(5) УСТРОЙСТВО ДЛЯ ПОДАЧИ МНОГОСЛОЙНОГО НАСТИЛА К ВЫРУБОЧНОМУ ПРЕССУ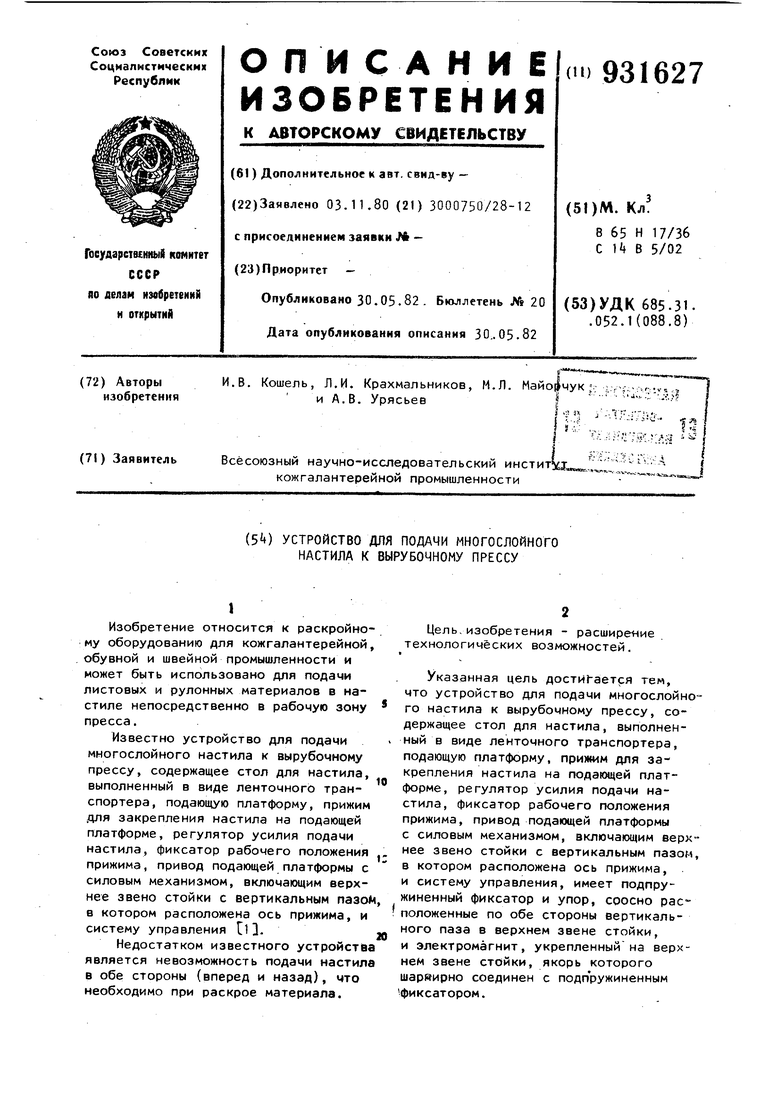

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи многослойного настила к вырубочному прессу | 1981 |
|
SU1066925A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1985 |
|
SU1286487A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1981 |
|
SU1036648A1 |
| Устройство для подачи многослойногоНАСТилА K ВыРубОчНОМу пРЕССу | 1979 |
|
SU844528A1 |
| Устройство для подачи многослойного настила волокнистого материала к вырубочному прессу | 1983 |
|
SU1138374A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1990 |
|
SU1724560A1 |
| Устройство для подачи многослойного настила рулонного материала к вырубочному прессу | 1983 |
|
SU1137045A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1980 |
|
SU929521A1 |
| Устройство для подачи многослойного настила материала к вырубочному прессу | 1985 |
|
SU1370142A1 |
| УСТРОЙСТВО для ПОДАЧИ МНОГОСЛОЙНОГО НАСТИЛА к ВЫРУБОЧНОМУ ПРЕССУ | 1971 |
|
SU302916A1 |
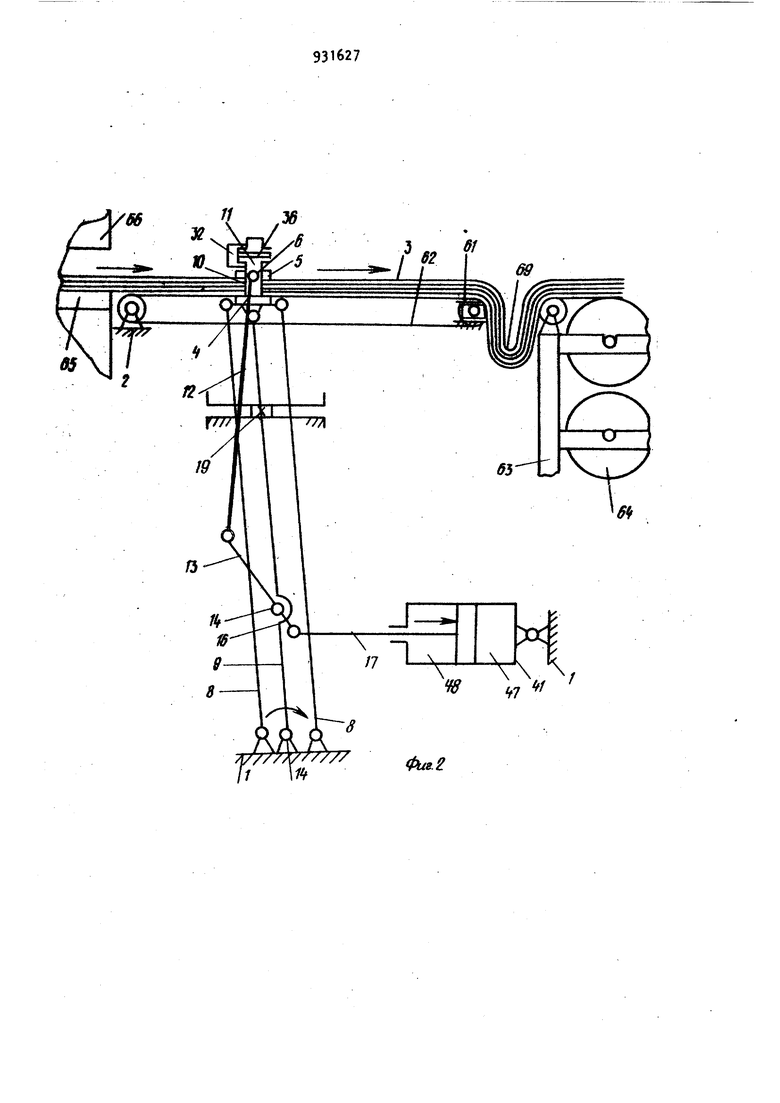

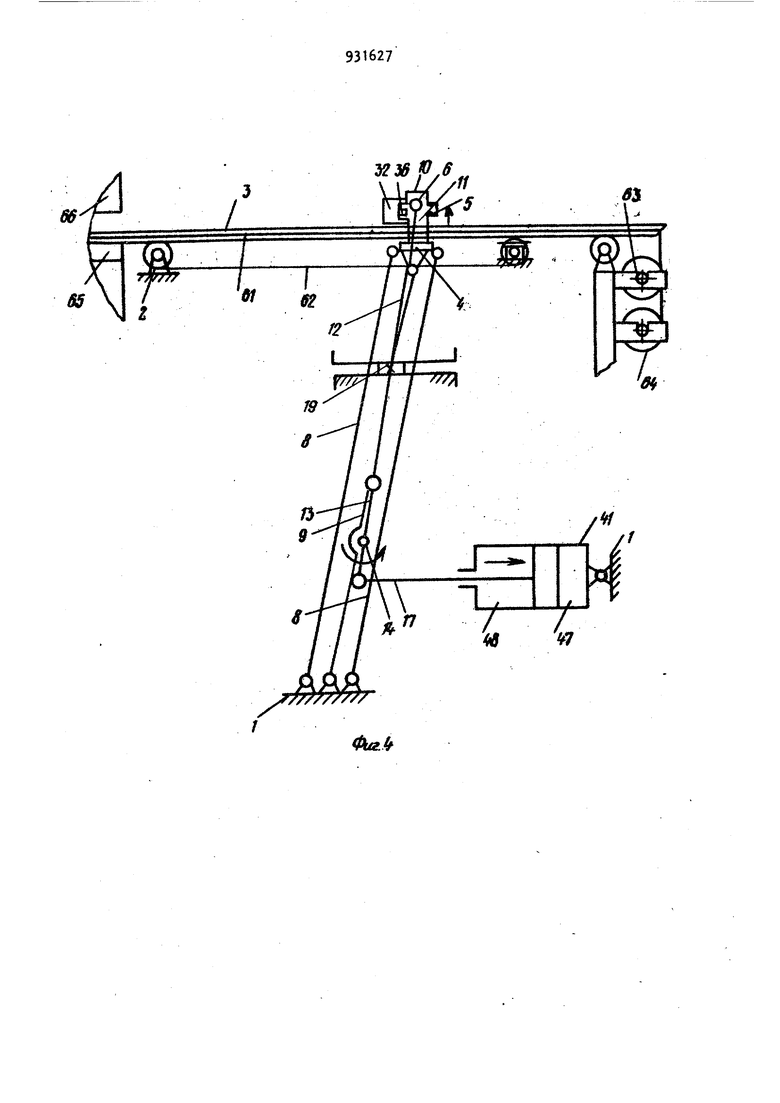
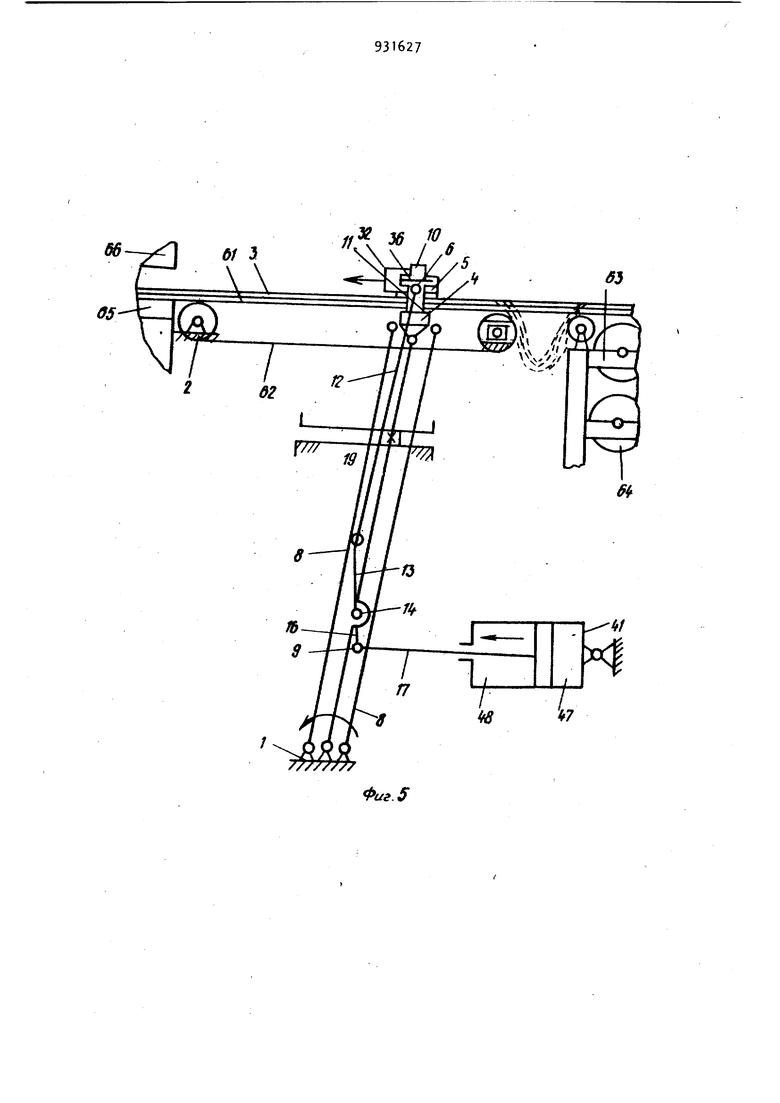
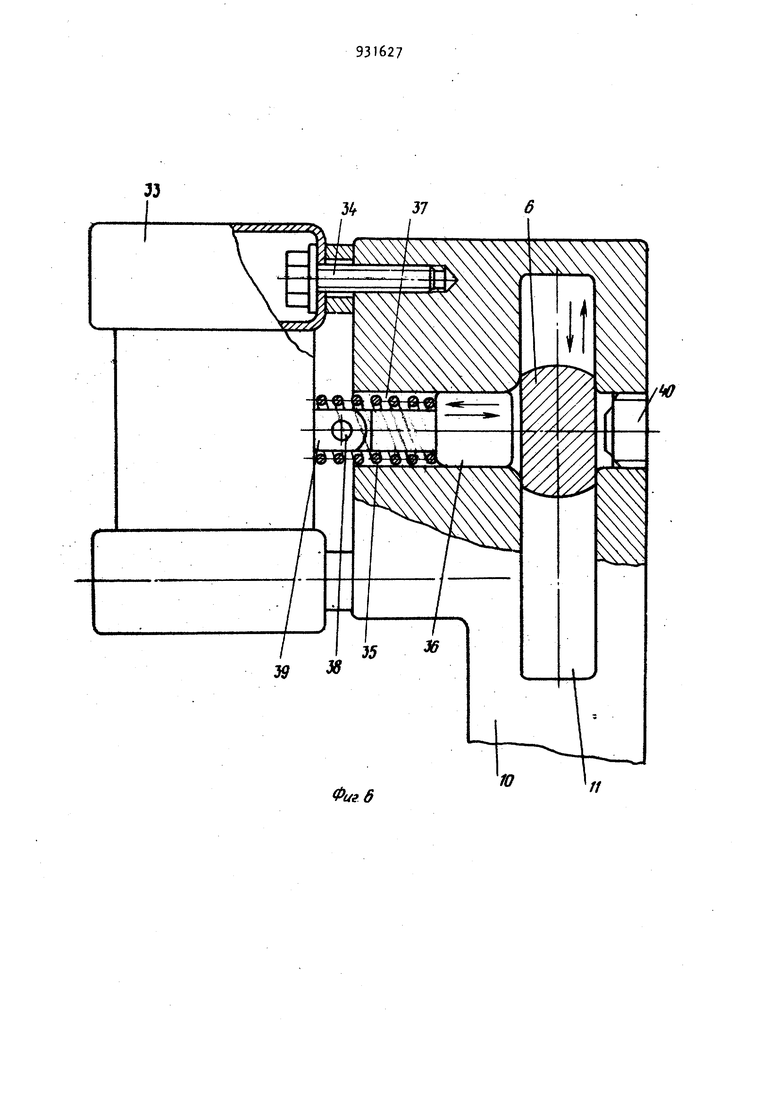
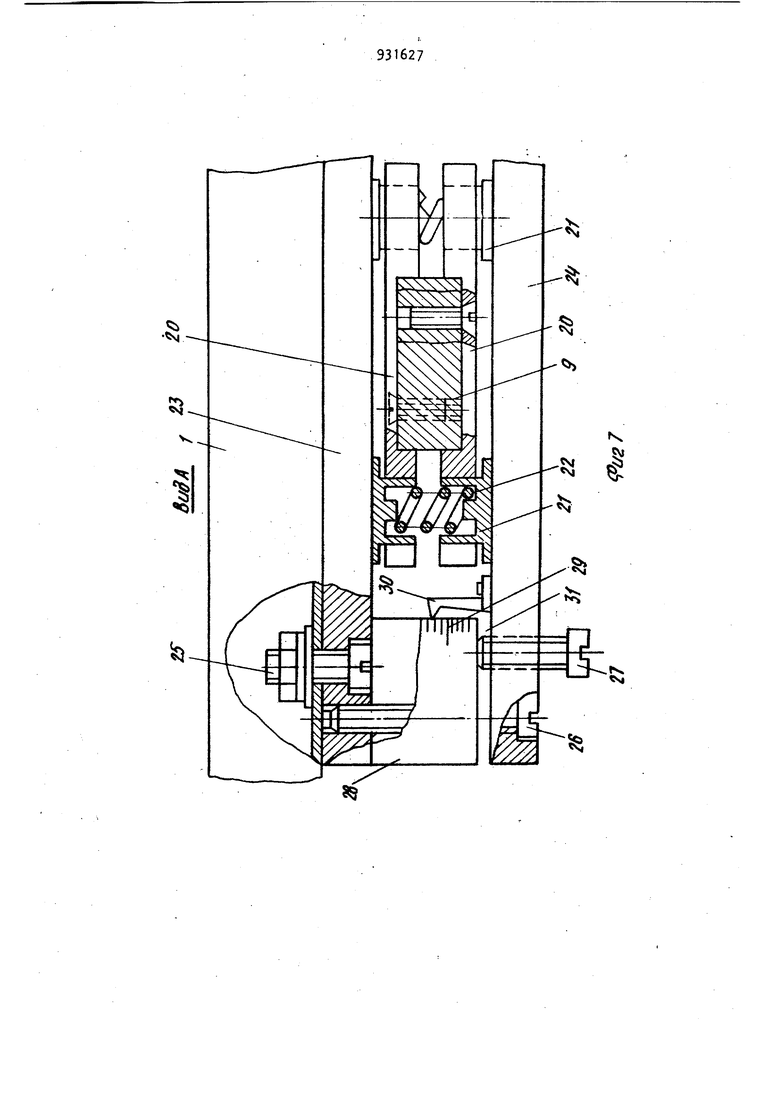
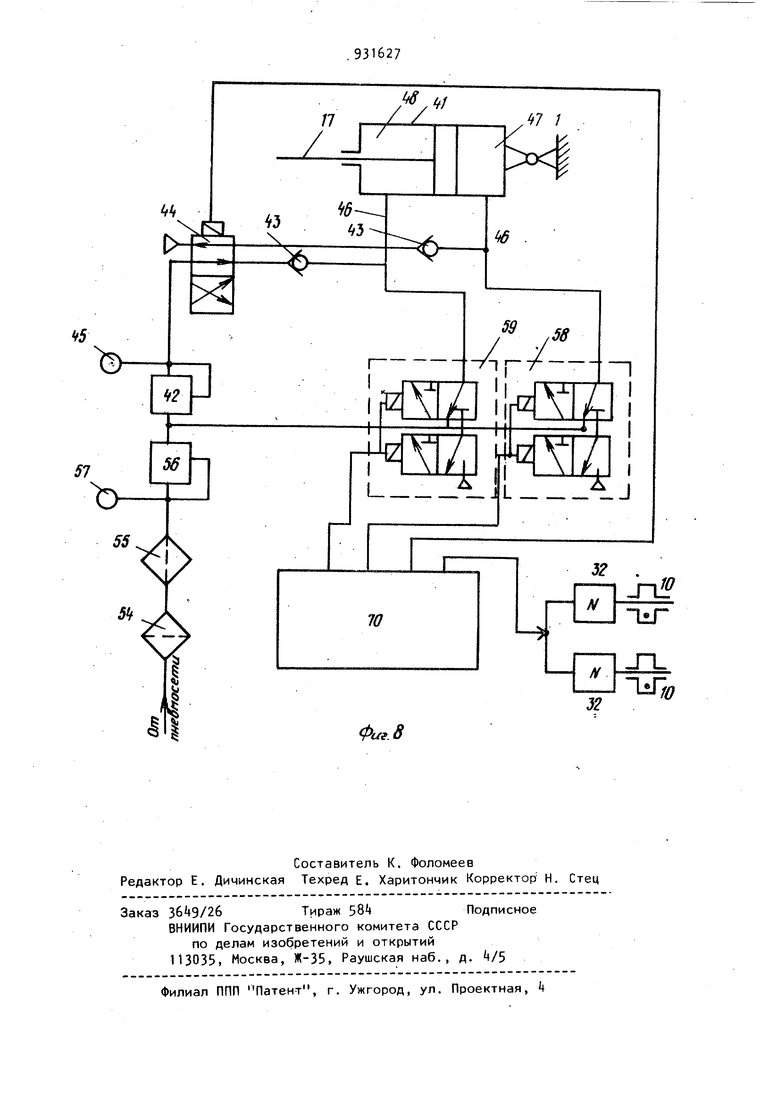
Изобретение относится к раскройному оборудованию для кожгалантерейной, обувной и швейной промышленности и может быть использовано для подачи листовых и рулонных материалов в настиле непосредственно в рабочую зону пресса. Известно устройство для подачи многослойного настила к вырубочному прессу, содержащее стол для настила, выполненный в виде ленточного транспортера, подающую платформу, прижим для закрепления настила на подающей платформе, регулятор усилия подачи настила, фиксатор рабочего положения прижима, привод подающей платформы с силовым механизмом, включающим верхнее звено стойки с вертикальным пазом в котором расположена ось прижима, и систему управления tl. Недостатком известного устройст1ва является невозможность подачи настила в обе стороны (вперед и назад), что необходимо при раскрое материала. Цель,изобретения - расширение технологических возможностей. Указанная цель достй -ает9Я тем, что устройство для подачи многослойного настила к вырубочному прессу, содержащее стол для настила, выполненный в виде ленточного транспортера, подающую платформу, прижим для закрепления настила на подающей платформе, регулятор усилия подачи настила, фиксатор рабочего положения прижима, привод подающей платформы с силовым механизмом, включающим верхнее звено стойки с вертикальным пазом, в котором расположена ось прижима, и систему управления, имеет подпружиненный фиксатор и упор, соосно расположенные по обе стороны вертикального паза в верхнем звене стойки, и электромагнит, укрепленный на верхнем звене стойки, якорь которого шарйирно соединен с подпружиненным фиксатором. На фиг. 1 изображена схема устройства в момент подачи настила вперед : к прессу; на фиг 2 - то же, вид сбоку в момент подачи настила назад; на фиг. 3 - устройство в момент возвратного движения подающей платформы после подачи настила вперед; на фиг. - устройство в крайнем правом положении в момент подъемного хода прижима при изменении направления подачи настила; на фиг. 5 - устройство в момент возвратного движения подающей платформы после подачи настила назад; на фиг. 6 - механизм ограничения подъемного хода прижима; на фиг. 7 - вид А на фиг. 1; на фиг. 8 пневматическая схема устройства и пневматическая схема фиксатора рабочего положения режима. Устройство для подачи многослойного настила к вырубочному прессу содержит станину 1, стол 2 для настила 3, выполненный в виде ленточного тиэанспортера, подающую платформу 4, прижим 5 с осью 6 для закрепления настила 3 на подающей платформе, привод подающей платформы k, Состоящий из стоек 7, каждая из которых представляет собой шарнирный параллелограмм, состоящий из двух боковых звеньев 8, несущей стойки 9 и шарнирно связанного с ними верхнего зве на 10, снабженного вертикальным пазом 11. К верхнему .звену 10 жестко прикреплена платформа , а в его вер тикальном пазу П размещена ось 6 прижима 5, которая посредством соеди нительного звена 12 шарнирно связана с верхним плечом 13 двуплечего рычага k. Двуплечий рычаг 1 посредст вом оси 15 шарнирно установлен на несущих стойках 9, а его нижнее плечо 16 шарнирно связано со штоком 17 силового механизма. Плечи 13 и 16 двуплечего рычага It жестко закреплены на оси.15. Стойки боковых звень ев 8 шарнирно связаны со станиной 1, а несущие стойки 9 жестко закреплены на общей оси 18, установленной в отверстиях станины 1 с возможностью поворота. С несущими стойками 9 связан регулятор 19 усилия подачи насти ла, состоящий из двух закрепленных на стойке 9 планок 20, в отверстиях которых соосно расположены вкладыши 21 и постоянно прижаты пружинами 22 к направляющим 23 и 2. Направляющая 23 закреплена на станине болтами 25, а между собой направляющие 23 и 93 4 k скреплены регулировочными винтами 6 и 27 посредством вкладыша 28, на отором размещена шкала 29, програуированная в единицах усилия зажима подачи настила. Шкала 29 взаимодейтвует с указателем 30 усилия подачи астила, закрепленным на направляюей 2k. Для регулирования винтами 6 и 27 рабочего зазора между наравляющими 23 и 2k имеется зазор 31 ежду вкладышем 28 и направляющей 2. Градуировка шкалы 29 выполнена с учеом тарировочного графика пружин 22, коэффициента трения вкладышей 21 по аправляющим 23 и 2k и передаточного тношения звеньев 13, 16 и 7. Устройство снабжено механизмом 32 ограничения подъемного хода прижима 5, смонтированным на верхних концах стоек 7 и состоящим из электромагнита 33, прикрепленного винтами 3 к верхнему звену 10, подпружиненного пружиной 35 фиксатора Зб, который размещен в отверстии 37 верхнего звена 10 и с помощью шарнира 38 связан с якорем 39 электромагнита 33. В крайнем правом положении фиксатор 36 контактирует с упором kO. Силовой механизм со-. стоит из силового пневмоцилиндра 1, шарнирно закрепленного на станине 1, шток 17 которого шарнирно связан с нижним плечом 16 двуплечего рычага k. Фиксатор рабочего положения прижима состоит из регулятора k2 давлеобратного клапана «3, воздухонияраспределителя kk, манометра 5, которые воздуховодами 6 связаны с рабочими полостями 7 и 8 силового пневмоцилиндра k, Механизм для останова стоек в исходном положении состоит из закрепленного на оси 18 кулачка 49 с рабочими элементами 50, которые установлены с возможностью регулирования их расположения по окружности кулачка и закреплены вин1ами 51. Рабочие элементы 50 взаимодействуют с концевыми выключателями 52 и 53. Для подготовки сжатого воздуха и .управления работой силового пневмоцилиндра 41 предназначен влагоотделитель k, маслораспылитель 55, регулятор 56 давления, манометр 57 и воздухораспределители 58 и 59. Ленточный транспортер 2 состоит из установленных на станине. 1 двух роликов 60 и гибкой замкнутой ленты,верхняя ветвь 61 которой расположена на подающей платформе k, а нижняя - б2 под платформой. Оба ролика 60 выполнены свободно вращающимися, один натяжной. Устройство имеет рулонодержатель 63 для размещения на нем рулонов 6, настил 3 из полотен которых расположен на верхней ветви 61 транспортера 2 и на опорной плите б5 вырубочного пресса 66. Для ограничения поворота стоек 7 при повышенной точности шага подачи предназначены регулируемые упоры 67 и 68, которые закреплены на станине 1. Между транспортером 2 и рулонодержателем 63 предусмотрен зазор для размещения участка настила в виде петли б9, который образуется при подаче настила 3 назад. Уст ройство имеет пульт управления 70.
Устройство работает следующим образом.
Для заправки настила 3 в устройство включают и отводят подающую платформу Ц с прижимом 5 в крайнее левое положение, после чего ко нец настила, формируемого непосредственно из рулонов 64 или поступившего из настилочного стола, укладывают на верхнюю ветвь 61 транспортера 2 и зэтем снова включают привод устройства, в результате чего подающая платформа k с прижимом 5 перемещаются в зону размещения конца настила, захватывают его и транспортируют на опорную плиту 65 прессу 66. В процессе раскроя настила исходным положением подающей платформы j может быть крайнее правое, или левое, или среднее положение в зависимости от направления подачи настила и величины шага подачи. При подаме настила 3 вперед исходным положением подающей платформы k является крайнее правое, а прижим 5 опущен и прижимает настил 3 вместе с верхней ветвью б1 транспортера к платформе 4. При этом бесштоковая полость i силового пневмоцилиндра k соединена с магистралью низкого давления воздуха посредством фиксатора рабочего положения прижима 5, содержащего регулятор 42 давления, воздухораспределитель 44 и обратный клапан 43. Штоковая полость 48 пневмоцилиндра 41 соединена с атмосферой. Регулятор 42 давления настроен на более низкое давление сжатого воздуха, чем регулятор 5б, в связи с чем прижим 5 зажимает настил 3 при неподвижном состоянии подающей платформы 4. При крайнем правом положении платформы 4 один из
316276
рабочих элементов 50 кулачка 49 контактирует с конечным выключателем 53. Для осуществления подачи настила 3 вперед включают привод подающей 5 платформы 4. При зтом срабатывает воздухораспределитель 58, который соединяет бесштоковую полость 47 пневмоцилиндра 41 с магистралью сжатого воздуха высокого давления, ле чего перемещается шток 17 и взаимодействует с двуплечим рычагом 14, благодаря чему прижим 5 с большим усилием зажимает настил 3 и вместе
с подающей платформой 4 и верхней 5 ветвью б1 транспортера настил перемещается к прессу 66, а стойки 7 поворачиваются против часовой стрелки. Усилие зажима и подачи настила соответствует отрегулированному уси20 ЛИЮ регулятора 19, связанного с несущей стойкой 9. При повороте стоек 7 тормозное усилие регулятора 19 преодолевается усилием, развиваемым пневмоцилиндром 41. Подача настила
25 осуществляется на величину отрегулированного шага подачи с помощью кулачка 49. При этом в крайнем левом ; положении платформы 4 один из рабочих) элементов 50 кулачка 49 взаимодействует с конечным выключателем 52, в результате чего переключается воздухораспределитель 53 и соединяет бесштоковую полость 47 пневмоцилиндра 41 с атмосферой, распределитель 59 соединяет штоковую полость 48 с магистралью высокого давления. Шток 17 перемещается вправо (стойки 7 и платформа 4 при этом остаются неподвижными благодаря тормозному усилию регулятора 19) и поворачивает двуплечий рычаг 14 против часовой стрелки, а прижим 5 с осьюб/осуществляет подъем, ный ход до силового контакта со штоком Зб механизма 32 ограничения подъ j емного хода прижима. После этого стойки 7 поворачиваются по часовой стрелке и платформа 4 возвращается в исходг ное крайнее правое положение, в котором один из рабочих элементов 50 кулачка 49 взаимодействует с конечным
jO выключателем 53, в результате чего воздухораспределитель 59 переключается и штоковая полость 48 цилиндра 41 соединяется с атмосферой, а бесштоковая полость 47 соединяется с магистралью низкого давления посредством воздухораспределителя 44, в связи с ifeM стойки 7 и платформа 4 останавливаются, шток 17 перемещается влево 793 и поворачивает двуплечий рычаг 1Н по часовой стрелке, прижим 5 опускается и зажимает настил 3 на неподвижной подающей платформе k. После этого производят раскрой настила 3 на прессе 66. Для подачи настила 3 назад, от пресса, осуществляют сначала поворот против часовой стрелки двуплечего ры чага в положение Подача назад .с помощью механизма 32 ограничения подъема хода прижима, фиксатора его положения и пневмоцилиндра Д1, после чего с помощью привода отводят стойки 7 с подающей платформой k в крайнее левое положение, в котором прижим 5 с.помощью фиксатора занимает рабочее положение. После этого включают привод и осуществляют подаму настила назад. Для перевода двуплечего рычага 1 в положение Подача назад включают электромаг ниты 33, в результате чего фиксаторы 36, преодолевая сопротивление пружин 35, перемещаются влево, освобождая пазы 11для подъемного хода оси 6 прижима 5. Одновременно включается воздухораспылитель k, соединяя магистраль низкого давления со штоковой полостью 8 цилиндра tl, а бесштоковая полость 7 соединяется с атмосферой с помощью распределителя 58, в резул тате чего шток 17 перемещается вправ поворачивает рычаг 1 против часовой стрелки, который с помощью звеньев 12сначала поднимает прижим 5 в край нее верхнее положение, а затем опуск ет прижим 5. Электромагниты 33 выклю чаются и фиксаторы 36 перекрывают пазы 11, контактируя с упорами 0. Поспе этого включают привод и шток 17 перемещается влево, поворачивая рычаг по часовой стрелке, который поднимает прижим 5 с осью 6 до силового контакта с фиксатором 36, после чего стойки 7 с подающей платформой 4 перемещаются в крайнее левое положение, занимая исходное рабочее положение. Формула изобретения Устройство для подачи многослойного настила к вырубрчному прессу, содержащее стол для настила, выполненный в виде ленточного транспортера, подающую платформу, прижим для закрепления настила на подающей платформе, регулятор усилия подачи настила, фиксатор рабочего положения прижима , привод подающей платформы с силовым механизмом, включающим верхнее звено стойки с вертикальным пазом, в котором расположена ось прижима, и систему управления, отличающееся тем, что, с целью расширения технологических возможностей, оно имеет подпружиненный фиксатор и упор, соосно расположенные по обе стороны вертикального паза в верхнем звене стойки, и электрома - нит, укрепленный на верхнем звене стойки, якорь которого шарнирно соединен с подпружиненным фиксатором. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2800131/28-12, кл. В 65 Н 17/36, 1979. ,
V./
-л/у// / //у Г/ U
Фиг 2 3f Д Ю
6 X
Фиг.$ /о
