(5) СПОСОБ МНОГОПРОХОДНОГО НАРЕЗАНИЯ РЕЗЬБЫ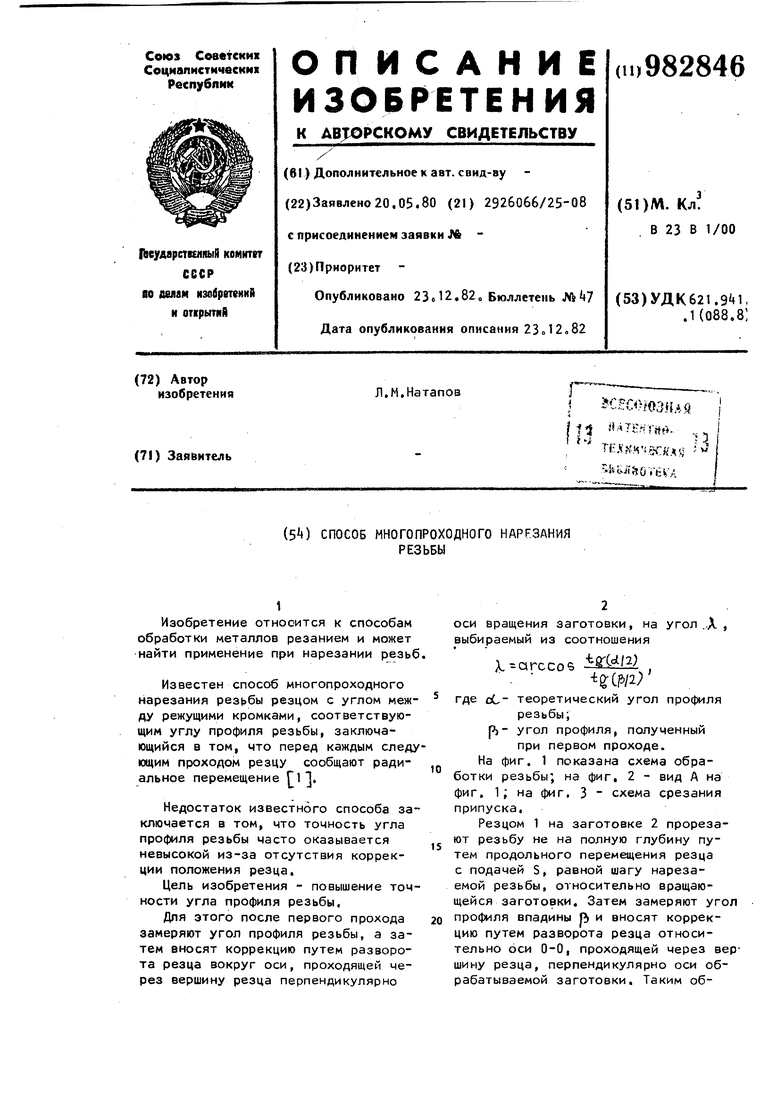

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ многопроходного нарезания резьбы | 1982 |
|
SU1036481A1 |
| СПОСОБ МНОГОПРОХОДНОГО НАРЕЗАНИЯ ПРОФИЛЬНЫХ КАНАВОК (ВАРИАНТЫ) | 1998 |
|
RU2146577C1 |
| Способ многопроходного нарезания резьбы резцами | 1980 |
|
SU994169A1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ И РЕЗЬБОВОЙ РЕЗЕЦ | 2011 |
|
RU2468897C1 |
| Способ многопроходного нарезания резьбы | 1977 |
|
SU642081A1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ | 2012 |
|
RU2518022C2 |
| Способ нарезания резьбы (его варианты) | 1981 |
|
SU1016096A1 |
| Способ профилирования пары инструментов,предназначенных для обработки глобоидной передачи | 1984 |
|
SU1321534A1 |
| СПОСОБ ОБРАБОТКИ КОНИЧЕСКИХ РЕЗЬБ ТРУБНЫХ МУФТ | 2001 |
|
RU2214320C2 |
| СПОСОБ НАРЕЗАНИЯ ГЛУХИХ РЕЗЬБ ГРЕБЕНКОЙ | 2001 |
|
RU2215622C2 |
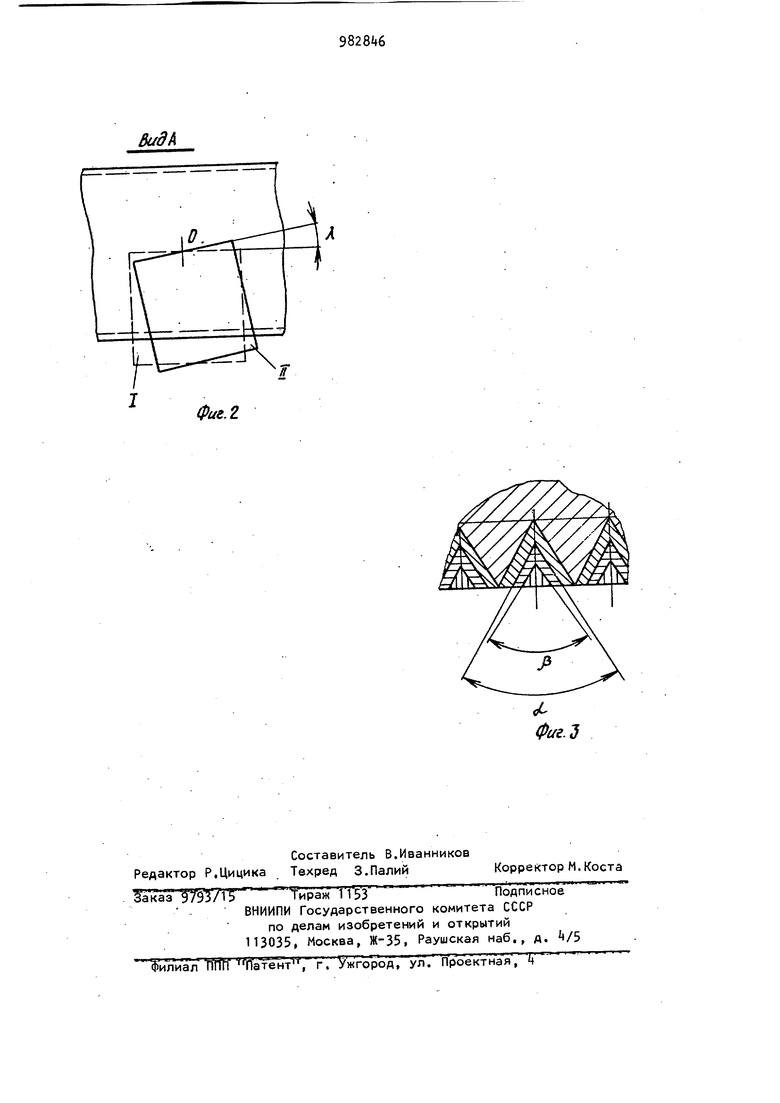
Изобретение относится к способам обработки металлов резанием и может найти применение при нарезании резь Известен способ многопроходного нарезания резьбы резцом с углом меж ду режущими кромками, соответствующим углу профиля резьбы, заключающийся в том, что перед каждым след ющим проходом резцу сообщают радиальное перемещение П . Недостаток известного способа за ключается в том, что точность угла профиля резьбы часто оказывается невысокой из-за отсутствия коррекции положения резца. Цель изобретения - повышение точ ности угла профиля резьбы. Для этого после первого прохода замеряют угол профиля резьбы, а затем вносят коррекцию путем разворота резца вокруг оси, проходящей через вершину резца перпендикулярно ОСИ вращения заготовки, на угол .,Х , выбираемый из соотношения Х--агссо5 .) , - ) где оС- теоретический угол профиля резьбы; р)- угол профиля, полученный при первом проходе. На фиг. 1 показана схема обработки резьбы; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - схема срезания припуска. Резцом 1 на заготовке 2 прорезают резьбу не на полную глубину путем продольного перемещения резца с подачей S, равной шагу нарезаемой резьбы, относительно вращающейся заготовки. Затем замеряют угол профиля впадины В и вносят коррекцию путем разворота резца относительно оси 0-0, проходящей через вершину резца, перпендикулярно оси обрабатываемой заготовки. Таким образом, резьба при первом проходе нарезается без разворота на угол J (положение 1, фиг. 2), а все последующие проходы выполняются резцом в положении II. При использовании описываемого способа необходимо выполнение на резцах увеличенных задних углов, так как они должны превышать возможные уплы разворота Д , и, кроме того, угол между режущими кромками должен быть равен или больше уг ла профиля резьбы, поскольку разворот резца приводит к уменьшению угла профиля резьбы. Формула изобретения Способ многопроходного нарезания резьбы резцом с углом между ре 64 жущими кромками, соответствующим yi лу профиля впадины резьбы, отличающийся тем, что, с целью повышения точности после первого прохода замеряют угол профиля резьбы, а затем вносят коррекцию путем разворота резца вокруг оси, проходящей через вершину резца перпендикулярно к оси вращения заготовки, на уголХ выбираемый из соотношения X- arccoei M, iQ-() где oL- теоретический угол профиля резьбы , Р - угол профиля, полученный при первом проходе.
