3jfe/fmpo лит
Усилие npuwtiMu
X)
:л
UD
О О
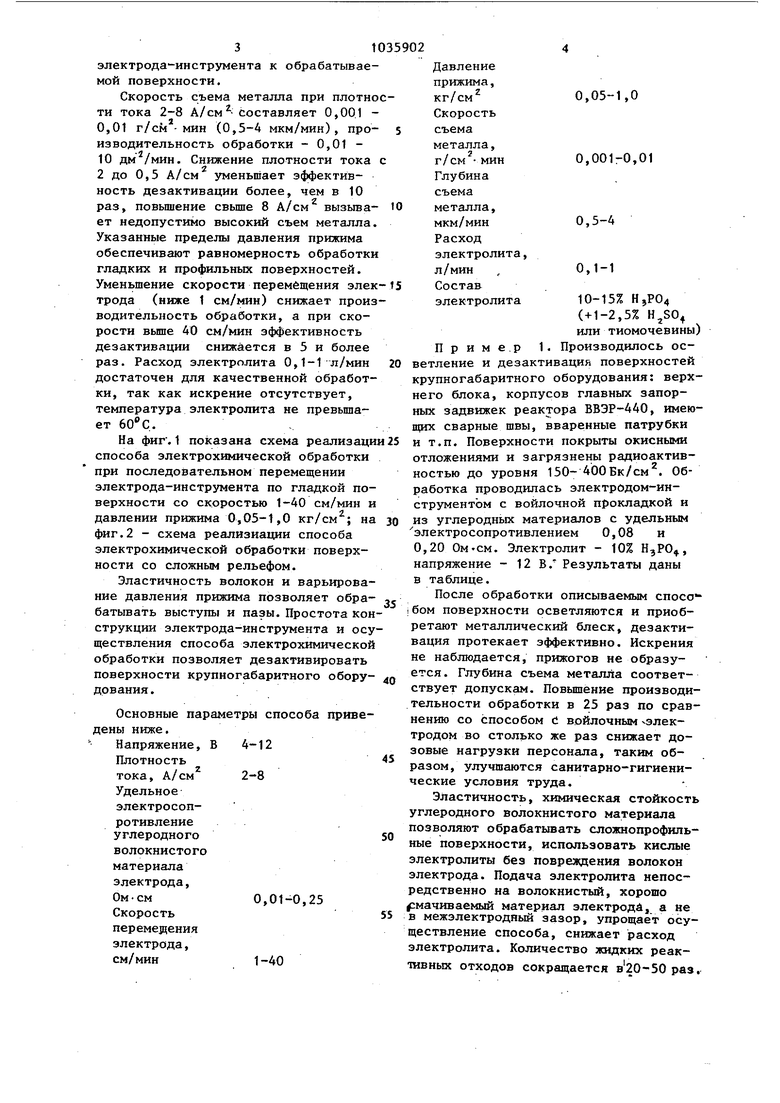
1 Изобретение относится к электро зическим и электрохимическим метод обработки и, в частности, может бы использовано для электрохимическог осветления и дезактивации деталей установок и оборудования, загрязне ных радиоактивными веществами. Известен трибоэлектрохимический способ обработки, заключающийся в анодном растворении металла при уд лении окисных пленок с поверхносте округлении кромок, снятии заусенце с типовых деталей из стали и жаропрочных сплавов. Трибоэлектрохимическую обработк осуществляют с помощью электрода-и струмента, представляющего собоой диск-щетку из металлической (бронз вой, медной) проволоки, вращающейс со скоростью 15-20 м/с. Обрабатыва мую деталь закрепляют на столе, пе мещаемом относительно электрода со скоростью 0,15-0,5 м/мин, В зазор между электродом-щеткой и обрабаты мой поверхностью подают электролит Основные параметры способа прив дены ниже. Напряжение, В Удельное сопротивлениепроволоки (бронза, медь), 1,7- 10-1,8 Ом -см Оптимальная плотность тока. А/см 100-150 Скорость съема металла, г/мин Глубина обработки, мм Скорость вращения щетокэлектродов , м/с Продольная скорость стола, 0,15-0,5 м/мин Расход электролита, л/мин Состав 5% NaCl+5% NaNO электролита В этом способе вследствие высок удельной электропроводности элемен 2 ных проволочных электродов электродаинструмента при контакте ific с обрабатываемой поверхностью возникает сильное искрение, а при снижении скорости вращения электрода и увеличении про- должительности контакта - короткое замыкание. Искрение и эрозия проволочного электрода и обрабатываемой поверхности, загрязненной радиоактивными веществами, а также разбрызгивание электролита приводят к образованию радиоактивных аэрозолей, что ухудшает санитарно-гигиенические условия труда. Ухудшается и качество обработки поверхности, образуются прижоги, продольные полосы, что требует последующей чистовой обработки, а скорость съема металла значительно превьшает допустимые значения для осветления и дезактивации деталей оборудования , Расход электролита и количество жидких радиоактивных отходов велики. Способ технически неприменим для осветления дезактивации крупногабаритного недемонтируемого оборудования со сложным рельефом поверхности. Металлические (бронзовые, медные) проволочные электроды плохо смачиваются электролитом и недостаточно стойки в кислых электролитах. Цель изобретения - повышение качества обработки, снижение расхода электролита и улучшение санитарногигиенических условий труда. Цель достигается тем, что процесс ведут при плотности тока 2-8 А/см с помощью электрода-инструмента, состоящего из элементарных нитевидных электродов, выполненных из углеродного волокнистого материала с удельным электросопротивлением 0,01 0,25 Ом-см. Электрод-инструмент перемещают последовательно по всей метал- лической поверхности со скоростью 1-40 см/мин и давлении прижима 0,05 1 кг/см, Электролит подают на волокнистый материал электрода с расходом 0,1-1 л/мин. Углеродный волокнистый материал (жгут, тесьма, шнур, ткань) обладает высокой эластичностью, химически термостоек, хорошо смачивается электролитом. Указанные пределы удельного электросопротивления углеродного материала обеспечивают отсутствие искрения и короткого замыкания при прижиме сухого или смоченного электролитом 31 электрода-инструмента к обрабатываемой поверхности. Скорость съема металла при плотно ти тока 2-8 А/см -составляет 0,001 0,01 г/см - мин (0,5-4 мкм/мин), производительность обработки - 0,01 10 . Снижение плотности тока 2 до 0,5 А/см уменьшает эффективность дезактивации более, чем в раз, повышение свьше 8 А/см вызьгоает недопустимо высокий съем металла Указанные пределы давления прижима обеспечивают равномерность обработки гладких и профильных поверхностей. Уменьшение скорости перемещения элек трода (ниже 1 см/мин) снижает произ водительность обработки, а при скорости вьш1е 40 см/мин эффективность дезактивации снижается в 5 и более раз. Расход электролита 0,1-1 л/мин достаточен для качественной обработки, так как искрение отсутствует, температура электролита не превьппает . На фиг. 1 показана схема реализаци способа электрохимической обработки при последовательном перемещении электрода-инструмента по гладкой поверхности со скоростью 1-40 см/мин и давлении прижима О,05-1,О кг/см ; на фиг.2 - схема реализиации способа электрохимической обработки поверхности со сложным рельефом. Эластичность волокон и варьирование давления прижима позволяет обрабатывать выступы и пазы. Простота кон струкции электрода-инструмента и осу ществления способа электрохимической обработки позволяет дезактивировать поверхности крупногабаритного оборудования. Основные параметры способа приведены ниже. Напряжение, Плотность тока. А/см Удельное электросопротивлениеуглеродного волокнистого материала электрода. Ом-см 0,01-0,25 Скорость перемещения электрода, см/мин 2 Давление прижима, 0,05-1,0 кг/см Скорость съема металла, г/см - мин 0,001-0,01 Глубина съема металла, мкм/мин Расход электролита, л/мин Состав 10-15% Н,Р04 электролита (+1-2,5% H.jSO или тиомочевины) Пример 1. Производилось осветление и дезактивация поверхностей крупногабаритного оборудования: верхнего блока, корпусов главных запорных задвижек реактора ВВЭР-440, имеющих сварные швы, вваренные патрубки и т.п. Поверхности покрыты окисными отложениями и загрязнены радиоактивностью до уровня 150- 400Бк/см. Обработка проводилась электродом-инструментом с войлочной прокладкой и из углеродных материалов с удельным электросопротивлением 0,08 и 0,20 ОмСМ. Электролит - 10% НзРО,, напряжение - 12 В. Результаты даны в таблице. После обработки описываемым спосо бом поверхности осветляются и приобретают металлический блеск, дезактивация протекает эффективно. Искрения не наблюдается, прижогов не образуется . Глубина съема металла соответствует допускам. Повьш1ение производительности обработки в 25 раз по сравнению со способом С войлочным электродом во столько же раз снижает дозовые нагрузки персонала, таким образом, улучшаются санитарно-гигиенические условия труда. Эластичность, химическая стойкость углеродного волокнистого материала позволяют обрабатывать сложнопрофильные поверхности, использовать кислые электролиты без повреждения волокон электрода. Подача электролита непосредственно на волокнистый, хорошо мачиваемый материал электродй, а не в межэлектродный зазор, упрощает осуществление способа, снижает расход электролита. Количество жидких реактивных отходов сокращается в20-50 раз.
Удельное сопротивление материала электрода,. Ом см
Плотность тока,
А/см 0,1-0,15
Напряжение, В
Скорость движения -ЭЙ, см/мин
Скорость стола см/мин
Давление прижима, кг/см
Скорость съема металла, г/см мин
Глубина съема, мкм/мин
Расход электролита , л/мин
Скорость обработки, 0,02-0,04
Коэффициент
15-20 дезактивации
Дозовые наг161,5 .рузки, бар
0,20
0,08
3-52,5-3,5
1212
910 -1,2-10 30
5-10
15-50
0,08
0,9
4-12
0,01
0,005
0,5-6
0,5-4
300
0,20,4-0,6
22
0,5-10,01-10
Технически 15-50 (по
20-10 не пригоден у-активности)
6,5
Фиг. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ С ЭКСЦЕНТРИСИТЕТОМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2016 |
|
RU2622075C1 |
| Электрохимический преобразователь концентрации кислорода и способ его изготовления | 1982 |
|
SU1073685A1 |
| Способ электрохимической дезактивации нержавеющих сталей | 1985 |
|
SU1262997A1 |
| Способ электрохимической дезактивации углеродистых сталей | 1987 |
|
SU1519442A1 |
| Способ электрохимической дезактивации нержавеющих сталей | 1986 |
|
SU1349347A1 |
| Способ электрохимической дезактивации титановых сплавов | 1987 |
|
SU1499572A1 |
| Способ ультразвуковой электроалмазнойОбРАбОТКи | 1979 |
|
SU831483A1 |
| Способ электрохимической обработки с последующей электроэрозионной калибровкой | 1978 |
|
SU751552A1 |
| Устройство для анодирования длинномерных изделий | 1982 |
|
SU1080522A1 |
| Электролит для электрохимической правки абразивного инструмента на токопроводящей связке | 1977 |
|
SU766811A1 |
СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ поверхности металла в проточном электролите с использованием перемещаемого относительно обрабатываемой поверхности электрода-инструмента, состоящего из элементарных нитевидных электродов, отличающийся тем, что, с целью повышения качества обработки, снижения расхода электролита и улучшения санитарно-гигиенических условий труда, процесс ведут, при плотности тока 2 8 А/см , скорости перемещения электрода-инструмента 1-40 см/мин, давлении прижима 0,05-1 кг/см электродоминструментом, нитевидные Электроды которого выполнены из углеродного волокнистого материала с удельным электросопротивлением 0,01-0,25 Ом-см.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
