Изобретение относится к сборочному производству и может быть использовано в устройствах для автоматической сборки изделий. Известно загрузочное устройство, содержащее поворотный барабан с магазинами, имеющий по периферии радиальные пазы, привод поворота барабана и толкатель с приводом возвратно-поступательного перемещения 1. Известное устройство обеспечивает автематическую выдачу инструмента из гнезда, но имеет в гнезде только один инструмент и не обеспечивает хранение инструментов различных типоразмеров. Цель изобретения - расщирение технологических возможностей. Поставленная цель достигается тем, что загрузочное устройство, содержащее поворотный барабан с магазинами, имеющий по периферии радиальные пазы, привод поворота барабана и толкатель с приводом возвратно-поступательного перемещения снабжено ползуном, размещенным с возможностью возвратно-поступательного перемещения посредством дополнительно введенных кулачка с пазом, установленным на валу барабана, и поводка, закрепленного на полз не и связанного с кулачком, при этом привоя толкателя расположен на ползуне, а гпезда для деталей максимального и минимального типоразмеров размещены на барабане диаметрально и смещены одно относите, другого на полуразность дна метров загружаемых деталей. Кроме того, магазины имеют прижимы с защелками. На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. ; на фиг. 4 - разрез В-В на фиг. 2. Загрузочное устройство содержит станину 1, на которой установлены привод 2, толкатель 3, ползун 4 и с возможностью враи|епия вал 5. На ползуне 4 установлен поводок 6 и силовой цилиндр 7, шток которого щарнирно соединен с толкателем 3. На валу 5 жестко установлены барабан 8, шестерня 9, связанная с приводом 2, и кулачок 10, в пазу которого перемещается поводок 6. На барабане 8 выполнены радиальные пазы 11, количество и щиркка которых определяется числом типоразмеров и диаметром загруженных в них деталей, над которыми установлены магазины 12-15. КаждЫй магазин выполнен в виде основания 16 с отверстием под типоразмер деталей с установленными на нем гладкими направляющими 17 и направляющими с проточками 18, на которых с возможностью перемещения установлен прижим 19, несущий на себе защелки 20, каждая из которых входит в зацепление с проточкой одной из направляющих 18, поджимаемые пружина.ми 21. Магазины 12-15 установлены на барабане 8 со смен1ением в о.:чну сторону (в сторону привода 2) друг относительно друга на полуразность диаметров. Мазаин 12 служит д:1я максимального типоразмера детали (не показана), а магазин 15 - для мини.мального, ползун 4 находится в левом крайнем положении. Все .магазины загружены деталями (не показаны) своего типоразмера. Загрузочпое устройство работает следующим образом. В бесщтоковую полость цилиндра 7 по дается сжатый воздух и 1пток неремещаст толкатель 3, который входит в паз 11 под магазино.м 12 и переталкивает находящуюся там деталь на находящуюся на 1;остояп1юм расстоянии от магазина позицию сборки. Носле получения сигнала о том, что деталь па позиции сборки, в штоковую полость ци/щндра 7 подается сжатый воздух, толкатель 3 возвращается в исходное положение, а на нижнюю плоскость паза 1 i под действием веса столба деталей и прижима 19 постх.част новая деталь, ориентированная направляющи.ми 17 и 18. Количество убываюилих из .магазина 12 деталей восстанавливается рабочи.м. Для этого отжима отся защс; ки 20, сжимается пружина 21, прижим 19 снимается и в магазин добавляются детали, после чего прижим 19 ставится па место. При полной выработке деталей из ма.газина 12 (или любого магазина) прижим 19 нажимает на датчик (не показан) и дается сигнал па остановку линии. При подаче с пульта управления команды па выпуск изделия другого типоразмера, питае.мого комплектующей деталью из магазина 15, отжи.мается автоматически фиксатор (не показан) барабана 8, включается привод 2, который через щестерню 9 поворачивает ват 5 и находящийся )ia нем кулачок 10 и барабан 8 так, что магазин 15 становится на место магазина 12, а последний - на место магазина 15. При этом оста вщиеся в .магазине 12 детали не выпадут, так как защелки 20, поджимаемые пружинами 21, входят в пазы направляющих 18 и не дадут передвинуться прижиму 19. При повороте кулачка 10 поводок б, перемещаясь в его пазу, передвинет ползун 4 с цилиндром 7 в правое крайнее положение па расстояние, равное полуразности диаметров деталей .максимального и минимального типоразмеров. После этого привод 2 отключа-ется, фиксируется барабан 8 и подается сжатый воздух в бесщтоковую полость цилиндра 7, имеющего постоянный ход, вследствие чего щток перемещает толкатель 3, который входит в паз II под магазином 15 и переталкивает находящуюся там деталь
(минимального типоразмера) на позицию сборки, находящуюся на постоянном расстоянии от магазина. После получения сигнала о том, что деталь находится на позиции сборки, в штоковую полость цилиндра 7 подается сжатый воздух, толкатель 3 возврап 1.ается в исходное положение, а на нижнюю плоскость паза 11 под действием веса столба деталей и прижима 19 по направляющим 17 и 18 поступает новая деталь. Цикл повторяется.
Перевод устройства на выдачу типоразмеров деталей из магазинов 13 или 14 осуществляется аналогично переводу с выдачи деталей из магазина 12 на выдачу магазина 15.
Использование изобретения обеспечивает автоматический переход с выдачи одного типоразмера деталей на выдачу другого типоразмера, сокращает время переналадки и повыщает производительность оборудования.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
| Устройство для загрузки деталей типа тел вращения | 1975 |
|
SU557908A1 |
| Роторный питатель | 1983 |
|
SU1079402A1 |
| Роторный автомат питания | 1987 |
|
SU1516305A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Устройство для отделения заготовки от стопы и подачи ее в зону обработки | 1982 |
|
SU1123780A1 |
| УСТРОЙСТВО ДЛЯ РАЗРЕЗКИ ЗАГОТОВОК НА ШПОНЫ И НАБОРНЫЕ ЛИНЕЙКИ | 1970 |
|
SU272311A1 |
| Устройство для гибки деталей | 1981 |
|
SU967611A2 |
| Автомат для сборки пряжек | 1981 |
|
SU986701A1 |
| Загрузочный ротор | 1991 |
|
SU1816642A1 |
1. ЗАГРУЗОЧНОЕ УСТРОЙСТВО, содержащее поворотный барабан с магазинами, имеющий по периферии радиальные пазы, привод поворота барабана и толкатель с приводом возвратно-поступательного перемещения, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено ползуном, размещенным с возможностью возвратно-поступательного перемещения посредством дополнительно введенных кулачка с пазом, установленным на валу барабана, и поводка, закрепленного на ползуне и связанного с кулачком, при этом привод толкателя расположен на ползуне, а гнезда для деталей максимального и минимального типоразмеров размещены на барабане и смещены одно относительно другого на полуразность диаметров загружаемых деталей. 2. Устройство по п. 1, отличающееся тем, что магазины снабжены прижимами с защелками. Фиг.1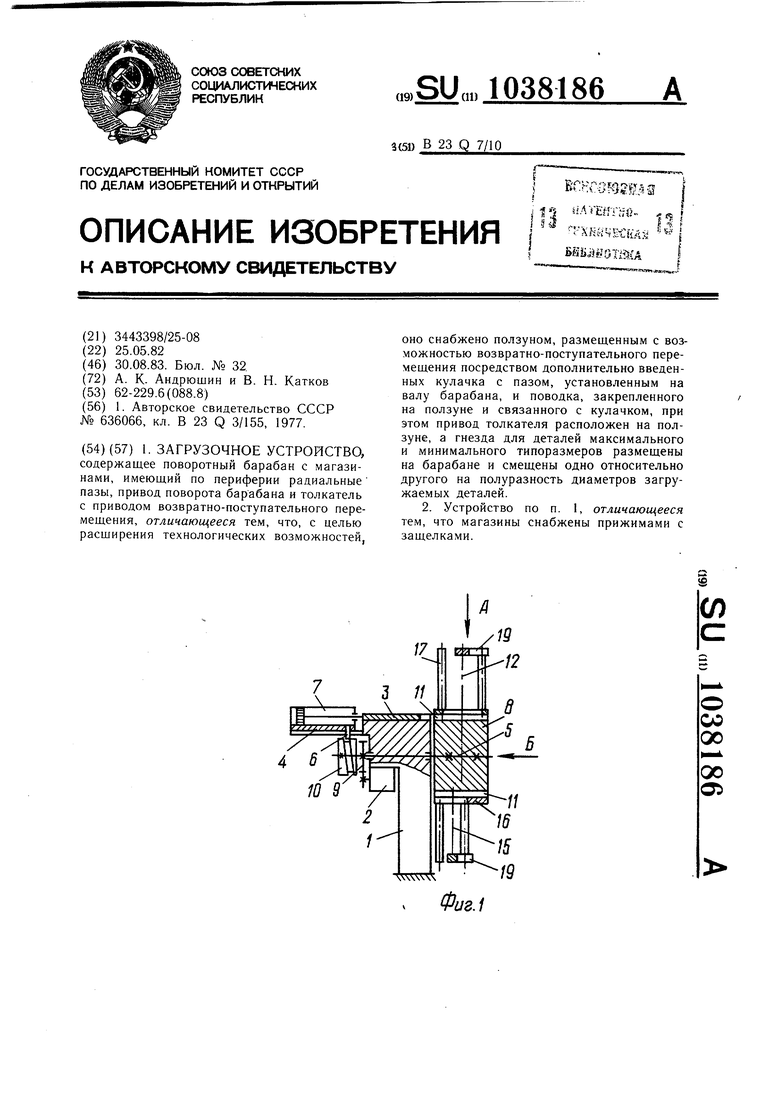
ВиЗ Д
Фиг. 2
S-B . поВврндто
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Магазин инструмента | 1977 |
|
SU636066A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
