Изобретение относится к технологии 1ашиностроения, а более конкретно к усгройствам активного контроля валов в процессе их врезного и продольного шлифования.
Известна система управления станком, содержащая датчик активного контроля диаметра вала, подключенный к командному блоку, блок отключения поперечной подачи и блок отключения станка 1.
Однако данное устройство не обеспечивает необходимой точности обработки длинных валов при продольном шлифовании, поскольку оно имеет команду на переключение подачи или выключение станка при достижении размера вала настроечного значения лишь в одном сечении.
В то же время в различных сечениях по длине вала за счет действия многих видов погрешности обработки (например, силового или упругого отжатия) может быть различный размер. Это особенно относится к длинным валам, у которых отношение длины к диаметру имеет большую величину. Поэтому, когда известное устройство срабатывает в каком-либо сечении вала, то далее процесс шлифования становится не управляемым, в то время как в другом сечении размер .вала еще может не достичь заданного значения.
Цель изобретения - повышение точности обработки длинных валов.
Указанная, цель достигается тем, что в систему управления шлифовальным станком, содержащую датчик активного контроля, размеров детали, установленный напротив шлифовального круга и подключенный к командному блоку, соединенному с блоком отключения поперечной подачи, и блок отключения станка, введены по меньшей мере три параллельных цепи управления, каждая из которых состоит из последовательно соединенных датчика положения контролируемого сечения детали в зоне резания, элемента И и запоминающего устройства, причем выходы запоминающих устройств подключены к входу блока отключения станка, а вторые входы элементов И подключены к выходу командного блока.
На чертеже представлена схема системы активного контроля, обеспечивающая обработку и управление с использованием поперечной и продольной подач.
На станине шлифовального станка неподвижно закреплен датчик 1 активного контроля размера, установленный напротив шлифовального круга 2 и соединенный со сравнивающим командно-пороговым устройством 3.
На станине станка 4 устанавливаются также настраиваемые вручную в .чявисимости от длины ступени вала 5 датчики
6 положения, сигнал с которых поступает на логический элемент И 7.
Таким образом, на вход логических элементов И поступают два сигнала - со сравнивающего командно-порогового устройства и с датчика положения. Количество датчиков положения определяется технологическими требованиями обработки. Как правило, при обработке длинных валов их должно быть не меньше трех. В соответствии с этим в нашем примере имеется три логических эле.мента И соответствующих трем датчика.м положения.
Вход элемента И связан с входом запоминающего устройства 8. Трем логическим элементам соответствуют три эле.мента памяти. Элемент памяти необходим для запоминания, команды, поступающей через элемент И от датчика положения, установленного в нужном сечении, и от датчика преобразователя команды через сравнивающее командно-пороговое устройство.
Выход сравнивающего командно-порогового устройства связан также с блоком 9 отключения поперечной (врезной) подачи. Выходы с трех элементов памяти поступают в блок 10 останова станка, причем команда на останов станка или выключение продольной подачи возникает только в случае подачи команд с всех трех элементов памяти.
Устройство работает следующим образом В процессе щлифования с использованием продольной и поперечной подач CTO.I И станка совершает возвратно-поступательное движение. Датчики положения фиксируют .моменты вхождения контролируемьгх сечений детали в зону резания. В данном случае они установлены в трех сечения по длине обрабатываемой ступени вала. Ири очередном ходе стола происходит срабатывание каждого датчика положения и команда передается на соответствующий элемент И. Однако, срабатывание этого элемента не происходит до тех пор, пока не будет достигнут нужный размер в соответствх ютом сечении. Если размер достиг настроечного значения в одном сечении, то срабатывает элемент И и элемент памяти. При этом происходит выключение поперечной (врезной подачи за счет ко.манды, выданной с выхода командно-порогового устройства. Выключение поперечной подачи и продолжение продольной (возвратно-поступательное движение стола) обеспечивает выхаживание размера по всей длине обрабатываемой ступени вала до достижения требуемого размера в оставшихся двух сечениях. При достижении требуемого размера во всех сечениях сигнал с трех датчиков положения, соединившись с сигналом командно-порогового устройства, поступает в блок останова станка. 34
Предлагаемое устройство позволяет уп-ра вала, чем повышается точность и произравлять полностью процессом шлифованияводительность обработки, а также по.чиос испсльзованием врезной и продольной по-стью автоматизировать процесс обработки
дач, обеспечивая заданное значение разме-на шлифовальных станках.
1038188 
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления шлифовальным станком | 1984 |
|
SU1202810A2 |
| Устройство активного контроля формы | 1980 |
|
SU1106646A1 |
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| Способ управления внутришлифовальным станком | 1982 |
|
SU1071414A2 |
| Устройство для автоматического управления циклом врезного шлифования | 1974 |
|
SU619330A1 |
| Самонастраивающаяся система управления поперечной подачей | 1980 |
|
SU931434A1 |
| Способ управления шлифовальным станком | 1986 |
|
SU1444137A1 |
| Способ управления рабочим циклом поперечной подачи при врезном шлифовании и устройство для его осуществления | 1985 |
|
SU1296385A1 |
| Устройство для программного управления фигурным фацетированием | 1982 |
|
SU1073081A1 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
СИСТЕ.МА УПРАВЛЕНИЯ ШЛИФОВАЛЬНЫМ СТАНКОМ, содержащая датчик активного контро/т раз.меров дета.ли, установленньи напротив пыпфова.чьного Kpvia и подключенный к командному блоку, соединенному с б.юком отклюгепия поперечной подачи, п блок (тк.иочеиия стапка, отличающаяся тем, что. с целью повын1ения точности обработки длинных в;1лов, и нее введены по меньп1ей мере трп параллельны.х цепи управлепия, каждая из которых состоит из последовательно еоединенпых датчика положеиия коптрошруемого сечения детали в зоне резания, --j к-мепта И .и запоминающего устройства, причем вы.ходы запоминающих устро ств подключены к входу блока отк.1ючения станка, а BTojibie входы элементов И подключены к выхо.чх командного блока. сл о со оо 00 оо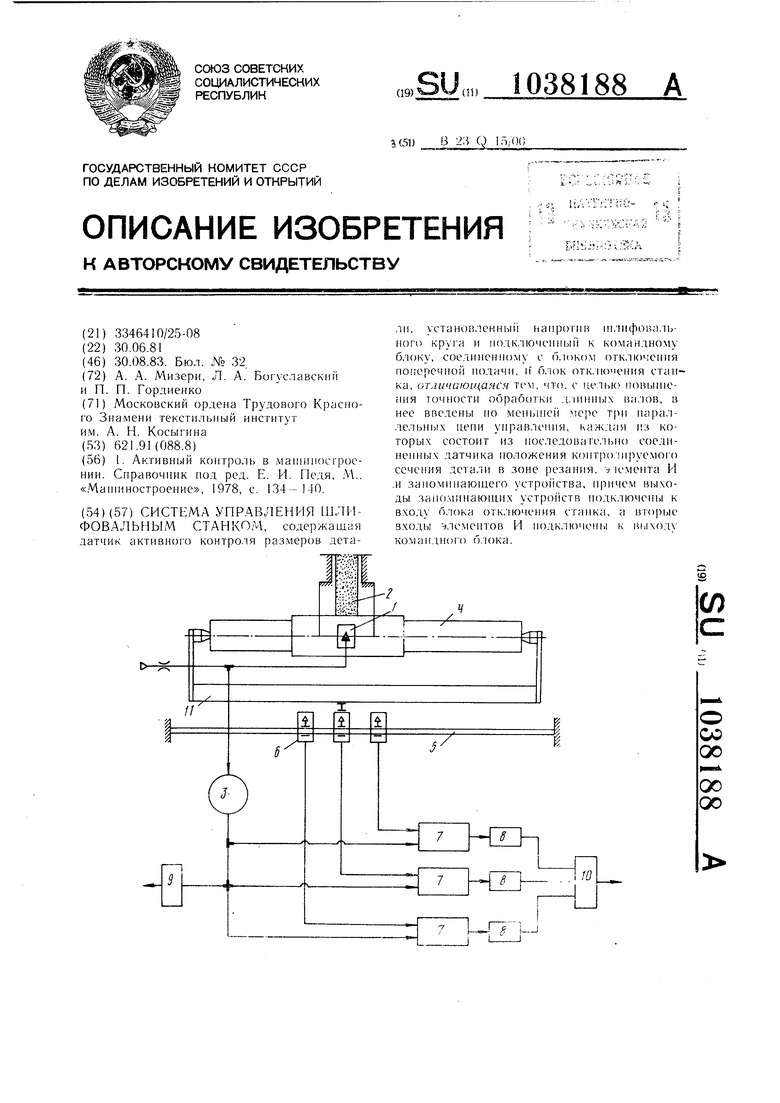
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Активный контроль в .адаиипюстроении | |||
| Справочник под ред | |||
| Е; | |||
| И | |||
| Педя, Л., «.Маншностроепие, 1978, с | |||
| Халат для профессиональных целей | 1918 |
|
SU134A1 |
