«
Изобретение относится к металлургии, в частности к технологии прокатки фасонных профилей на сортопрокатных станах.
Цель изобретения - улучшение качества и точности профилей при одновременном повышении производительности стана.
На фиг.1-4 показана последовательность формирования соединительной перемычки с последующим ее разрушением при взаимном сведении отогнутых участков профилей в исходное положе- ьше.
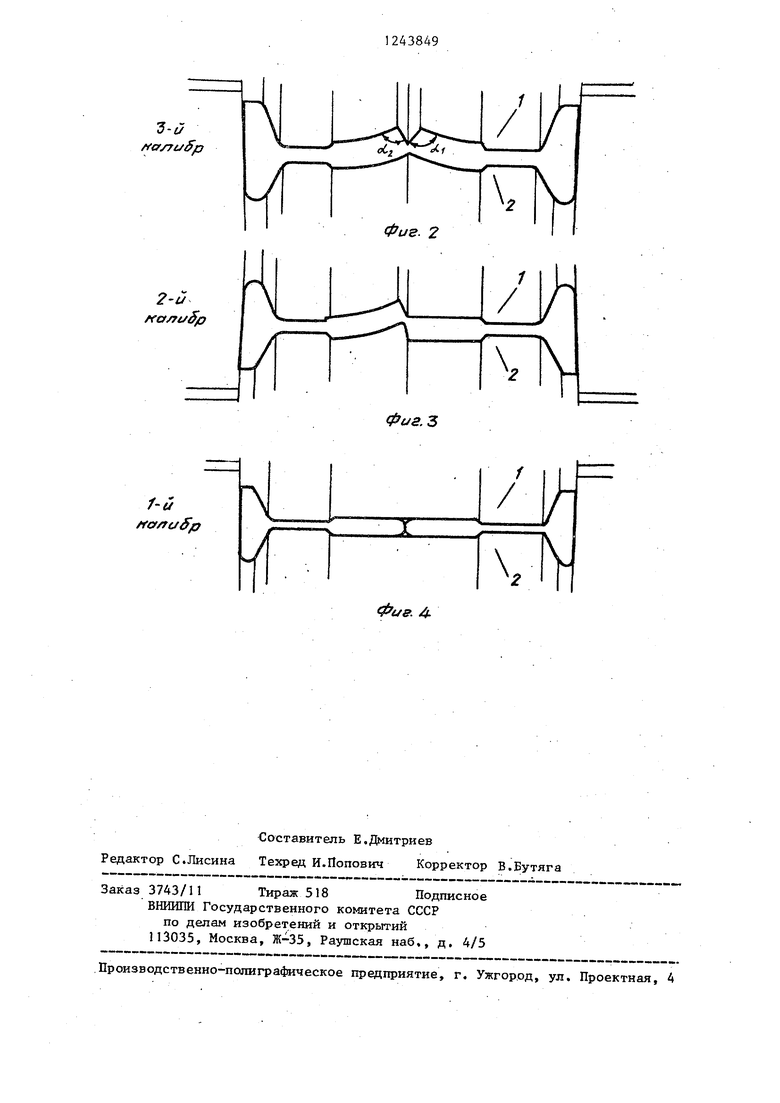
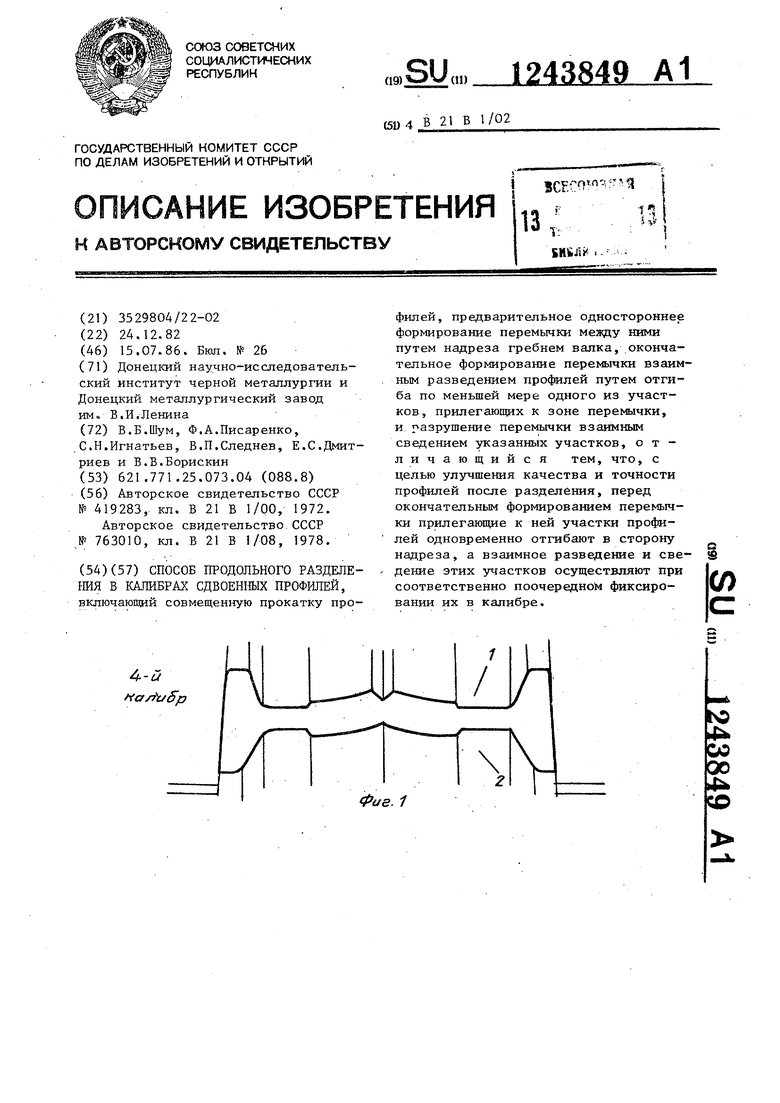
Предварительньй надрез в зоне будущего разделения осуществляют с помощью .кольцевого гребня 1 при одновременном отвороте частей 2 профиля в сторону надреза (фиг.1). В следующем калибре формируют окончательную ветшчину соединительной перемычки и заканчивают поворот частей 2 профиля в сторону надреза (фиг.2)« В следующем калибре ,(фиг.З) осуществляется ослабле1-ше полученной соединительной перемычки путем возврата одного из отогнутых участков в соос- но.:е с валками положение при одновременной фиксации калибром второго отогнутого участка. В последнем калибре (фиг. 4) осз Ществляется разрушение соединительной перемычки путем возврата второго отогнутого участка в соосное с валками положение при одновременной фиксации в калибр.е, ранее отогнутого участка. Такой .прием поочередного возврата казвдого из отогнутых участков в соосное с валками положение в двух последних калибрах позволяет обеспечить надежную фиксацию одного из разделяемых профилей в момент захвата, вертикальность торцовых плоскостей профилей в зоне разделения, исключает продольное скручивание полос и, как следствие этого, позволяет избежать различной ширины разделенных профилей.
I Пример. Берут профиль лифто- . вых яаправляюгцих № 2, прокатываемый на крупносортном стане 750, Из чернового фасонного калибра раскат задают в четвертый фасонный кагсибр, в котором с помощью кольцевых гребней в месте будущего разделения осу1цест- вляют предварительный надрез металла и поворот головок профилей в сторону верхнего валка (фиг.1). Средняя
2438А92
вытяжка в этом калибре составляет 1,4,. Полученный раскат из четвертого калибра задают в третий калибр, где с помощью кольцевых гребней
5 формируют окончательную величину ослабленного сечения (перемычки), равную 3 мм.Головки профиля лифтовых направляющих повторно поворачивают в сторону верхнего валка так, чтобьг
to угол 92°, а угол с, 95 фиг.2, При среднем коэффициенте вытяжки в калибре 1,32 углы с(, 92 и 95° обеспечивают в посг1едующих (во втором и первом) калибрах получение
15 качествен а 1х кромок и вертикальность в зоне будущего разделения. Далее раскат, полученный в третьем калибре, зйдают во второй пред чистовой калибр, где головку правого профиля
20 лифтовых направляющих возвращают
в исходное горизонтальное положение, ослабляя соединительную перемычку перед ее разрушением, строго фикси- , .руя при этом горизонтальный размер и
25 вертикальность торцовой плоскости|фиг .3),
Средний коэффициент вытяжки в этом калибре равен 1 , 25 , что обеспе - чивает устойчивость сдвоенного профиля лифтовых направляющих в этом
30 калибре. Раскат из второго калибра затем задают в первый чистовой калибр, Б котором головку левого про- фил; возвращают в исходное горизонтальное положение, где строго фик- его горизонтальные размеры, поло гени е относительно правого профиля и вертикальность торцовой плоскости (фиг.4), В чистовом калибре средний коэффициент вытяжки равен 1,22, в том числе: по головке он равен 1,12, по подошве профиля 1,30, Это неравенство коэффициентов вытяжки обеспечивает прямолинейность выхода разделенных профилей лифтовых направляющих из чистового калибра Установлено, что для улучшения качества кромок и вертикальности торцовых плоскостей в зоне разделения углы при верцинах, отвернутых в сто- одного из валков участков, долж ны быть доя участка, подлежащего возврату первым, ot 94-100°, вторым- «-- 91-96°. Для обеспече- -ния прямолинейности в ыхода разде- ленных профилей коэффициент вь тяж-55 kH удаленного участка должен быть в 1,2-1,4 раза больше, чем участка, непосредственно прилегающего к зоне paздeJ ceкия сдвоенных профилей.
35
40
i u
Cf/Tc/fp
Составитель Е.Дмитриев Редактор С.Лисина Техред И.Попович Корректор
Заказ 3743/11Тираж 518Подписное
ВНИИШ Государственного кo Jитeтa СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Фиг.З
Фие. 4.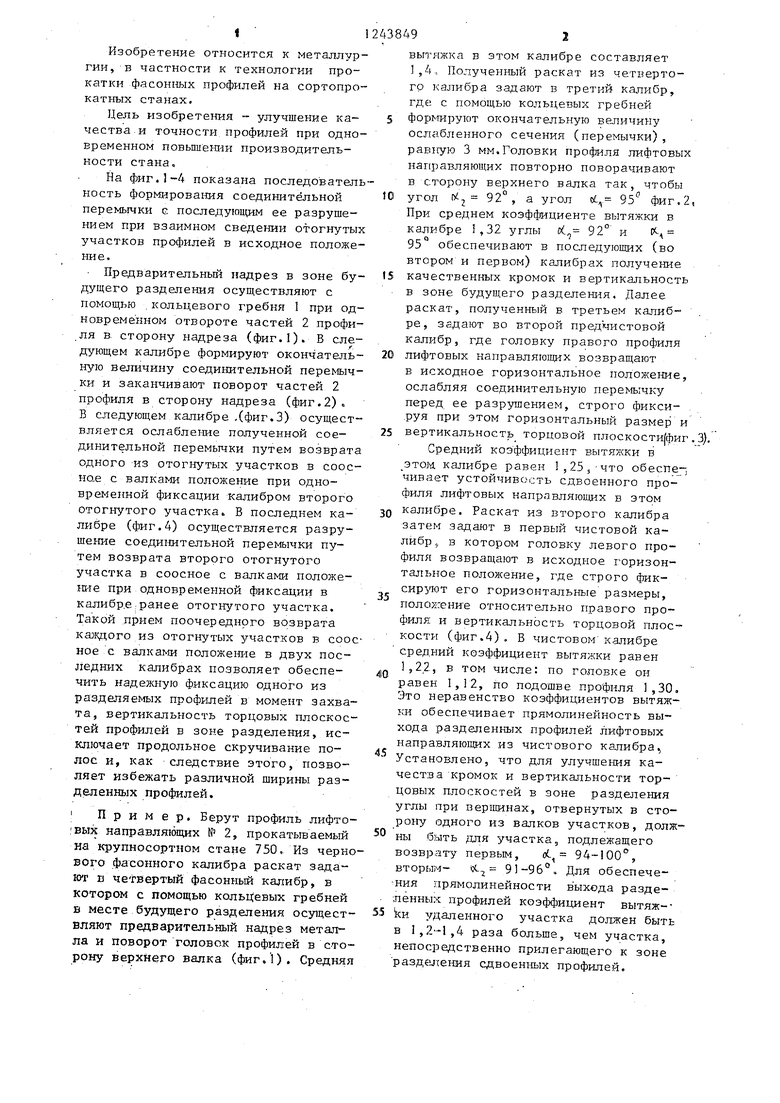
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления фасонных профилей | 1977 |
|
SU707662A1 |
| Способ продольного разделения сдвоенных прокатных профилей | 1978 |
|
SU763010A1 |
| Способ производства проката | 1982 |
|
SU1034797A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПРУТКОВ | 2000 |
|
RU2162381C1 |
| СПОСОБ ПРОИЗВОДСТВА ФАСОННОГО ПРОКАТА | 2012 |
|
RU2491139C1 |
| Способ производства сортовых профилей в совмещенном виде | 1989 |
|
SU1630865A1 |
| Способ разделения сдвоенных профилей при прокатке | 1977 |
|
SU721133A1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2284872C1 |
| Способ изготовления изделий | 1975 |
|
SU692660A1 |
| Способ производства сортовых заготовоки КАлибР для ЕгО ОСущЕСТВлЕНия | 1977 |
|
SU822932A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 1972 |
|
SU419283A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Авторское свидетельство | |||
| Способ продольного разделения сдвоенных прокатных профилей | 1978 |
|
SU763010A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
