ОО О)
п а я и и и я Н о р
f + -Ь -Ь + 4;: 1C
САЭ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки горячекатанныхпОлОС и лиСТОВОй КОМплЕКС гОРячЕйпРОКАТКи СТАли для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU804014A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НА ЛИСТОВОМ СТАНЕ | 2012 |
|
RU2487768C1 |
| Способ прокатки | 1980 |
|
SU1009541A1 |
| Способ прокатки сталей с повышенным окалинообразованием | 1980 |
|
SU929254A1 |
| Способ горячей прокатки толстолистовой стали | 1983 |
|
SU1152673A1 |
| СПОСОБ ЗАЩИТЫ ПОВЕРХНОСТИ ГОРЯЧЕКАТАНОГО РАСКАТА ОТ ОКИСЛЕНИЯ В ПРОЦЕССЕ ПРОКАТКИ | 2008 |
|
RU2365442C1 |
| Способ горячей прокатки полос и листов | 1990 |
|
SU1755972A2 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2004 |
|
RU2270064C1 |
| Способ горячей прокатки полос и листов | 1987 |
|
SU1479150A1 |
| Способ подачи горячих слябов к окалиноломателю широкополосного прокатного стана | 1990 |
|
SU1784318A1 |
УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПОВЕРХНОСТИ СЛЯБОВ ПОСЛЕ НАГРЕВА, включающее раму и соедктюнный с ней козырек, отличающееся тем, что, с целыа улучшения качестве проката, козырек соединен с рамой щт помощи двух тросов, за1фепленны}с на козырьке с обеих сторон. f ii f$:Mf :: i { f s i :x f i«$ S f
а D о и у вопив
Изобретение относитх;я к .горячей прокат ке широкополосной стали.
Горячую прокатку игарокополосной стали производят на станах горячей прокатки слябов. Слябы предварительно нагревают 5 в методических печах, затем удаляют с НИХ печную окалину в черновом окалиноломателе с гидросбивом и раскатьюают в черновых и чистовых клетях непрерывного стана. В процессенагрева и прокат- 10 ки на поверкности слябов и раската поя&ляются случайные предметы, шяль, грязь, окалина, которые вкатываются в металл, ухудшая его 1сачество.
Известен способ удаления пыли с по- 15 верхности полос при горячей прокатке, согласно которому на поверхностБ раската под углом подается вода под давлением, которая смьгеает различные металлические частички, находящиеся на поверхности 20 полос С
Недостатком способа является труз ность удаления с поверхности слябов предметов, приварившихся к ним в нагревательгнай печи.25
Наиболее близким техническим решением к изобретению является устройство для очистки поверхности сляба после нагрева, представляющее собой козырек, подБОиенный к раме на шарниках над рольгангом, зо по которому движется сляб 2 .
Однако сляб передним концом ударяет П1 козырьку, тот подпрыгивает и пропускает предметы, находящиеся на передних участках сляба на ходу прокатки.
35
Цепью изобретения является улучшение качества горячекатайного металла.
Указанная цель достигается тем, что в устройстве для очистки поверхности слябов после нагрева, включающем раму и соединенный с ней козырек, козырек соединен с рамой посредством двух групп тросов, закрепленных на козырьке с обеих сторон.
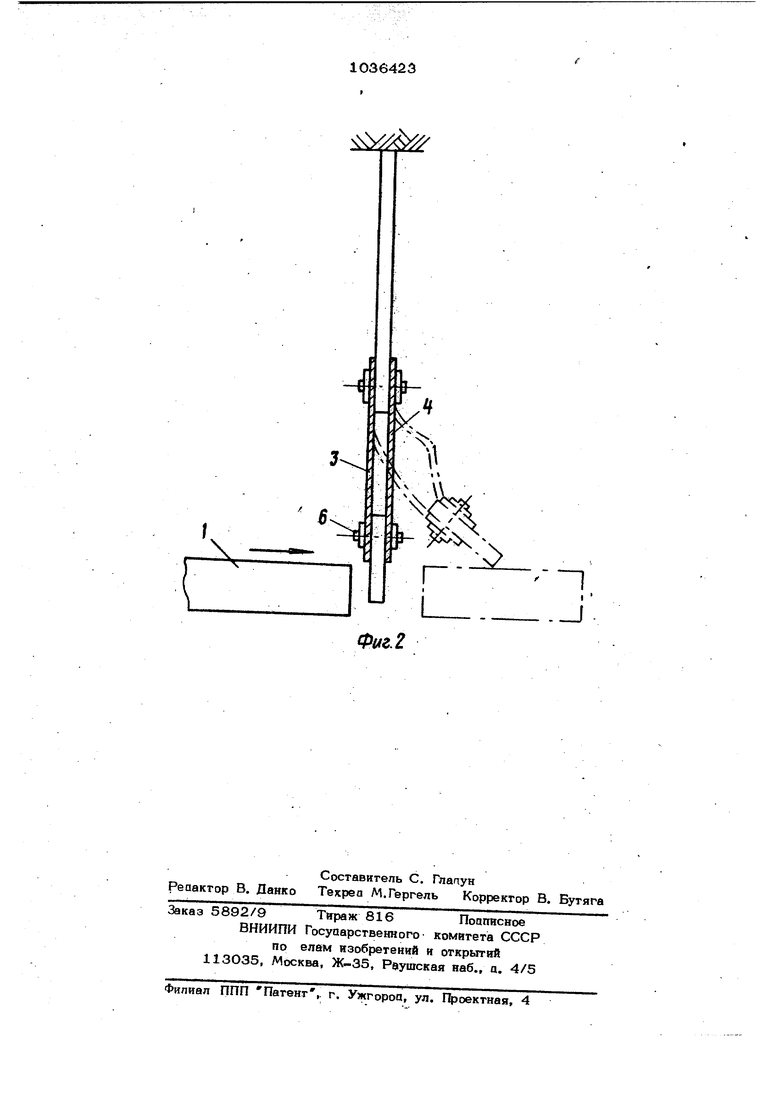
На фиг. 1 представлено устройство для очистки поверхности слябов после нагрева; на фиг. 2 -,то же, вид сбоку.
Устройство содержит жесткую раму 1, к которой присоединен козырек 2 с помощью тросов 3, находящихся на передней стороне козырька, и тросов 4, находящихся на задней его стороне. Тросы 3 и 4 закреплены с помощью планок 5, стянутых болтами 6.
Устройство работает следующим образом.
Раму 1 с козырьком 2 устанавливают перед черновьп окалиноломателем таким образом, чтобы нижняя кромка козырька была расположена шоке верхней плошсости сляба 7. Нагретый в печи сляб, ДВИГЕШСЬ по рольгангу, отгибает козырек под ним. Тросы 3 работают на изгиб, а тросы 4 на изгиб и сжатие. Под действием упругих сил сжатия троса 4 прижимают козырек к слябу, предотвращая подпрыгивание козырька.
Поскольку козырек очшпает всю поверхность сляба, сокрашается обрез прокатного металла по дефектам на передних концах. При сокращении офеэ в среднем на 600 т в год и средней себестоимости горячекатного металла 83 руб/т экономический эффект составит 49800 руб./год.
.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ УСТРАНЕНИЯ ВИБРАЦИЙ,ПЕРЕДАВАЕМЫХ ОТ ГИДРОСИСТЕМЫ ШЛИФОВАЛЬНОГО СТАНКА | 0 |
|
SU297826A1 |
