00 00
vj ю
Изобретение относится к станкостроению, а именно к устройствам для токарной обработки нежестких деталей - тел вращения.
Известны устройства для токарной обработки нежестких .деталей, содержащие индуктор и два обращённых друг к другу .токарных патрона, один из которых установлен с возможностью осевого перемещения 1 ,
Недостатком таких устройств явля.ется невысокая точность обработки.
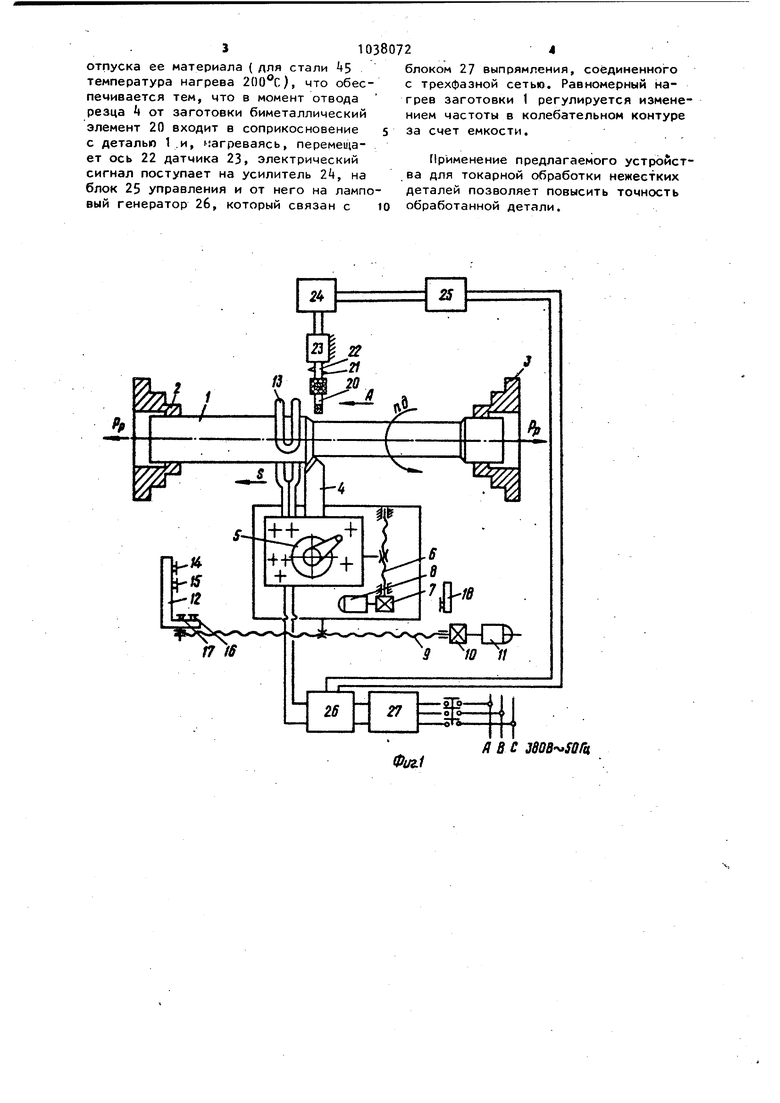
Цель изобретения - повышение точной обработки путем устранения деформаций, вызванных релаксацией внутрен них напряжений. Поставленная цель достигается тем что в устройстве индуктор выполнен в виде полукольца, жестко прикреплен к суппорту и охватывает-деталь по по ловине ее окружности при обратном перемещении суппорта, а в непосредственной близости к полукольцу индук тора, на оси закреплен подпружиненный биметаллический элемент, взаимодействующий с ламповым генератором через цепочку: индуктивный датчи :усилитель-блок управления ламповым генератором. При этом биметаллический элемент установлен с возможностью синхронного перемещения с суппЬртом. На фиг. 1 показано предлагаемое устройство для токарной обработки нежестких деталей, общий вид; на фиг. 2 - вид А на фиг. 1 . / Устройство включает обрабатываемую деталь 1, установленную в двух обращенных друг к другу токарных пат ронах 2 и 3, один из которых (З ) установлен с возможностью осевого пере мещения для создания растягивающего .усилия Р . Обработку осуи ествляют резцом 4, установленным в резцедержателе ( суппорте 5, который имеет вомзожность 45 поперечного перемещения по винту 6 от привода (редуктор 7, двигатель 8). Привод продольного перемещения суппорта осуществляется от винта 9 через редуктор 10 и двигатель 11. 50 Блок 12 управления содержит три пары переключателей, которые управляют .перемещениями суппорта и индуктором 13 причем две пары переключателей 14 и 15 служат соответственно для разры-55 ва цепи питания двигателя 11 привода перемещения узла резцедержателя 5 и осуществления замыкания цепи питания
двигателя 8 радиального перемещения суппорта по винту 6., Микропереключатели 16 и 17 замыкают цепь включения индуктора 13 и цепь включения реверсивного двигателя 11 в обратном направлении.
Микропереключатель 18 предназначен для останова привода перемещения суппорта 5 о Индуктор 13 закрепляется в резцедержателе 5 посредством токонепроводящих пластин 19.
Биметаллический элемент 20, подпружиненный упругим элементом 21, соединен с осью 22 индукционного датчика 23, соединенного проводником через усилитель 24 с блоком 25 управления, соединенного с емкостью лампового генератора 26,питаемого через блок 27 выпрямления тока от трехфазной сети (и 280 в, /-.SO Гц;. Устройство работает следующим образом. При включении установки обрабатываемая деталь 1, зажатая в переднем 2. и заднем 3 патронах, приводится во вращение в направлении, показанном стрелкой. Одновременно детали задается растягивающее усилие Рр и она обрабатывается резцом k, закрепленным в узле резцедержателя (суппорта )S, в направлении, показанном стрелкой. По окончании процесса обработки детали узлом резцедержателя ( суппорта JS замыкаются контакты микропереключателей 14 и 15. Контактом U разрывается цепь питания двигателя 11 привода перемещения узла резцедержателя по винту 9 через редуктор 10. Коммутация осуществляется в блоке управления (фиг. 1, позиция . Контактом 15 осуществляется замыкание цепи питания двигателя 8 радиального перемещения суппорта 5 по винту 6 через редуктор 7. В результате радиального перемещенияСуппорта 5 происходит замыкание контактов микропереключателей 16 и 17. Контакт 16 замыкает цепь включения индуктора 13, а контакт 17 замыкает цепь включения реверсивного двигателя 11 в обратном направлении. В результате перемещения индуктора вдоль детали 1 происходит снятие остаточных напряжений. В конце операции происходит замыкание контактов микропереключателя 18, размыкающих цепь питания двигателя 11. Температура нагрееа заготовки индуктором равна температуре низкого
отпуска ее материала { для стали S температура нагрева 200°С), что обеспечивается тем, что в момент отвода резца « от заготовки биметаллический элемент 20 входит в соприкосновение с деталью 1 .и, нагреваясь, nepeMeuiaет ось 22 датчика 23, электрический сигнал поступает на усилитель , на блок 25 управления и от него на ламповый генератор 2б, который связан с
блоком 27 выпрямления, соединенного с трехфазной сетью. Равномерный нагрев заготовки 1 регулируется изменением частоты в колебательном контуре за счет емкости.
Применение предлагаемого устройства для токарной обработки нежестких деталей позволяет повысить точность обработанной детали.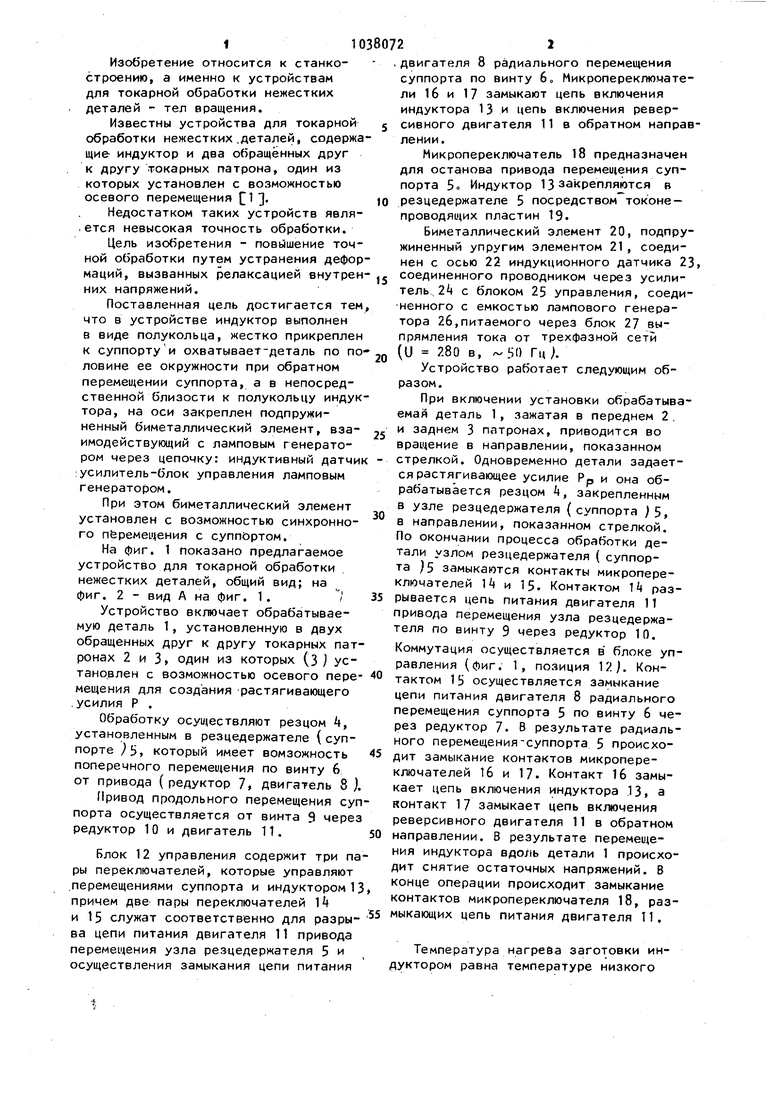
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для токарной обработки нежестких деталей | 1980 |
|
SU904912A1 |
| Система управления копированием | 1980 |
|
SU965726A1 |
| Устройство для токарной обработки | 1986 |
|
SU1398994A1 |
| Виброгаситель к металлорежущему станку | 1990 |
|
SU1814972A1 |
| Устройство для токарной обработки нежестких пустотелых деталей | 1983 |
|
SU1109268A1 |
| Устройство для обработки с вибрациями нежестких цилиндрических деталей | 1985 |
|
SU1301648A1 |
| Способ механической обработки нежестких заготовок | 1985 |
|
SU1294486A1 |
| Токарный станок для обработки нежестких длинномерных валов | 1980 |
|
SU965591A1 |
| Устройство для обработки нежестких валов | 1983 |
|
SU1098673A1 |
| Устройство для токарной обработки | 1980 |
|
SU984794A1 |
авс seoB- sarn
Ф1Л1
ви а
222120
4 ig 5
Фиг. 2
