Изобретение относится к технологии производства сварных конструкций а именно к способам аварки кругового элемента в конструкцию, и может быть использовано в машиностроительной, авиационной и нефтехимической промьпиленности,
По основному авт.св. № 590113 известен способ вварки кругового элемента в конструкцию, при котором элемент выполняют с компенсационным кольцом, которое осаживают частично до сварки для создания напряжений сжатия в шве и окончательно осаживаю после сварки Щ .
Однако недостатком способа является то, что при доварке второй половины длины шва эффект сжатия в шве уменьшается или исчезает совсем, . В результате этого при заварке второй половины длины шва образуются горячие трещины.
Цель изобретения - повышение качества сварного шва путем предотвращения образования горячих трещин.
Поставленная цель достигается тем, что компенсационное кольцо после выполнения половины длины шва осаживают на величину 50% от предварительной частичной осадки.
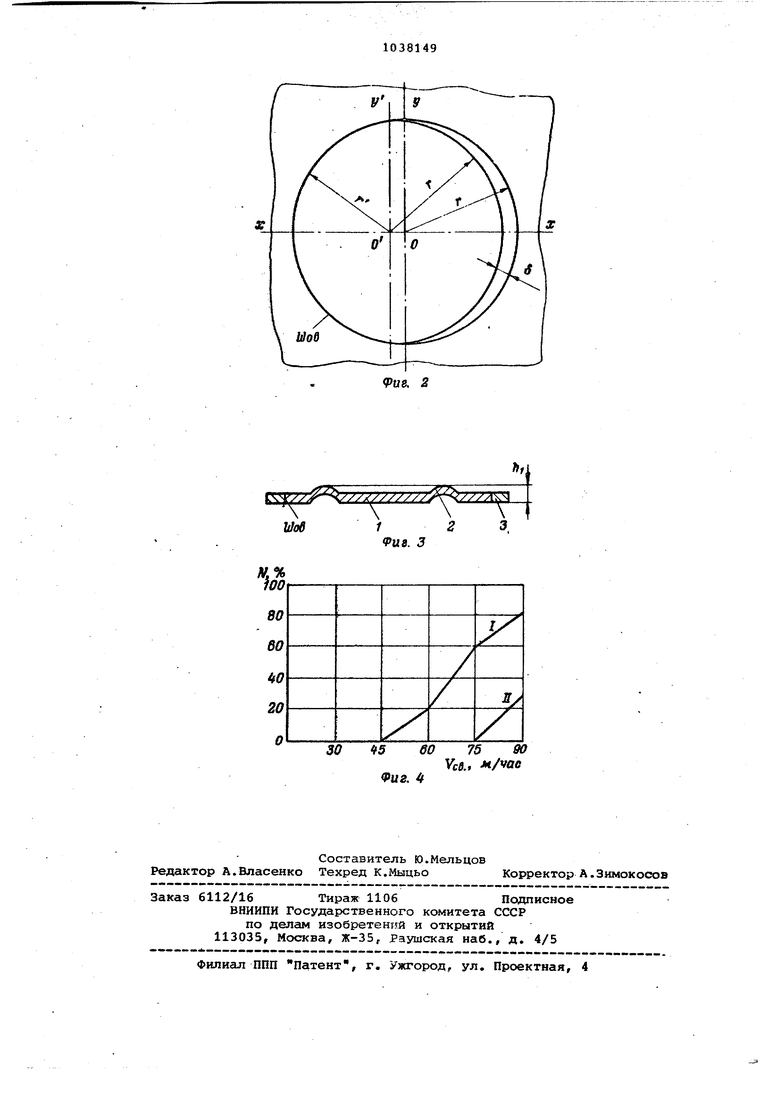
На фиг. 1 изображена предварительная частичная осадка компенсационного кольца до сварки} на фиг.2снятие напряжений сжатия после заварки половины длины msaj на фиг. 3- пластина с вваренным круговым элементом; на фиг. 4 - результаты испытаний при сварке круговой пробы для двух способов - известного и -предлагаемого.
Пример. Проводится вварка кругового элемента 1 диаметром 60 мм и толщиной 2,5 мм с, полученшлм выштамповкой компенсационным кольцом 2, в пластину 3 размером 200-200-2,5 мм с отверстием 60 мм. Фланец пластины
изготовлен из материала Э 696. Радиус выштамповки составляет 10 мм, диаметр компенсационного кольца по средней линии 46 мм. Высота вьаитамповки 7 мм. После сборки соединения производится первоначальная частичная осадка компенсационного коль-ца на 2 мм при помощи пресса. Затем производится сварка неплав5эдимся электродом в среде аргона. Режим сварки J 200 А, U -18,06. Для оценки стойкости соединения против образования горячих трегцин используется способ определения технологической прочности алюминиевых сплавов в процессе кристаллизации, согласно которому скорость сварки изменяется от 30 до 90 м/ч. После заварки поло.вины длины шва производят повторную обсадку компенсационного кольца на 1 мм.
Результаты эксперимента представлены на фиг. 4.
По оси ординат отложено отношение количества образцов, имеющих горячие трещины, к общему количеству испытанных образцов 6%, по оси абсцисс - скорость сварки в м/ч. Кривая I - зависимость отношения количества образцов, имеющих горячие трещины, к общему количеству испытанных образцов от скорости сваки по известному способу.
Кривая И-зависимость отношения количества образцов,имеющих горячие трещины, к общему количеству испытанных образцов от скорости сварки по предлагаемому способу.
Предлагаемый способ по сравнению с известным позволит улучшить качес во вварки кругового элемента в конструкцию путем предотвращения образования горячих трещин и улучшить условия труда за счет отказа от операции вырубки трещин и их последующей подварки.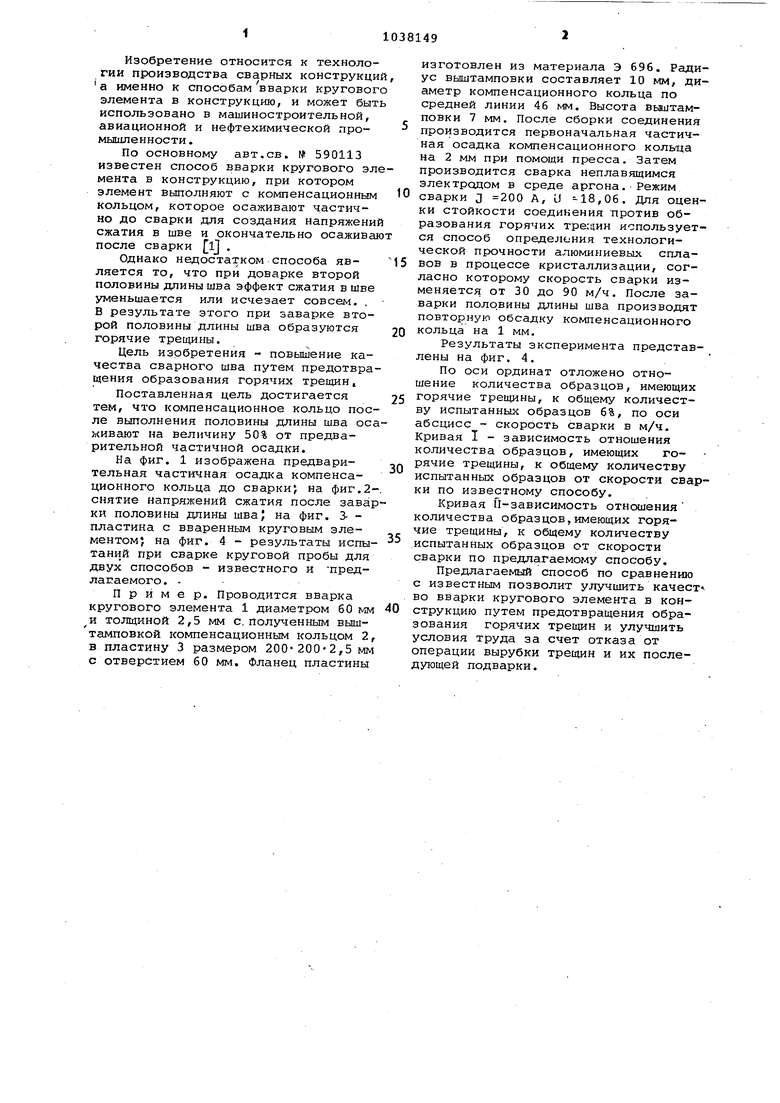
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вварки кругового элемента в конструкцию | 1976 |
|
SU590113A1 |
| Способ вварки фланца в сферическую оболочку | 1975 |
|
SU625872A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ЛЮКА-ЛАЗА БАКА ЖИДКОСТНОЙ АМПУЛИЗИРОВАННОЙ РАКЕТЫ | 2005 |
|
RU2291038C1 |
| Способ многопроходной сварки | 1982 |
|
SU1016122A1 |
| Способ выбора присадочного материаладля СВАРКи | 1979 |
|
SU841834A1 |
| БЕЗНИКЕЛЕВЫЙ ЭЛЕКТРОД ДЛЯ ХОЛОДНОЙ ДУГОВОЙ СВАРКИ СЕРОГО И ВЫСОКОПРОЧНОГО ЧУГУНА И ЧУГУНА СО СТАЛЬЮ | 1998 |
|
RU2151677C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668621C1 |
| Способ исследования свойств сварного соединения | 1990 |
|
SU1710250A1 |
| Чугун для сварочных прутков | 1987 |
|
SU1638195A1 |
| Способ изготовления сварных конструкций | 1983 |
|
SU1143552A1 |
СИОООВ ВВАРКИ КРУГОВОГО ЭЛЕ- : МЕНТА В КОЯСЯГРУКЩЛ по. авт. св. 590113, о т я.ц ч а «ДНИ с я тем, что, с целью повшюяия-качества сварного пша путем яредиотвргицения образования горячих трещи, кемаен сационное кольцо после вш1ол11енвя оопоаияы дпикв сварного шва ос яившот величину, составляп1й ую 50% преМ)1варительной частичной, осадки. О со 90 -Й1 са
Vco., M/vae Риг. 4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ вварки кругового элемента в конструкцию | 1976 |
|
SU590113A1 |
