:AD эо
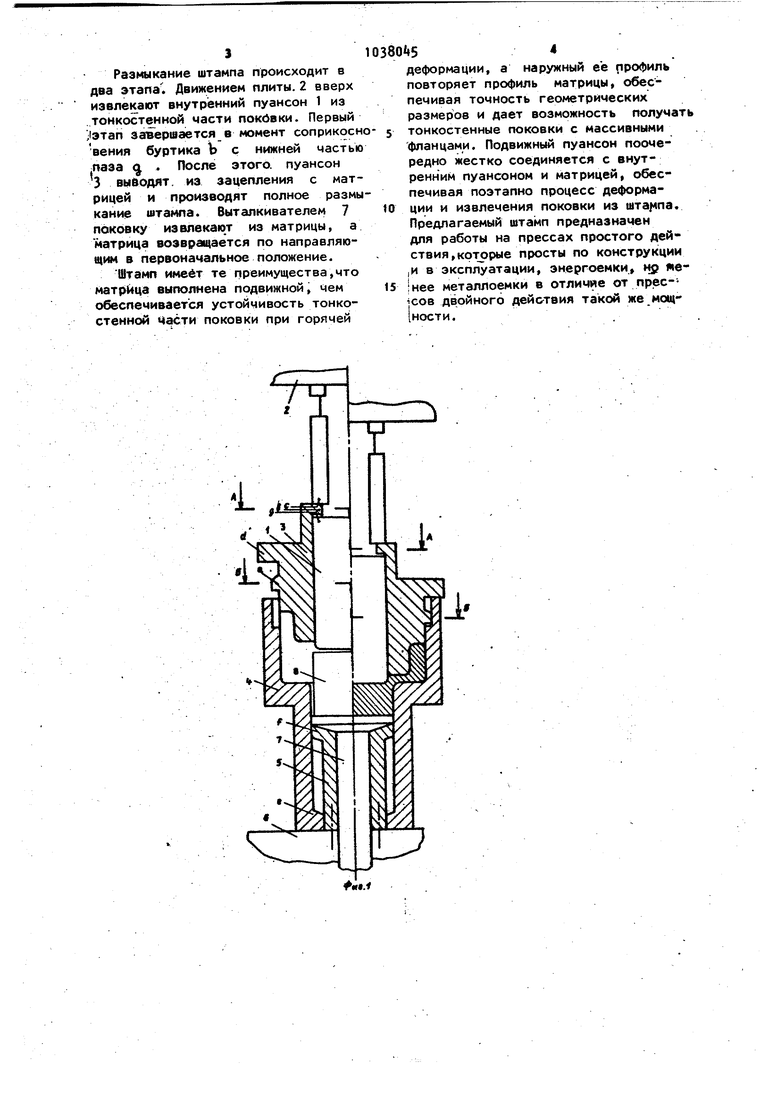
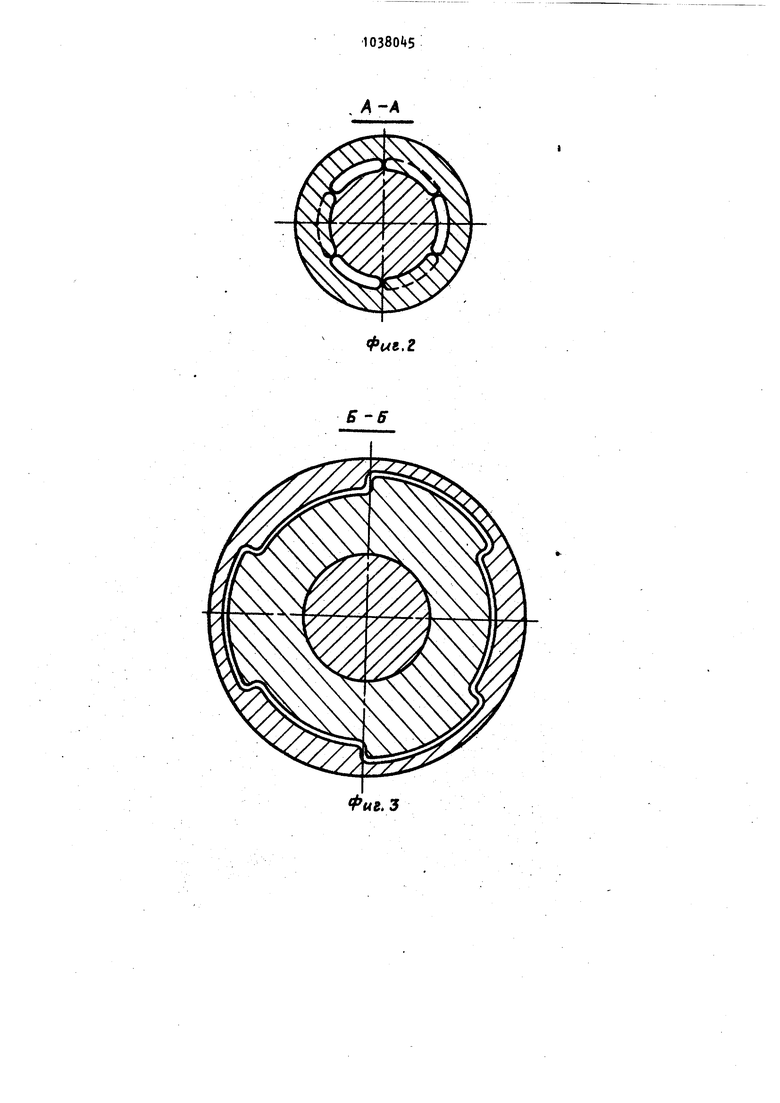
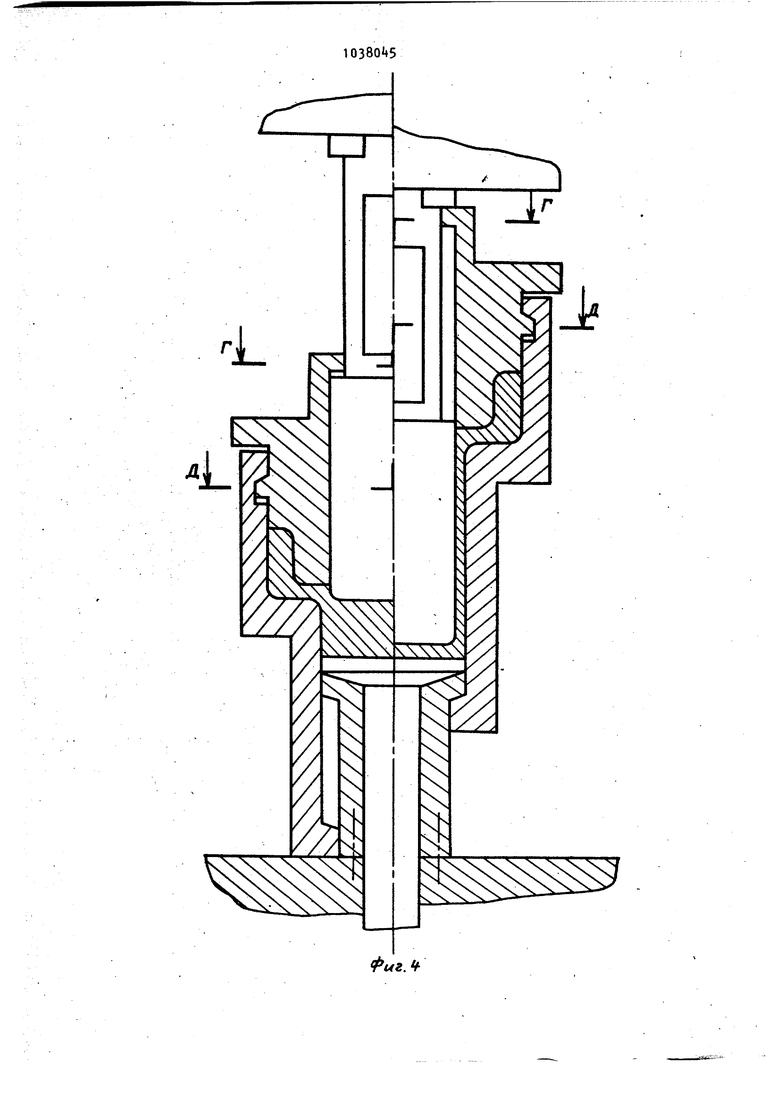
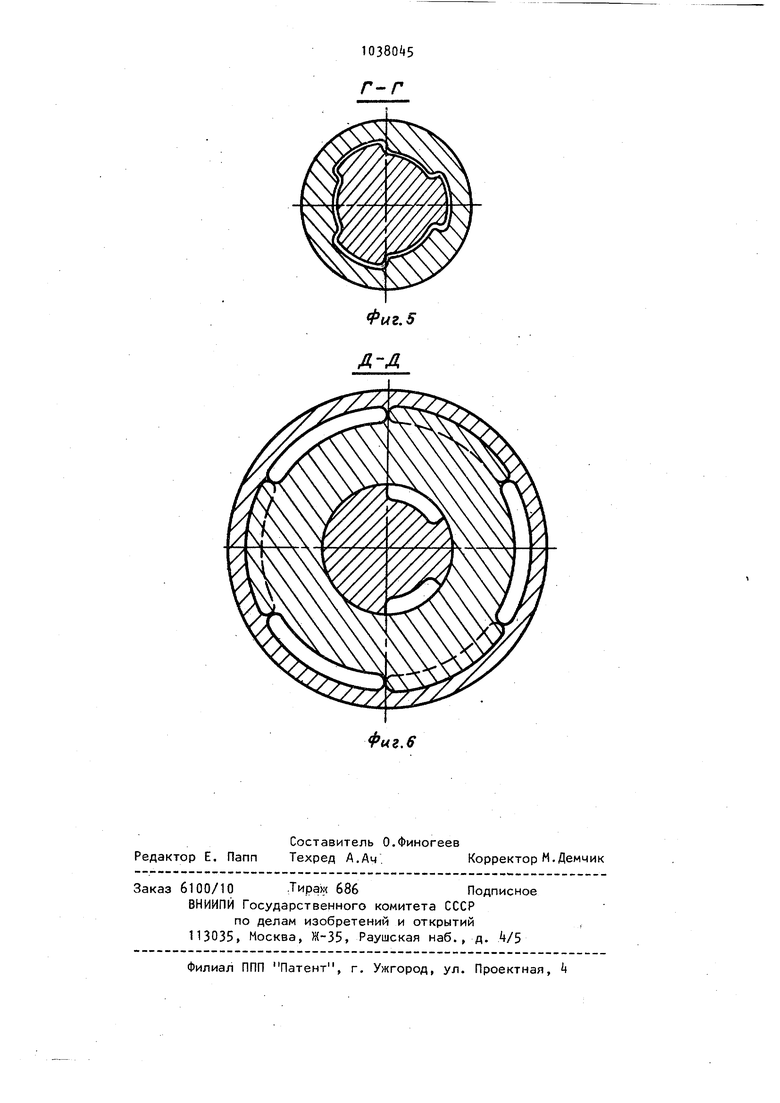
о U1 Изобретение относится к обработк металлов давлением и может быть ис пользовано при штамповке полых поковок с фланцами. Известен штамп для получения полых поковок с фланцами, содержащий матрицу с втулкой выталкивателя, на ружный и внутренний пуансоны, установленные с возможностью относитель ного регулировочного перемещения . один относительно другого l . В этом штампе подъем наружного пуансона в процессе получения тон костенной части поковки происходит за счет усилия, передаваемого через саму поковку. Поскольку в этот пери од подпор с наружной поверхности по ковки отсутствует, не исключена возможность потери ею устойчивости что приведет к отклонению наружной образующей поковки от прямолинейности, а это часто является недопустимым. Цель изобретения - повышение качества и точности получаемых издеПоставленная цель достигается тем, что в штампе для получения по лых поковок с фланцами, содержащем матрицу с втулкой и выталкивателем наружный и внутренний пуансоны, уст новленные с возможностью относитель ного регулировочного перемещения, на внутреннем пуансоне выполнены продольные направляющие пазы и элемент байонетного замка, на внутренней поверхности матрицы выполнен элемент байонетного замка, и она установлена с возможностью регулировочного перемещения относительно втул ки и выталкивателя, а На наружном пуансоне выполнены два элемента байонентного замка, взаимодействующие соответственно один - с ответным элементом замка и направляющими пазами внутреннего пуансона, а другой - с ответным ему элементом байонетного замка подвижной матрицы, при этом наружный пуансон установлен с возможностью вращения вокруг внутреннего пуансона. На фиг.1 представлено исходное положение и конец формирования фланца; на фиг.2 - сечение Д-Л на фиг.1; на фиг.З сечение Б-Б на фиг.1; на фиг. - штамп в момент начала формирования тонкостенной части поковки и в момент окончания; на фиг.5 чение Г-Г на фиг. на фиг.6 - сечение Д-Д на фиг.А. Штамп состоит из внутреннего пуансона 1, который выполнен составным. Через основание пуансона, которым он крепится к плите 2 пресса, на него надевается внешний пуансон 3. С помощью байонетного соединения внешний пуансон 3 может находиться в зацеплении, с внутренним пуансоном или скользить по его пазам (фиг.1 и 2). На наружной поверхности внешнего пуансона 3 предусмотрен бурт ot байонетного соединения его с матрицей k (фиг.1 и 3). Байонетные соединения выполнены таким образом, что при повороте внешнего пуансона 3 на 60 оно выходит из зацепления с внутренним пуансоном 1 и входит в зацепление с матрицей А (фиг.). Когда внешний пуансон и матрица находятся в зацеплении, они имеют возможность совместно перемещаться относительно внутреннего пуансона 1 и втулки 5 по направляющим (фиг.); Втулка 5 жестко закреплена на нижней плите 6 пресса. Для извлечения поковки из матрицы предусмотрен выталкиватель 7.. Штамп работает следующим образом. Передначалом внешний пуансон 3 ввводят в зацепление с внутренним пуансоном 1(буртик Ь упирается в шлиц с , фиг.1 и 2}. Нагретую цилиндрическую заготовку 8 укладывают на выталкиватель 7 или на заплечики матрицы (фиг.1). Перемещая вниз плиту 2 пуансоном 1 с закрепленным на нем внешним пуансоном 3 заготовку осаживают и набирают фланец. При этом наружный буртик q пуансона 3 байонетного соединения скользит по пазам матрицы k (фиг.1 и 3). Перемещение пуансона вниз прекращают в момент соприкосновения упорного d пуансона 3 с торцом матрицы . Для последующей деформации внешний пуансон 3 выводят из зацепления с пуансоном 1 и вводят в зацепление с матрицей k (фиг.А 61. Затем при движении пуансона вниз выдавливают тонкостенную часть поковки, при этом пуансон 3 и матрица под давлением металла перемещается вверх до упора бурта е матрицы 4 в бурт f втулки 5. Процесс деформации закончен.
Размыкание штампа происходит в два этапа . Движением плиты. 2 вверх извлекают внутренний пуансон 1 из .тонкостенной части покдвки. Первый ;1этап завершается в момент соприкосн вения буртика Ъ с нижней частью :Паза j . После этого, пуансон 3 выводят, из зацепления с матрицей и производят полное размыкание штампа. Выталкивателем 7 поковку извлекают из матрицы, а матрица возвращается по направляющим в первоначальное положение.
Штамп имеет те преимущества,что матрица выполнена подвижной, чем обеспечивается устойчивость тонкостенной части поковки при горячей
деформации, а наружный ее профиль повторяет профиль матрицы, обеспечивая точность геометрических размеров и дает возможность получат тонкостенные поковки с массивными (| 1анцами. Подвижный пуансон поочередно жестко соединяется с внутреиним пуансоном и матрицей, обеспечивая поэтапно процесс деформации и извлечения поковки из . Предлагаемый штамп предназначен для работы на прессах простого действия,которые просты по конструкции ,и в эксплуатации, энергоемки нр йе|нее металлоемки в отличие от пресicos двойного дейс-твия такой же нощ ности.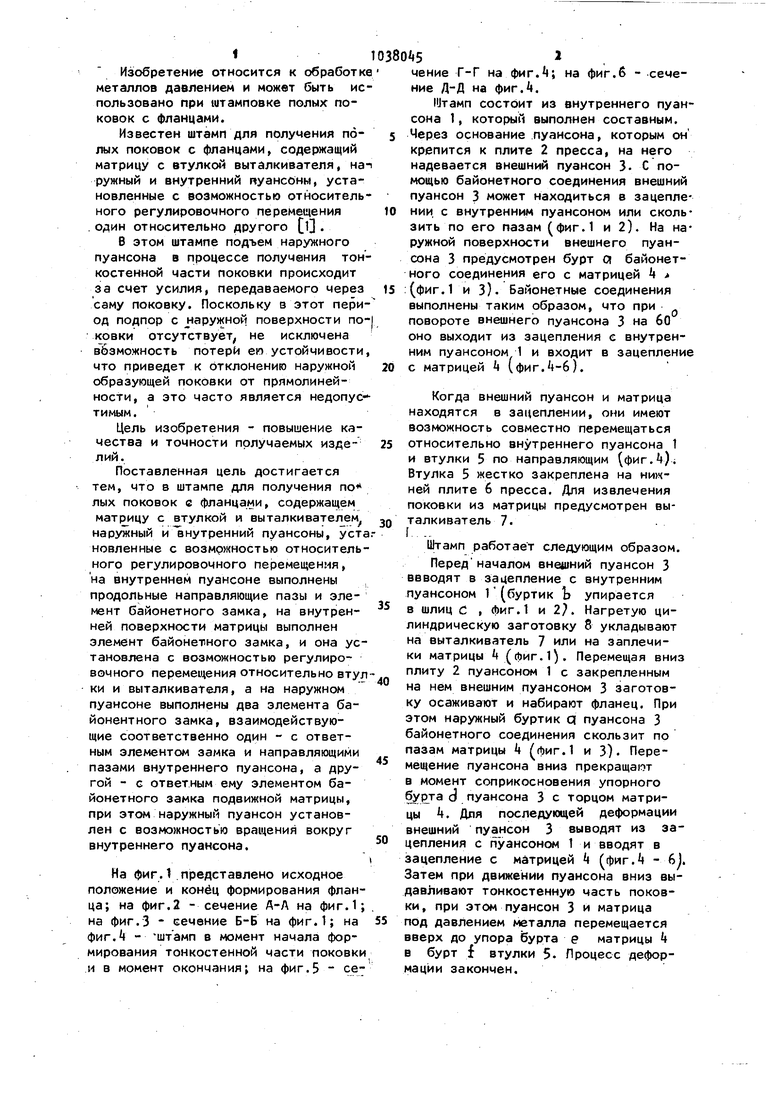
| название | год | авторы | номер документа |
|---|---|---|---|
| Совмещенный штамп | 1988 |
|
SU1581463A1 |
| Штамп для закрытой объемной штамповки | 1988 |
|
SU1555038A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Комбинированный штамп | 1977 |
|
SU657899A1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Штамп для безоблойной штамповки | 1985 |
|
SU1299695A2 |
| Штамп с разъемными матрицами | 1982 |
|
SU1047574A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| Штамп для объемной штамповки | 1991 |
|
SU1821283A1 |
| Выталкивающее устройство к штампу | 1989 |
|
SU1794576A2 |
Фиг,6
