают сдвиговую волну 3. Выбор сдвиговой волны связа с обеспечением временнопэ разрешения импульсов суммарного сигнала рассеяния из-за ее малой скорости и большой интенсивности огибающего объемного дефекта. От дефекта 5 отражается сдвиговая волна 6, которая принимается широкополосным преобразоватепем 4. При обеспечении угла в ЗО-70 между направлениями распространения сдвиговых волн 3 и 6 происходит незеркаЛьное отражение от дефекта 5, что наиболее эффективно способствует формированию характерных сигналов от дефектов. Затем проводят амплитудный и частотный анализ принятого сигнала и по их параметрам определяют конфигурацию дефекта и его размеры. При амплитудном анализе учитывается число и соотношение амплитуд импульсов в эхо-сигнале. При плоскостном дефекте больших размеров отраженный сигнал сдвиговой волны 6 представлен в ввде одиночного импупьса, при плоскостном дефекте ограниченных размеровв виде двух им11упьсов, соизмеримых по амплитуде и обуславливаемых отражением от верхней и нижней кромок дефекта. При объемных дефектах отражен31О355О94
ный сигнал состоит из поспецоватепьнос-читепьно меньше. Причем по параметрам
ти импульсов, у которых амплитуда лерво-принятых сигналов и среднему аначет ю
го импуньса на порядок больше амплитудычастотного интервала между максимумом
последующих импульсов. При спектральномамплитуд спектра рассчитываются ширине
анализе отракенного сигнала учитывается ,плоскостного дефекта и диаметр объемноотношение максимумов и минимумов амп-го. литуд соседних участков их спектра. Для
сигнала, отраженного от плоскостногоТаким образом, предлагаемый способ
дефекта конечных размеров , спектр харак-ультразвукового контроля изделий позтериоуется глубокой осицилляиионной за- .-воляет значительно повысить достоверновисимостью амплитуды сигналов от часто-сть контроля, так как при анализе ампты .Глу&1на осцилляции в спектре сигнала,литуды и спектра используется эхо-сигнаотоакенного от объемного дефекта, зна-пы, отраженные незеркальнр от дефецта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля изделий | 1981 |
|
SU996934A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТИПА ДЕФЕКТА В МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЯХ | 2013 |
|
RU2524451C1 |
| Способ ультразвукового контроля сварных соединений изделия | 1981 |
|
SU989472A1 |
| Способ высокоскоростной ультразвуковой дефектоскопии с использованием эффекта Доплера | 2019 |
|
RU2720043C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ПЛОСКОСТНЫХ НЕСПЛОШНОСТЕЙ В ТОЛСТОСТЕННЫХ ИЗДЕЛИЯХ УЛЬТРАЗВУКОВЫМ МЕТОДОМ | 2000 |
|
RU2192635C2 |
| СПОСОБ АКУСТИЧЕСКОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПРОТЯЖЕННЫХ КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2023 |
|
RU2825120C1 |
| Способ ультразвукового контроля | 2023 |
|
RU2801895C1 |
| Способ бесконтактной ультразвуковой дефектоскопии с использованием эффекта Доплера | 2019 |
|
RU2722089C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2021 |
|
RU2769080C1 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2248566C2 |
СПОСОБ УЛЬТРАЗВУК ОВОГО КОНТРОЛЯ ИЗДЕЛИЙ, закточакхци4й:я в том, что в контропируемом изцепии возбуждают сдвиговую волну, принимают эхо-сигнапы от дефекта, проводят амплитудный и спектрапьнь1й анализ этих сигналов и по параметрам отраженных сигналов и их спектров определяют конфигурацию дефекта и его размеры, о т л и ч а ю ш и и с я тем, что , с целью повышения достоверности контропя за счет приема эхо-сигналов в направлёни51Х, отличных от зеркального отражения, возбуж ение и прием сдвиговой, воЛШ) осуществяют под углом 3О - 7О°, в качестве араметров вь1бирают число и соотношение мплитуд импульсов в эхо-сигнапе и отошение максимумов и минимумов амплиуд соседних участков их спектра, а шиину плоскостного дефекта и диаметр бъемного дефекта определяют по формуам / cos - .t1 /-(V,) 2 где угол возбуждения сдвиговой волны; угол приема эхо-сигнала; среднее эначение частотного ин тервапа между максимумами амп. татуд спектра эхо-сигнала; П-:S«« отношение скорости рэпеевской . волны Cg к скорости сдвиговой волны Са .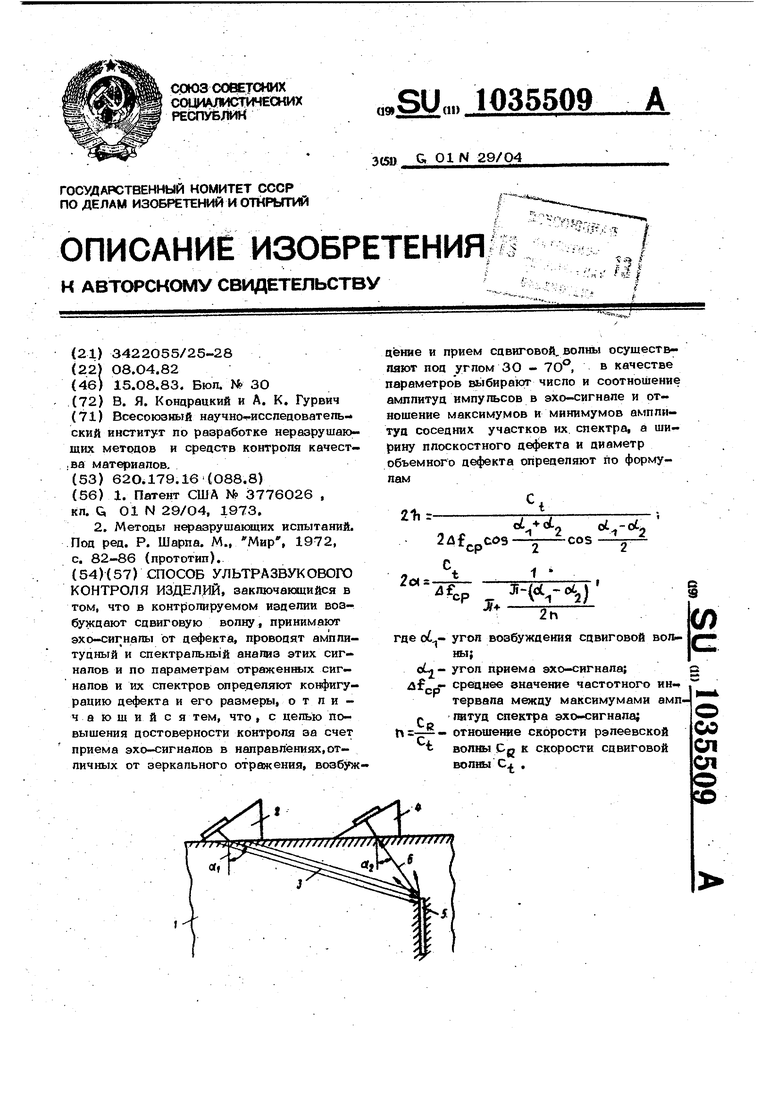
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США МЬ 3776026 , кп | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Методы неразрушающих испытаний | |||
| Под ред | |||
| Р | |||
| Шарпа | |||
| М., Мир, 1972, с | |||
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
