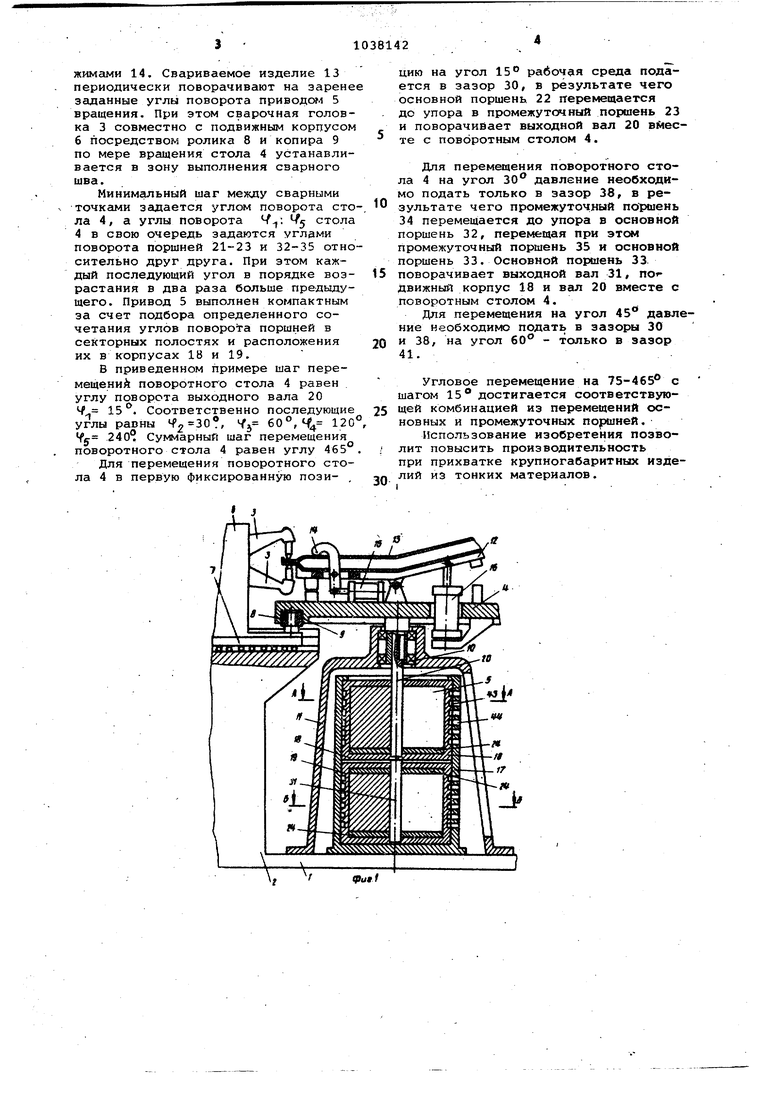
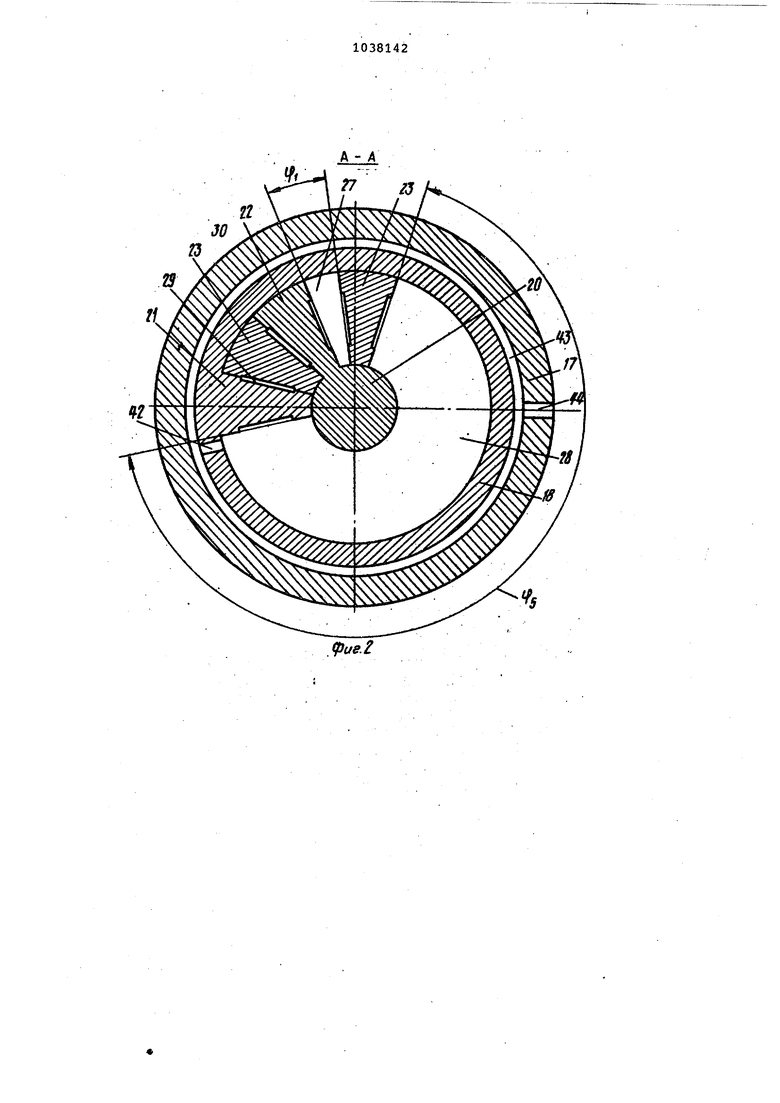
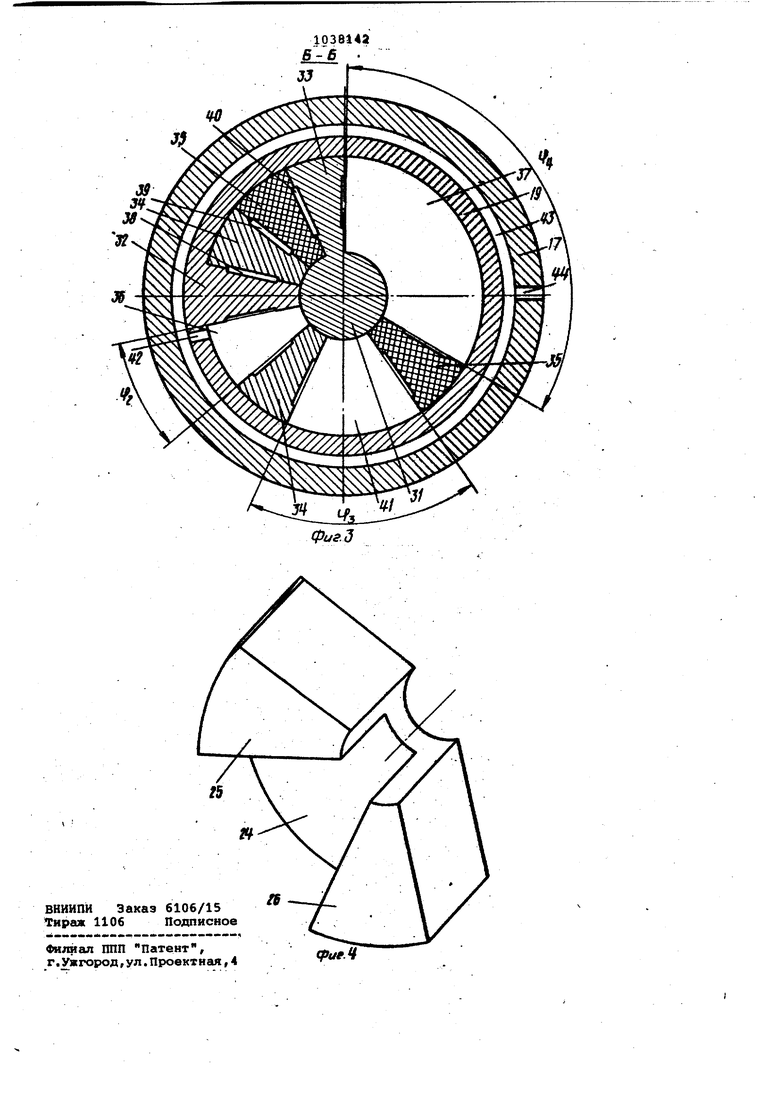
Изобретение относится к машиностроению, в частности к производств машин для контактной точечной сварки панелей криволинейной конфигурации. Известны установки для контактной точечной сварки, содержащие установленные на основании сварочну головку, поворотный стол с ложементом и копиром, и кинематически связанный с ним механизм шагового пере мещения стола Cl Эти установки не обеспечивают реверсирование стола для сварки при обратном ходе, что снижает их производительность. Известна установка для контактной точечной сварки, содержащая Астановленную на основании сварочную головку, поворотный стол с ложементом и копиром, кинематически связанный со столом механизм шагового перемещения и реверсирования стола 2 J При контактной сварке крупнога аритных или нежестких изделий для уменьшения остаточных напряжений и деформаций предварительно выполняют прихватку с большим шагом между точками, а затем осуществляют последовательную постановку сварных точек. Данная установка при вьшолнёнии прихваточных точек должна последова тельно останавливаться без осуществления сварки на каждой точке, что увеличивает технологический цикл .сварки изделия. Целью изобретения является повышение производительности. Указанная цель достигается тем, что в установке для контактной точечной сварки, содержащей установленную на основании сварочную Голов ку, поворотный стол с ложементом и копиром, кинематически связанный со столом механизм шагового перемещения и реверсирования стола, механизм шагового перемещения и реверсирования стола выполнен в виде гильзы с отверстиями для подвода пе редающей давление среды на боковой поверхности, снабженной соосно размещенными внутри гильзы с кольцевым зазором поворотным и непЬдвижным корпусами, выполненными также с отверстиями для подвода передающей давление среды на боковой поверхности, каждый корпус оснащен сектор ными основными и промежуточными пор нями и валом, вал поворотного корпуса неподвижно соединен с поворот ным столом, вал неподвижного корпу са жестко связан с подвижным корпусом, один основной поршень неподвижно закреплен на корпусе, друго жестко соединен с валом, промежуто ный поршень выполнен в виде сек торной пластины, на которой смонтированы два сектора, образукхцйе полость , в Кчоторой расположены основHEse поршни. На фиг. 1 изображена установка для контактной сварки; общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1 , на фиг. 4 - конструкция промежуточ- ного поршня. Установка состоит из станины 1, стойки 2, на которой установлена сварочная головка 3, поворотного стола 4 с приводом 5 вращения. Сварочная головка 3 установлена в подвижном корпусе 6, который в свою очередь установлен в направляющих 7 стойки 2. Подвижный корпус 6 посредством закрепленного на нем ролика 8 связан с копиром 9 поворотного стола 4. Поворотный стол 4 установлен на подшипниках 10 стойки 11 станины 1. Поворотный.стол 4 имеет ложемент 12 для установки свариваемого изделия 13, прижимы 14 с приводами 15 и при,вод 16 наклона ложемента 12. Привод 5 состоит из гильзы 17, внутри которой установлены поворотный корпус 18 и неподвижный корпус 19. Внутри поворотного корпуса 18 устансЗвлены выходной вал 20, жестко соединенный с поворотным столом 4, основные поршни 21 и 22 и прЬмежуточный поршень 23. Основной поршень 21 жестко связан с корпусом 18, а основной поршень 22 - с выходным валсяи 20. Промежуточный поршень 23 может быть выполнен, например, в виде секторной пластины 24, на которую установлены секторы 25 и 26, образующие секторную полость 27, в которую установлен основной поршень 22. Поршни 21-23 разделены зазорами 28-30. Внутри неподвижного корпуса 19 установлены выходной вал 31, жестко соединенный с поворотным корпусом 18, основные поршни 32 и 33 и промежуточные поршни 34 и 35. Основной поршень 32 жестко связан с корпусом 19, а основной поршень 33 - с выходным валом 31. Промежуточные поршни 34 и 35 имеют конструкцию, аналогичную конструкции поршня 23. Секторы поршня 34 образуют секторную полость 36, в которую установлен основной поршень 32, а секторы поршня 35 образуют секторную полость 37, в которую установлен основной поршень 33. Поршни 32-35 разделены зазорами 38-41. Все секторные полости и зазоры между поршнями отверстиями 42 в корпусах 18 и 19 и кольцевыми проточками 43 соединены с соответствующими отверстиями 44 в гильзе 17 для подвода рабочей среды под давлением. При сварке изделие 13 устанавливают в ложемент 12 и закрепляют при-:
жимами 14. Свариваемое изделие 13 периодически поворачивают на зарене заданные углы поворота приводом 5 вращения. При этом сварочная головка 3 совместно с подвижным корпусом 6 посредством ролика 8 и копира 9 по мере вращения стола 4 устанавливается в зону выполнения сварного шва.
Минимальный шаг между сварными точкгили задается углом поворота сто ла 4, а углы поворота . -/5 стола 4 в свою очередь задаются углами поворота поршней 21-23 и 32-35 относительно друг друга. При этом каждый последующий угол в порядке возрастания в два раза больше предьщущего. Привод 5 выполнен компактным за счет подбора определенного сочетания углов поворота поршней в секторных полостях и расположения их в корпусах 18 и 19.
В приведенном примере шаг перемещений поворотного стола 4 равен углу поворота выходного вала 20
V 15
Соответственно последующие Чл 60°,f. 120
углы равны ., г .4 .- If 240° Суммарный шаг перемещения поворотного стола 4 равен углу 465
Для перемещения поворотного стола 4 в первую фиксированную пози- ,
цию на угол 15° рабочая среда подается в зазор 30, в результате чего основной поршень 22 перемещается до упора в промежуточный поршень 23 и поворачивает выходной вал 20 вйесте с поворотным столом 4.
Для перемещения поворотного стола 4 на угол 30° давление необходимо подать только в зазор 38, в результате чего промежуточный поршень 34 перемещается до упора в основной поршень 32, перемещая при этом промежуточный поршень 35 и основной поршень 33. Основной поршень 33 поворачивает выходной вал 31, по движный корпус 18 и вал 20 вместе с поворотным столом 4.
Для перемещения на угол 45 давлние необходимо подать в зазоры 30 и 38, на угол 60 - только в зазор 41.
Угловое перемещение на 75-465° с шагом 15 достигается соответствующей комбинацией из перемещений основных и промежуточных поршней.
Использование изобретения позволит повысить производительность при прихватке крупногабаритных изделий из тонких материалов.
30
.gjus.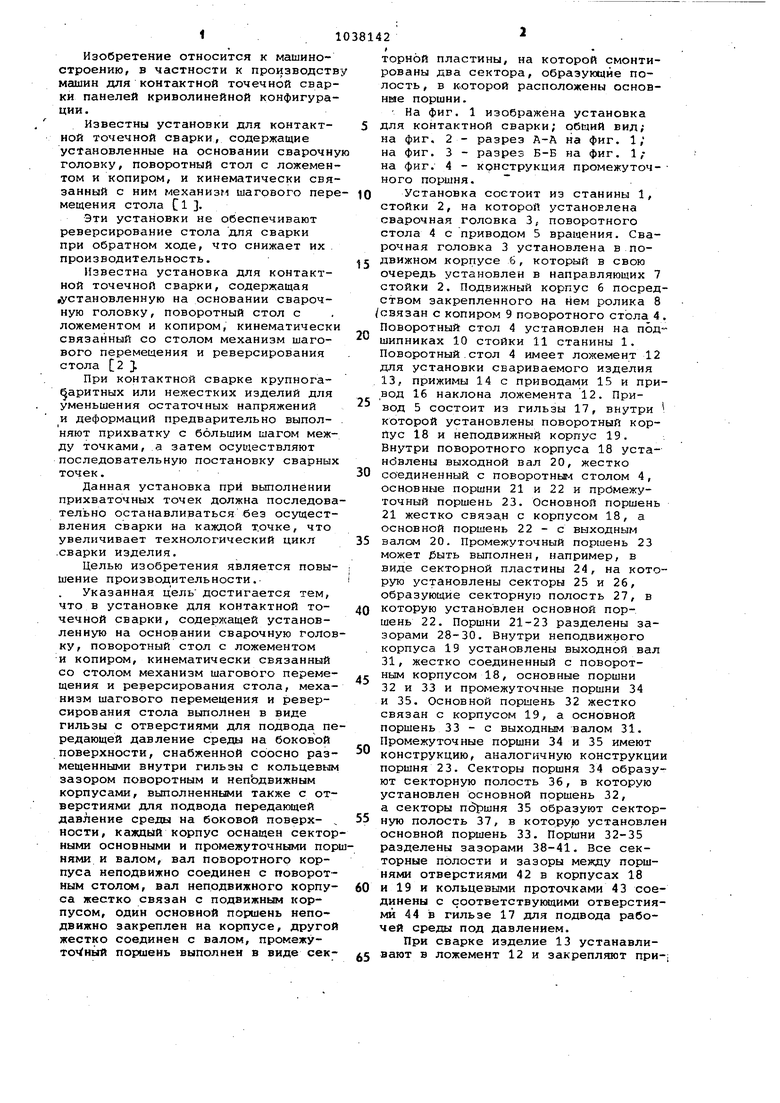
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для контактной сварки | 1978 |
|
SU764893A1 |
| Машина для контактной сварки по контуру | 1978 |
|
SU747650A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ ^СЕСОЮоНАЯТмТ?ИТ1Ш-=ТЕ1Ш1?ОНМ| | 1972 |
|
SU331858A1 |
| Устройство для контактной точечной сварки | 1988 |
|
SU1648675A1 |
| Машина для контактной точечной сварки | 1982 |
|
SU1073041A1 |
| Устройство для контактнойТОчЕчНОй СВАРКи | 1978 |
|
SU799928A1 |
| С-ОБРАЗНЫЕ ШТОКОВЫЕ КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ ЭЛЕКТРОСВАРКИ, ВСТРОЕННЫЕ В РОБОТ | 2001 |
|
RU2221681C2 |
| Устройство для подачи продольных стержней | 1975 |
|
SU553028A1 |
| УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ ШОВНОЙ И ТОЧЕЧНОЙ ЭЛЕКТРОКОНТАКТНОЙ СВАРКИ | 2009 |
|
RU2397051C1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1973 |
|
SU369992A1 |
УСТАНОВКА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ, содержащая установленную на основании сварочную головку, поворотный стол с ложементом и копиром, кинематически .связанный со столом механизм шагового перемещения и реверсирования стола, о тличающаяся тем, что, с целью повьшения производительности, механцзм шагового перемещения и .реверсирования стола выполнен в виде ГИЛЬЗЫ с отверстиями для подвода передающей среды на боковой поверхности, снабженный соосно размещенными Ьнутри ГИЛЬЗЫ с кольцевым зазором поворотным и неподвижным корпусами, выполненными также с отверстиями для подвода передающей давление среды на боковой поверхности, каждый корпус оснащен секторными основными и прсжежуточными поршнями и валом, вал поворотного корпуса неподвижно соединен с поворотным столом, вал неподвижного корпуса жестко связан с подвижным корпусом, один основной поршень неподвижно закреплен на корпусе другой, жестко соединен с валрм,.промежуточный поршень выполнен в виде секторной (Л пластины, на которой смонтированы два .сектора, образующие полость, в которой расположены основные поршни
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для контактной сварки по контуру | 1978 |
|
SU747650A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Установка для контактной сварки | 1978 |
|
SU764893A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
