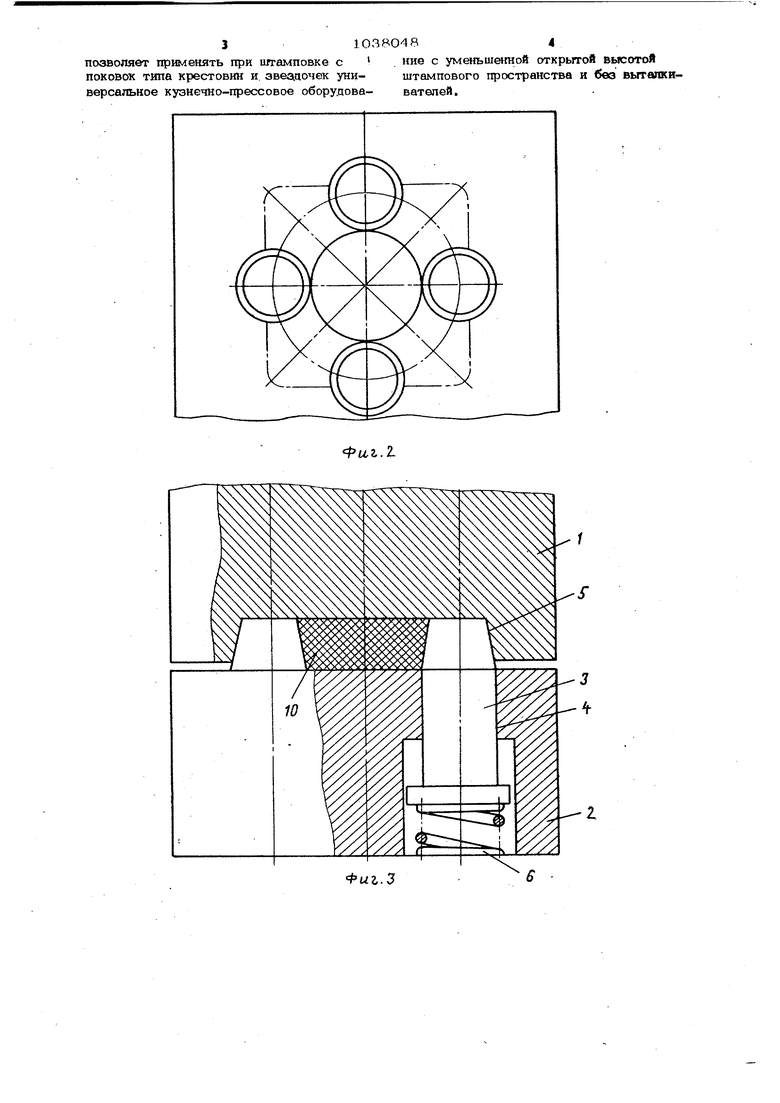
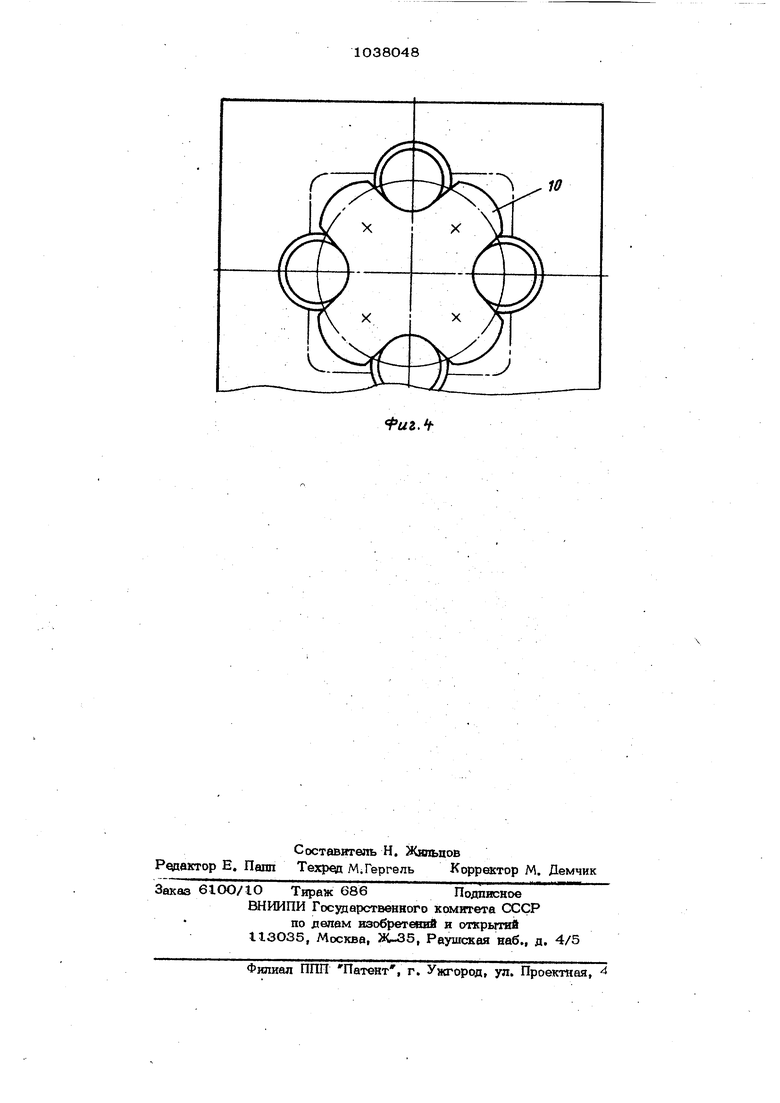
Иэ1эбретвйие относкгся к обработке металлов давпвки®, и имйшо к конструзгс цйям штампов для объемной штамповки, и мозкет бьгть использовано при штамповке иадвшй типа крестовины из авездочек. Известен формовочный штамп для изготовления иацелий типа крестовйкь;, содерйсащий пуансок, жестко пршсрегшенньгй к верхней плите и матрицу, 5становленну1о на кийней плите пресса, К пуансону шарнирно присоедикены-жесткие стержни, а матрица вьгаолнена с центраа 1ьной вогнутой полостью н сообщакадимися с ней отверстиями под стержнем Однако этот штамп имеет рад сущестгвенных недостатков, а именно: сложность и ненаденсность работы; неудобство удалекш окалины из нижней полости штампа, особенно когда она глубокая; заготовка, которую осайшвйют в штампе, должна иметь обязательно ровный торец, так как первоначальная установка (центрирование) ее в нияшей полости производится за счет вогнутой полостИ| в противном случае заготовку, полученную обычной резкой ка ножницах и прессах, име1сяцую скос по торцам, установить трудно, .особенно, когда осаженная заготовка имеет малуко высоту, а заготовка под осадку имеет ВЫСОту, превышакядую три диаметра. : Наиболее близким по технической сущности к предлагаемому яштйется формо вочный штаьгп, содерхсащий нижнюю полуматрицу с плоской рабочей поверхностью верхнюю полу 4атртз;у с рабочей поверХ ностью и циШЩдрические штыри, установленные в основании нихшей полуматоииы равноудаленно от ее центра и выполненные с коническими рабочими участками 2 Недостатком указанного штампа является необходимость использования пр9ссо вого оборудования с большой открытой высотой так как в качестве направляющих колонок адесь испольа тот цилиндрические щтьфи с коническими рабочими участками. Поэтому высота аргампа должна быть увеличенной на величину высоты неправпякнией части штырей. Кроме того, Дотя удаления поковки из такого шт(&тл возмонжо только пасредст вом вытаякиватепй, которь / должны быть обеспечены прессы. Цепь изобретения - сокращение габаритов Еггампа и гюключения необходимости . использования кузнечно -прессового оборудоваклш с выталкивател51ми, Указанная цель достигается тем, что в формовочном штампе, содер 5шшем нижтою пол Тутатрицу с плоской рабочей поверхностью верхнюю полуматрицу с рабочей поверзсностью и цилинарические штыри, установленные в основании нижней полумй рицы равноуда нно от ее центра и выполненные с коническими рабочими участка л :, штыри стйновлены с возможностью вертикального ограниченного перемацения и подпружинены относительно основания нихшей полуматрицы, а по периметру рабочей поверхности верхней полуматрицы соосно Штырям выполнены конические выемки, угол конусности Которых равен углу наклона конических рабочих, участков штырей. На фиг. I изображен штамп в положении перед штамповкой, общий ввд; на фиг« 2 .- нижняя половина vIaтpицы с заготовкой, ввд сверху; на фиг. 3 - штамп в сомкнутом состоянии от штамповагшой поковки, общий вдц; на фиг, 4 - нижняя полуматрица с поковкой после штактовки, ввд сверху. Штамп содерншт верхнюю I и нижнюю 2 пол матркцы. Нижняя полуматрица 2 вьшолнена с плоской рабочей поверхностью и цилиндрическими штырями в отверстиях 4, равноудаленных от центра. Штыри 3 ш-леют конические рабочие 5частки 5 и подпружинены относительно основания полуматрицы 2 посредством упругих элементов 6. В верхней полуматрмце I выполнена рабочая полость 7, по периметру которой выполнены соосно штырям 3, коншюские выемки 8 с углом конусности, равньм углу наклона конических рабочих участков 5. Штамп работает следующим образом. При раскрытом состоянии штампа заготовку 9 усганавливаюг на плоскую рабочую поверхноса ь нижней полуматрвды 2 межау штырШуП- 3j, которые центрируют ее независимо от качества среза торпа. При опусканиш нижней полуматрицы 1 осуществляют деформирование заготови 9, При этом конические рабочие участки штырей 3 и выемки 8 рабочей полости образуют замок, а сами штьфи 3 опускатся цшБЩцрическими участками в отверсия 4. Формирование поковки Ю осуществлят по рабочей полости верхней полуматриы 1 и коническим участкам штьфей 3, ри подъеме вахней полуматрицы t упугие б поднимают штыри 3 месте с поковкой 10, По сравнению с базовьм объектом, качестве которого принят прототип, исользование предлагаемого изобретхэшет
31038О-184
позволяет применять при иггамповке с пне с уменьшенной открытой высотой поковок типа крестовин и звездочек уни-штампового пространства и без вытапкиверсальное кузнечно-прессовое оборудова- вателей.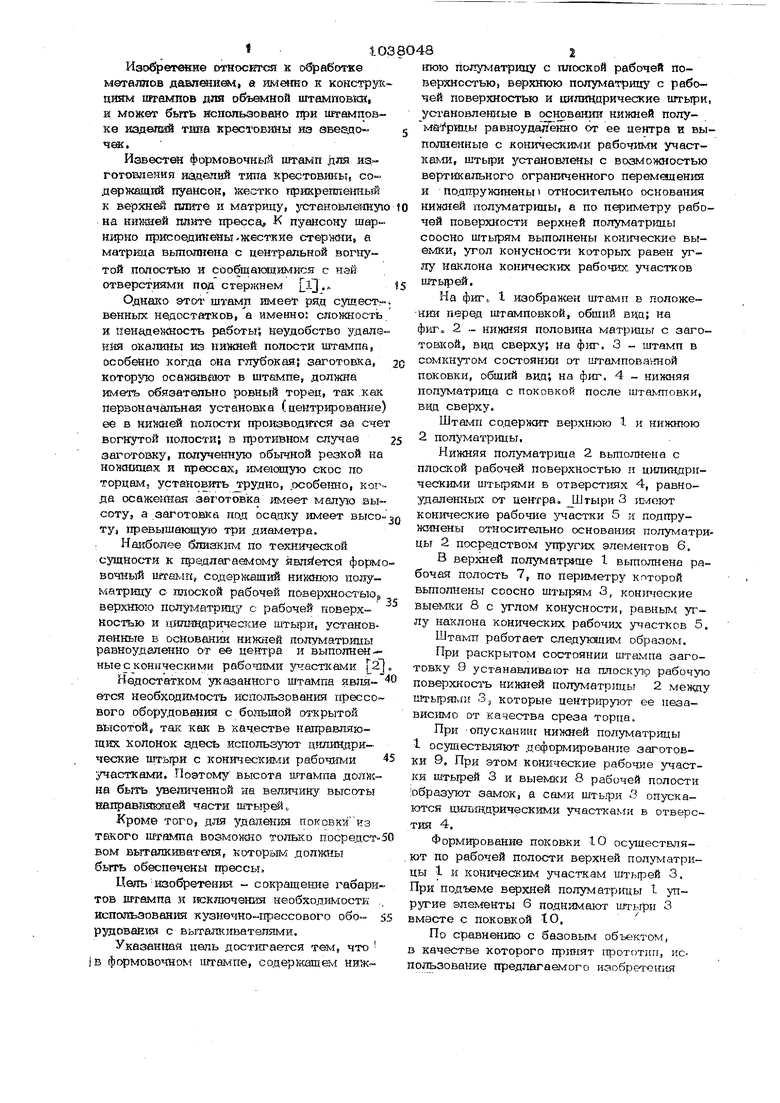
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| СПОСОБ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 1991 |
|
RU2008124C1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| Инструмент для высокоскоростной штамповки | 1980 |
|
SU871967A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ ПОКОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 2003 |
|
RU2248856C1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Инструмент для высокоскоростной штамповки | 1981 |
|
SU1016015A1 |
ФОРМОВОЧНЫЙ ШТАМП, сод жащий нижшою полуматрицу с плоской рабочей поверхностью, верхнюю полуматрицу с рабочей поверхностью и цшпщдрические штыри, усгановпенные в основании нижней попуматрипы равноудаленно от ее центра и вьтопн сы с коническими рабочими участками, отлкчающнйс я т&л, что, с целью сокроцения габаритов и подключения необходимости использования кузнечно-прессового оборудования с выталкивателями, штыри установлен ры с возможностью вертикального огра ниченного перемещения и подпружиншы относительно основш(ия нижней полуматрвцы, а .по периметру рабочей поверхности верхней полуматрицы соосно штьфям вы попнены конические выемки, угол конусное- ти Которых равен углу наклона конических рабочих участков штырей. (Л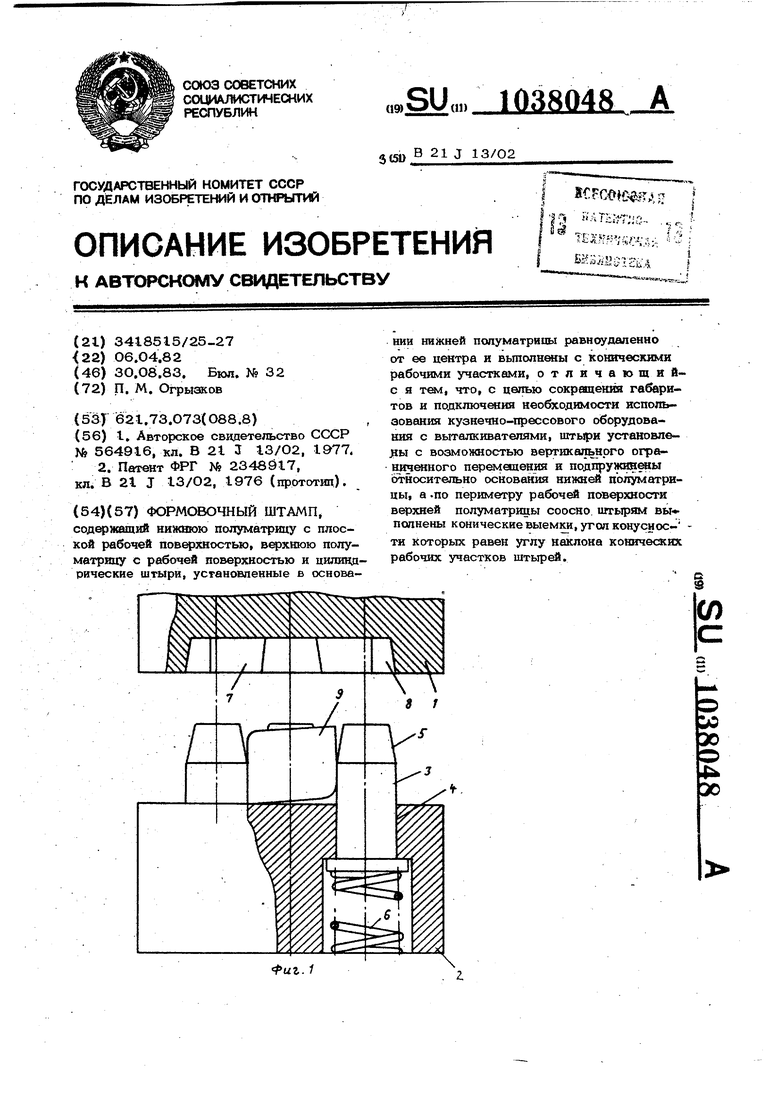
| I, Авторское сввдетепьетво СССР N 564916, кп | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Магазинный выдвижной карандаш | 1925 |
|
SU2348A1 |
