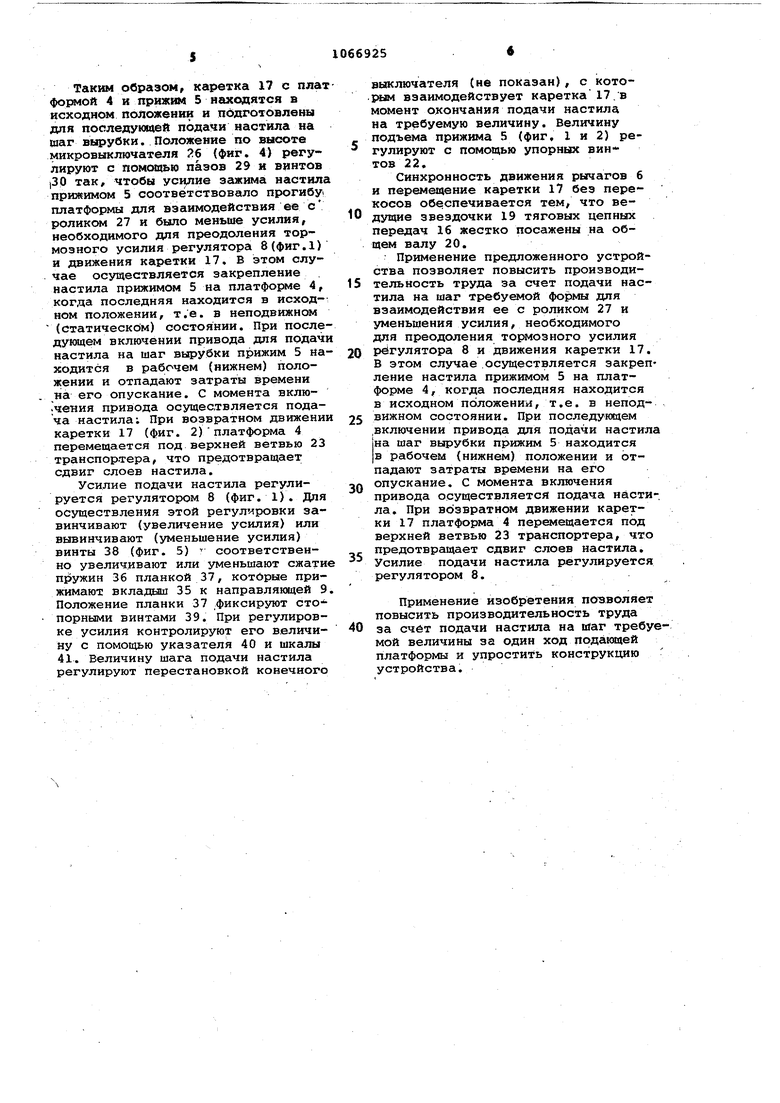
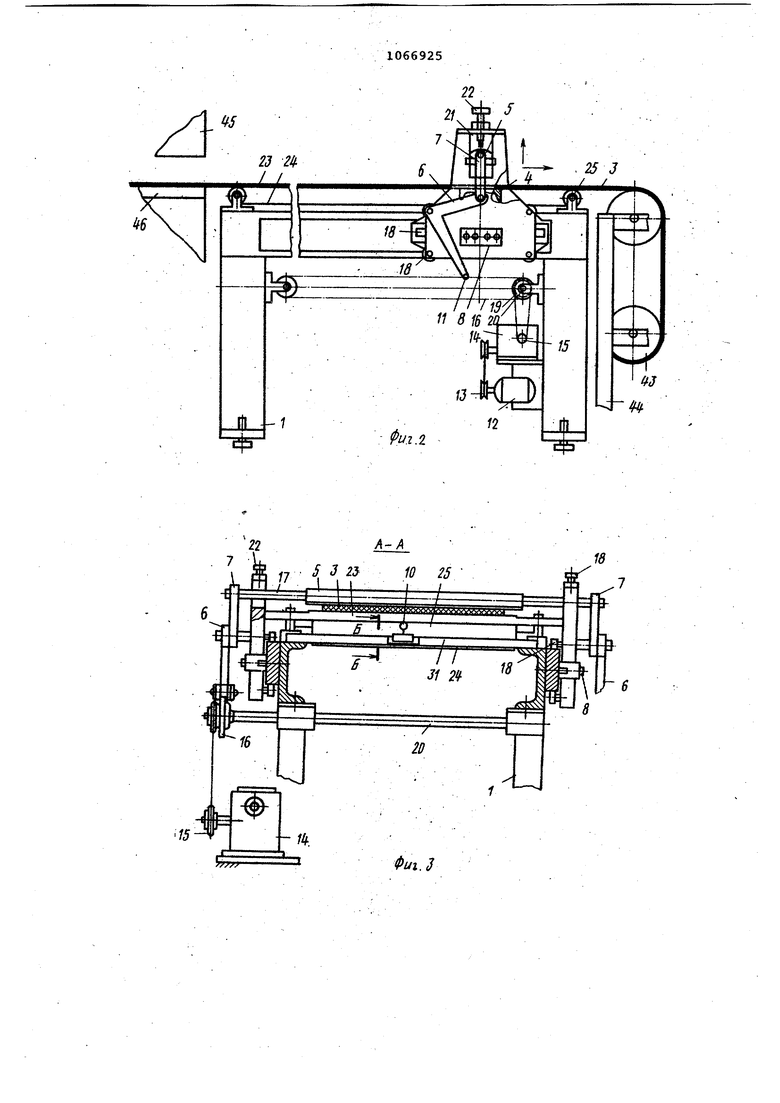
Изобретение относится к раскройному оборудованию для кожгалантерейной|обувной, швейной промышленности и может быть применено при подаче листовых или рулонных материалов в настиле непосредственно в рабочую зону вырубочного пресса. Известно устройство для подачи, многослойного настила к вырубочному прессу, которое снабженр регулятором усилия подачи настила, включающим направляющие, фиксатор рабочего положения, регулятор усилия прижима, причем механизм прижима выполнен в виде двуплечих рычагов; размещенных по боковым сторонам платФормы и связанных одним концом через соединительные звенья с прижимом, а другим - с механизмом перемещения подающей платформы Cl. Недостатками известного устройства являются ограниченная величина шага подачи настила за один ход плат форгфл, сложность конструкции устройства, обусловленная применением кривошипно-шатунных механизмов с приводным валом и многозвенного шарнирно-рычажного механизма перемещения подающей платформы. Известно также устройство для подачи многослойного настила к вырубоч ному прессу, содержащее стол для раз мещения настила, подаюцую платформукаретку, механизм прижима для закреп ления настила на подающей платформе с регулятором усилия прижима, механизм перемещения подающей платформы, фиксатор рабочего положения, в котором достигнута стабильность усилия прижима настила к подающей платформе L21. . Недостатком известного устройства является то, что оно конструктивно более сложно, обладает большими инерционными силами, что приводит к неточности подачи. Целью изобретения является повышение производительности и точности подачи настила. Поставленная цель достигается тем, что в устройстве для подачи многослойного настила к вырубочному прессу, содержащем ленточный транспортер для размещения настила, подающую каретку, расположенную на напра:вляющих станины, с механизмом ее перемещения вдоль ленточного транспортера,имеющим цепную передачу, и с прижимом настила, установлен ным с возможностью возвратно-поступательного перемещения в вертикальной плоскости, ограничители шага перемещения каретки и привод, каретка имеет то 1Озные колодки, взаимодейств укхцие с направляющими станины, а прижим установлен на каретке посредством вертикальных направляющих и кинематически соединен с механизмом перемещения каретки через двуплечие рычаги, шарнирно установленные на двух противоположных сторонах каретки, одно плечо каждого рычага связано посредством соединительного звена с прижимом, а второе - с звеном цепи. Тормозные колодки выполнены регу лируемьми На фиг. 1 показано предлагаемое устройство, вид сбоку, (в момент подачи настила); на фиг. 2 - то же (в момент возвратного перемещения подающей платформы); на фиг. 3 разрез А-А на фиг. 1; на фиг. 4 разрез Б-В на фиг. 3 (фиксатор рабочего положения прижима); на фиг.5 вид В на фиг. 1 (регулятор усилия подачи настила). Устройство для подачи многослойного настила к вырубочному преосу состоит из станины 1 (фиг.1-3), стола 2 для размещения настила 3, подающей платформы 4, прижима 5 для закрепления настила 3 на платформе 4, двуплечих рычагов б, связанных посредством звеньев 7 с прижимом 5 и размещённых по боковьвы сторонам .платформы 4, регулятора 8 усилия подачи настила, имеющего направляющие 9, фиксатора 10 рабочего положения прижима 5, механизма 11 перемещения подающей платФо 1ы 4, привода, включающего электродвигатель 12, клиноременную передачу 13, редуктор 14 и цепные передачи 15 и 16. Механизм 11 перемещения платформы 4 снабжен кареткой 17, подвижно установленной посредством роликов 18 на направляющих 9 регулятора 8. На каретке 17 шарнирно закреплены двуплечие рычаги 6, связанные с цепньоли передачами 16, ведущие звездочки 19 которых жестко посажены на общем валу 20, кинематически связанном посредством цепной передачи 15 с редуктором 14. Каретка 17 имеет вертикальные пазы 21, в которых подвижно установлен прижим 5. Для ограничения пере. мещения вверх прижима 5 предназначены упорные винты 22. Стол 2 для размещения настила 3 выполнен в виде ленточного транспортера, верхняя ветвь 23 которого размещена на подающей платформе 4, а нижняя ветвь 24 размещена под платформой 4. Вет&и 23 и 24 охватЕЛэают ролики 25, которые свободно посажены на своих осях, прич&ы один из них выполнен натяжным. Фиксатор 10 рабочего положения прижима 5 размещен под платформой 4 и закреплен на станине 1. Фиксатор 10 (фиг. 1 и 3) состоит из микровыключателя 26 (фиг.4) с роликом
27, закрепленного на держателе 28, который посредством пазов 29 и винтов 30 установлен на уронштейне 31 Кронштейн 31 прикреплен к уголку 32, который закреплен на станине 1 На-кронштейне н анесена шкала 33, проградуированная в усилиях зажима настила, а на держателе 28 закреплен указатель 34, 1взаимодейству1бгций со шкалой 33. Ролик 27 мнкровыключателя 26 контактирует с плат формой 4 в момент нахождения последней в исходном (крайнем правом) положения при зажиме настила прижимом
Регулятор 8 (. 1) усилия подачи настила состоит из двух фрикционных вкладышей 35 (фиг. 5), контактирукнцих своими рабочими поверхностями с закреплён1ПФ(и на станине направляющими 9, пружин 36, нажимН ых планок 37, винтов 38, 39, указателя 40 и шкалы 41. Вкладыши 35 подвижно установлены в держателях 42, которые закреплены на каретке 17. На каждой планке 37 закреплен указатель 40, который взаимодействует со шкалой 41, прикрепленной к каретке 17 и проградуированной в усилиях подачи настила.
Пружины 36 предназначены для пос тоянного прижатия вкладашей 35 к направляющим 9, а винты 38, 39 - дл регулирования усилия сжатия пружин 36.
Рулоны 43, иэ Которых формируется настил 3, установлены в держателе 44. Дяя раскроя настила 3 предназначен вырубочный пресс 45 с опорной плитой 46, на которую подается настил 3. I
Устройство работает следующим
образом.
После установки рулонов 43 (фиг. 1) в держатель 44 ocytgecTвляют заправку полотен на верхнюю ветвь 23 ленточного транспортера.. При этом каретка 17 с подающей плат формой 4 отведена в крайнее левое положение. Заправленные полотна рулонов образуют многослойный настил Зг для подачи которого на плиту 46 пресса 45 включают привод устройства, после чегокаретка 17 с платфо{ 1ой 4 и поднятым вверх прижимом 5 (фиг. 2) перемещается в исходное (крайнее правое) положение, взаимодействует с конечным выключателем (не показан) и останавливается, а электрбдвигатель 12 посредством реле времени (не показано) переключается на реверс, в результате чего с помощью привода и цепной передачи 16 двуплечие рычаги 6 поворачиваются по часовой стрелке и посредстве звеньев 7 опукают прижим 5 вниз, осуществляя закрепление настила 3 на подающей плформе 4. Подающая платформа 4 выпонена в виде упругой балки и под дествием прижима 5 прогибается, взаимодействуя с роликом 27(дфиг. 4/ микровыключателя 26, который дает команду на выключение электродвигателя 12. ПРИ этом настил 3 остается в зажатом состоянии, а прижим 5 - в рабочем положении.
Для подачи настила 3 (фиг. 1) н плиту 46 пресса 45 рабочий-вырубщик нажимает на кнопку Подача (яе показана), в результате чего Включается электродвигатель 12 и через клиноременную передачу 13, редуктор 14 и цепные передачи 15, 16 перелает движение двуплечим рычагом 6, которые шарнирно закреплены на каретке 17. Усилие от рычагов 6 одновременно передается на прижим 5 и каретку 17. Величина этого усилия зависит от настройки регулятора 8, который настраивают с учетом требуемого усилия зажима и подачи настила 3 без смещения слоев. При достижении этого усилия каретка 17 с помощью цепной передачу 16 перемещается влево, осуществляя подачу настила 3 на плиу ту 46 пресса 45. Совместно с настилом перемещается верхняя ветвь 23 транспортера. В крайнем левом положении (после подачи настила на шаг) каретка 17 взаимодействует с конечным выключателем (не показан) , который дает команду на переключение электродвигателя 12 на реверс. При этом каретка 17 с платФормой 4 останавливается, а рычаги 6 с помощью цепной передачи 16 поворачиваются против часовой стрелки и посредством звеньев 7 перемещают прижим 5 ввэрх до упорных винтов 22, освобождая настил 3 В результате силового контакта прижима 5 с упорными винтами 22 тя.говое усилие цепной передачи 16 посредством рычагов 6 передается каретке 17, которая совершает возвратное движение, а в исходнш (крайнем правом) положении взаимодействует с конечным выключателем (не показан) и останавливается. При этом электродвигатель 12 посредством реле времени переключается на реверс, в результате чего рычаги 6 поворачиваются по часовой стрелке и ,посредством звеньев 7 опускгивт прижим 5, фиксируя настил 3 на платформе 4, которая в этот момент находится в неподвижном состоянии. ПлатфО1 4а 4 под действием прижима 5 прогибается, нажимает на ролик 27 микровыключателя 26, который дает команду на останов электродвигателя 12, и прижим 5 фиксируется в рабочем положении.
Таким образом, каретка 17 с плат формой 4 и прижим 5 находятся в исходном положении и подготовлены для последуюмей подачи настила на шаг вырубки. Положение по высоте микровыключателя Йб {фиг. 4) регулируют с помощью пазов 29 и винтов {30 так, чтобы зажима настила прижимом 5 соответствовало прогибу, платформы для взаимодействия ее с роликом 27 и было меньше усилия, необходимого для преодоления тормозного усилия регулятора 8(фиг.1) и движения каретки 17. В этом случае осуществляется закрепление настила прижимом 5 на платформе 4, когда последняя находится в исходном положении, т.е. в неподвижном (статическом) состоянии. При последующем включении привода для подачи настила на шаг вырубки прижим 5 находится в рабочем (нижнем) положении и отпадают затраты времени на его опускание. С момента вклю.чения привода осуществляется подача настила; При возвратном движении каретки 17 (фиг. 2)платформа 4 перемещается под верхней ветвью 23 транспортера, что предотвращает сдвиг слоев настила.
Усилие подачи настила регулируется регулятором 8 (фиг. 1). Для осуществления этой регулировки завинчивают (увеличение усилия) или вывинчивают (уменьшение усилия) винты 38 (фиг. 5) соответственно увеличивают или уменьшают сжатие пружин 36 планкой 37, которые прижимают вкладыш 35 к направляющей 9. Положение планки 37 фиксируют сто порными винтами 39. При регулировке усилия контролируют его величину с помощью указателя 40 и шкалы 41. Величину шага подачи настила регулируют перестановкой конечного
выключателя (не показан), с которым взаимодействует каретка 17,в момент окончания подачи настила на требуемую величину. Величину подъема прижима 5 (фиг, 1 и 2) регулируют с помощью упорных винтов 22.
Синхронность движения рычагов 6 и перемещение каретки 17 без перекосов обеспечивается тем, что ведущие звездочки 19 тяговых цепных передач 16 жестко посажены на общем валу 20.
Применение предложенного устройства позволяет повысить производительность труда за счет подачи настила на шаг требуемой формы для взаимодействия ее с роликом 27 и уменьшения усилия, необходимого для преодоления тормозного усилия регулятора 8 и движения каретки 17. В зтом случае осуществляется закрепление настила прижимом 5 на платформе 4 когда последняя находится в исходном положении, т.е. в неподвижном состоянии. При последующем .включении привода для подачи настил на шаг вырубки прижим 5 находится в рабочем (нижнем) положении и отпадают затраты времени на его опускание. С момента включения привода осуществляется подача настила. При возвратном движении каретки 17 платформа 4 перемещается под верхней ветвью 23 транспортера, что предотвращает сдвиг слоев настила. Усилие подачи настила регулируется регулятором 8.
Применение изобретения позволяет повысить производительность труда за СЧ6Т подачи настила на шаг требуемой величины за один ход подакяцей платформы и упростить конструкцию устройства.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи многослойного настила к вырубочному прессу | 1981 |
|
SU1036648A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1980 |
|
SU931627A1 |
| Устройство для подачи многослойногоНАСТилА K ВыРубОчНОМу пРЕССу | 1979 |
|
SU844528A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1980 |
|
SU929521A1 |
| Устройство для подачи многослойного настила волокнистого материала к вырубочному прессу | 1983 |
|
SU1138374A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1985 |
|
SU1286487A1 |
| УСТРОЙСТВО.ДЛЯ ПОДАЧИ МНОГОСЛОЙНОГО HACTIdЛA К ВЫРУБОЧНОМУ ПРЕССУ | 1979 |
|
SU825431A1 |
| Устройство для подачи многослойного настила рулонного материала к вырубочному прессу | 1983 |
|
SU1137045A1 |
| Устройство для подачи и фиксации многослойного настила вырубочного пресса | 1983 |
|
SU1326617A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1986 |
|
SU1377233A1 |

1. УСТРОЙСТВО ДЛЯ ПОДАЧИ МНОГОСЛОЙНОГО НАСТИЛА К ВЫРУБОЧНОМУ ПРЕССУ, содержащее ленточный транспортер для размещения настила, подакядую каретку, расположенную на направляквдих станины, с механизмом ее перемещения вдоль ленточного транспортера, именвдим цепную передачу, и с прижимом настила, установленным с возможностью возвратно-поступательного перемещения в вертикальной плоскости, ограничители шага перемещения каретки и привод, отличающееся тем, что, с целью поввлшения производительности и точности подачи настила, каретка имеет тормозные колодки, взаимодействукяцие с направлякяцими станины, а прижим установлен на каретке по средством вертикальньсх направляю1щих и кинематически соединен с механизмом перемещения каретки че- . рез двуплечие рычаги, шарнирно установленные на двух противоположных сторонах каретки, одно плечо Q каждого рычага связано посредством соединительного звена с прижимом, а (Л второе - с звеном цепи. 2. Устройство по п. 1, отличающееся тем, что тормозные колодки выполнены регулируемыми.
J
1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для подачи многослойногоНАСТилА K ВыРубОчНОМу пРЕССу | 1979 |
|
SU844528A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО.ДЛЯ ПОДАЧИ МНОГОСЛОЙНОГО HACTIdЛA К ВЫРУБОЧНОМУ ПРЕССУ | 1979 |
|
SU825431A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| . | |||
