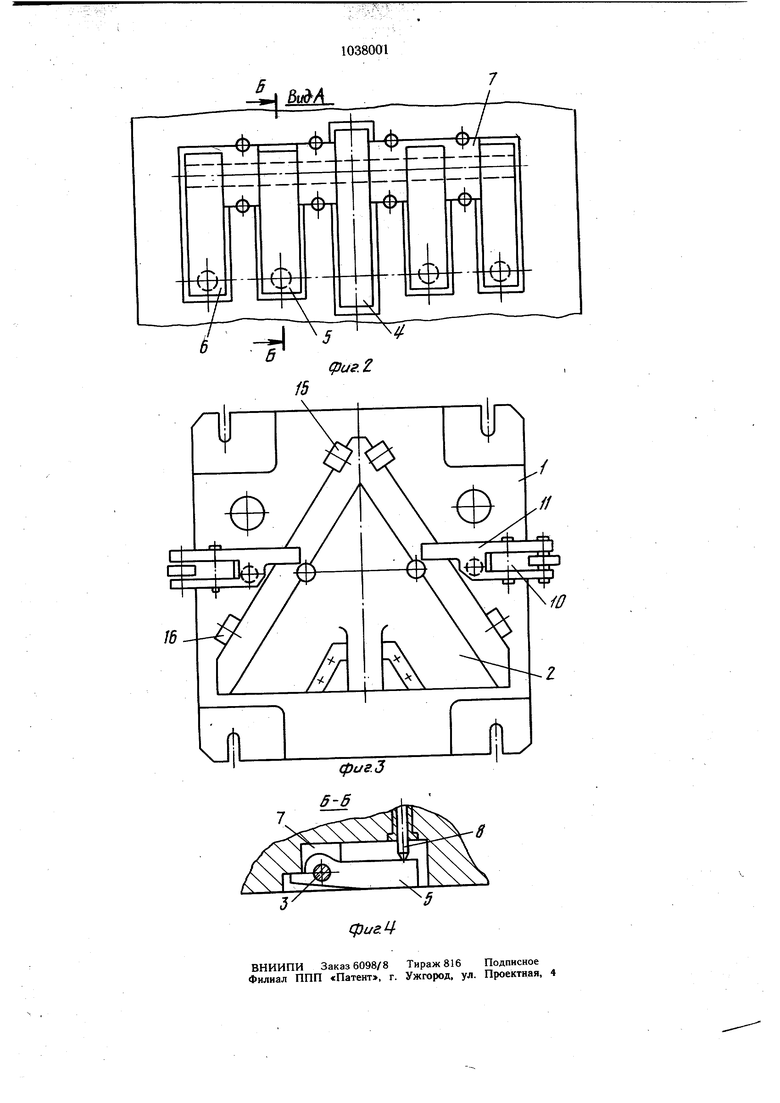
Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для листовой штамповки, и может быть использовано в тех случаях, когда загрузка и выгрузка изделия осуществляется автоматически, например с помош,ью манипулятора. Известен штамп, у которого жесткие выталкиватели, находяшиеся в матрице, приводятся в действие от ползуна пресса 1. Недостатком указанной конструкции является невысокая надежность работы при выталкивании изделия. Известен штамп для листовой штамповки, содержаш.ий верхнюю и нижнюю плиты со смонтированными на них соответствен-, но пуансоном и матрицей, а также механизм прижатия заготовки, узел фиксации и узел выталкивания готового изделия 2. Недостатком известного штампа является невысокая надежность работы, что обусловлено конструктивными особенностями механизма прижатия заготовки. Цель изобретения - повышение надежности работы штампа. Поставленная цель достигается тем, что в штампе для листовой штамповки, содержашем верхнюю и нижнюю плиты со сментированными на них соответственно пуансоном и матрицей, а также механизм прижатия заготовки, узел фиксации заготовки и узел зыталкивания готового изделия, механизм прижатия заготовки выполнен в виде шарнирно- закрепленных на нижней плите и подпружиненных относительно нее планок, а также установленных на нижней плите с возможностью взаимодействия с планками толкателей, кинематически связанных с узлом выталкивания изделия. На фиг. 1 изображен предлагаемый штамп, разрез; -на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - нижняя плита штампа; на фиг. 4 - разрез Б-Б на фиг. 2 Штамп содержит нижнюю плиту 1, на которой закреплена матрица 2 и смонтирован на оси 3 поворотный рычаг 4. На этой же оси 3 закреплены поворотные выталкиватели 5 и 6. Ось 3 может поворачиваться в разъемных опорах 7. На поворотные выталкиватели 5 и 6 опираются соответственно толкатели 8 и 9. На нижней плите 1 закреплены опоры 10 с шарнирно смонтированными на них планками И. Один конец каждой планки 11 в нижнем положении ползуна пресса поджимается к изделию, находяшемуся в матрице 2, пружиной 12. В этом положении между тoлкafелем 9 и планкой 11 имеется зазор. В матрице 2 расположены нижние выталкиватели 13, прижимаемые к нижней плите штампа 1 с помошью пружин 14, и упоры 15 и 16 для фиксации исходной заготовки. К верхней плите штампа 17 крепится пуансон 18, в котором смонтированы подпружиненные верхние выталкиватели 19. Штамп работает следующим образом. В верхнем положении ползуна пресса исходная заготовка 20 закладывается в матрицу 2 до упоров 15 и 16. Планка 11 с помощью толкателя 9 отжата от матрицы 2. При ходе ползуна пресса вниз осуществляется формообразование заготовки 20. При этом толкателЬ) 9 опускается и планка 11 прижимает заготовку к матрице 2. При ходе ползуна, пресса вверх верхние выталкиватели 19 оставляют изделие в матрице 2, а при подходе к верхнему положению выталкиватель, находящийся в столе пресса (не показан), нажимает на конец поворотного рычага 4, заставляя его повернуться вместе с осью 3 в разъемных опорах 7. Одновременно с рычагом 4 поворачиваются выталкиватели 5 и 6, перемещая вверх толкатели 8 и 9. Толкатели 8 через нижние выталкиватели 13 начинают выталкивать заготовку 20 из матрицы 2. Подпрыгиванию детали в первый момент выталкивания препятствуют подпружиненные планки 11, концы которых прижимают изделие к выталкивателям 13 и перемещаются вместе с ними. При дальнейшем повороте рычага 4 толкатели 9 перемещаясь вверх, догоняют планки И, и последующий поворот последних осуществляется от воздействия толкателей 9. При этом линейная скорость конца планки 11, соприкасающегося с заготовкой 20, становится больше линейной скорости выталкивателя 13 и между концом планки 11 и заготовкой образуется зазор, достигающий максимального значения в верхнем положении ползуна. В этом положении отформованное изделие может быть легко удалено из рабочего пространства захватами манипулятора, а исходная заготовка заложена в штамп. Изобретение по сравнению с прототипом позволяет использовать средства автоматизации и обеспечивает значительное повыщение надежности работы.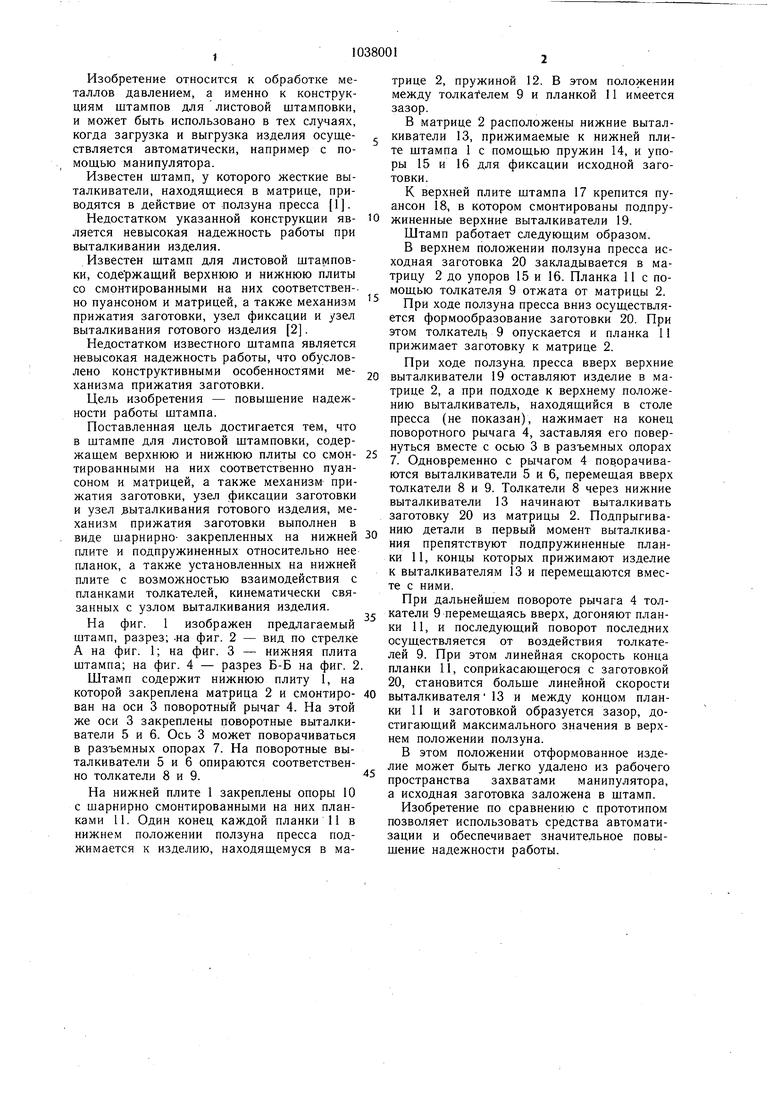
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для штамповки изделий из плоских заготовок | 1987 |
|
SU1447479A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ | 1996 |
|
RU2085392C1 |
| Револьверная подача к прессу | 1983 |
|
SU1224064A1 |
| Многопозиционный штамп для холодной объемной штамповки | 1991 |
|
SU1836172A3 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
| Штамп для листовой штамповки | 1982 |
|
SU1091964A1 |
| Штамп для радиальной калибровки изделий с периодическим профилем | 1990 |
|
SU1761369A1 |
| Штамп для изготовления изделий с лезвиями типа рабочих органов сельскохозяйственных машин | 1983 |
|
SU1123783A1 |
| Штамп для получения заготовок изделий с полостями | 1990 |
|
SU1801703A1 |
ШТАМП ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ, содержащий верхнюю и /7. нижнюю плиты со смонтированными на них соответственно пуансоном и матрицей, а также механизм прижатия заготовки, узел фиксации заготовки и узел выталкивания готового изделия, отличающийся тем, что, с целью повышения надежности работы штампа, механизм прижатия заготовки выполнен в виде шарнирно закрепленных на нижней плите и подпружиненных относительно нее планок, а также установленных на нижней плите с возможностью взаимодействия с планками толкателей, кинематически связанных с узлом выталкивания готового изделия. (Л со 00 /4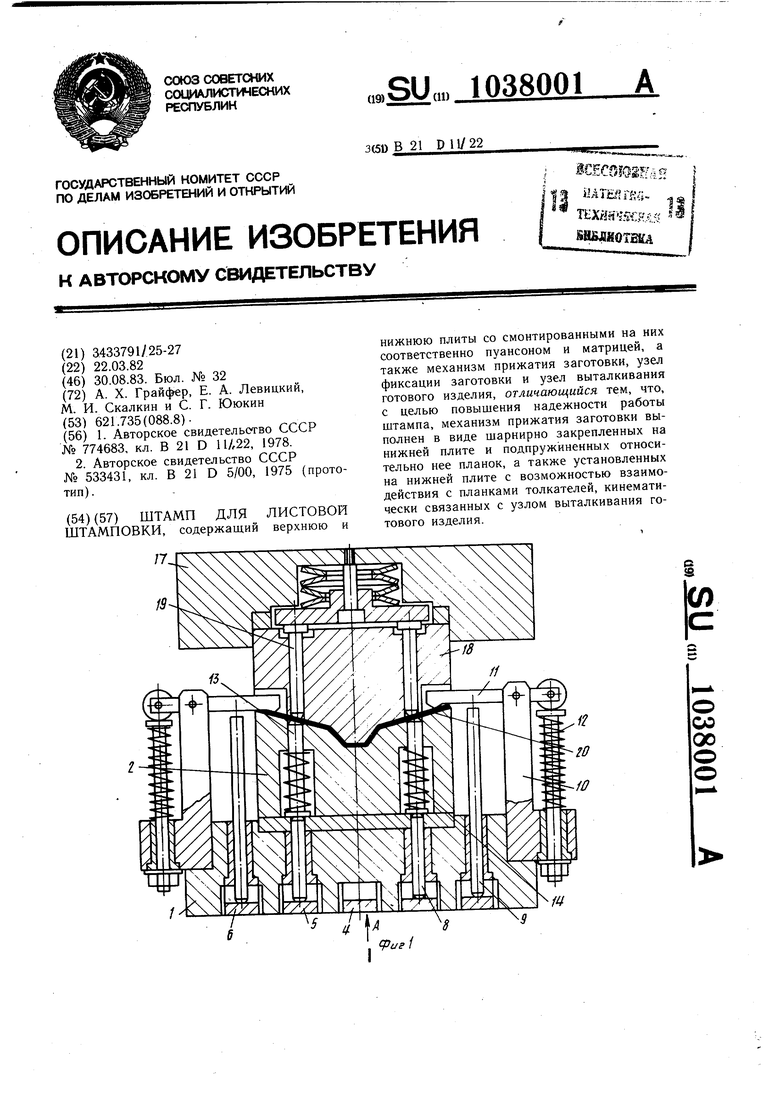
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Формообразующий штамп | 1978 |
|
SU774683A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамп | 1975 |
|
SU533431A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
