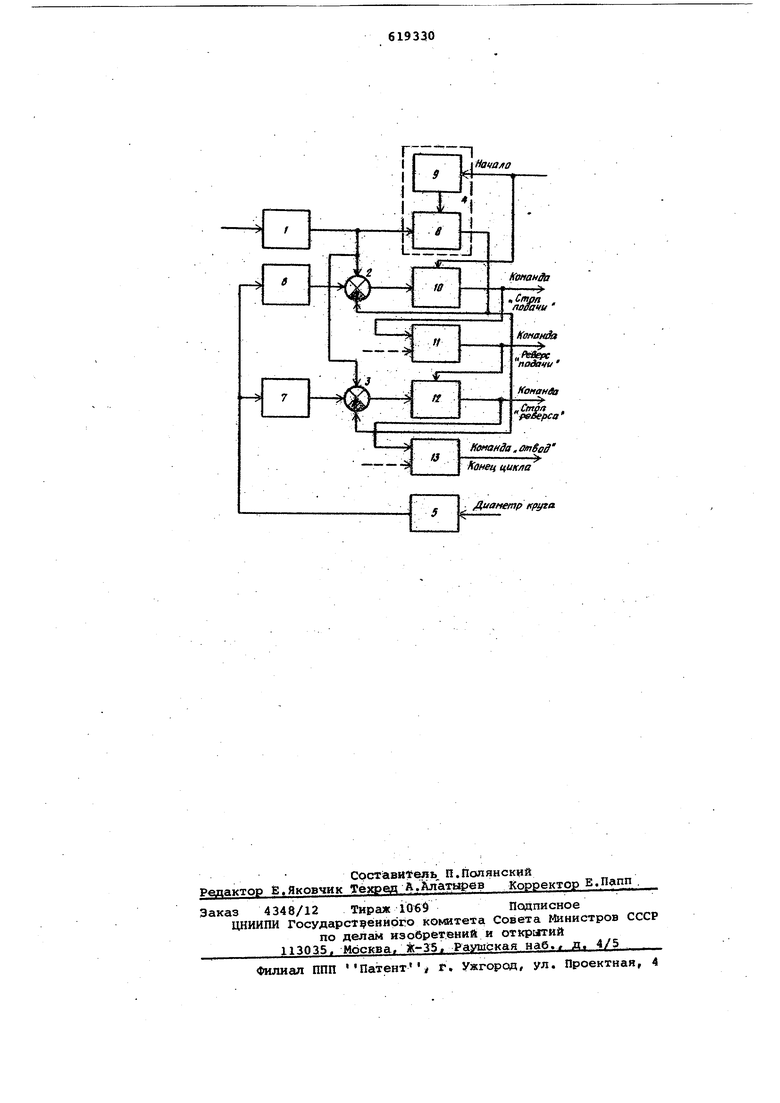
;нанадего блока 8. Блок 8 выполнен на операционном усилителе, включенном , по схеме инерционного звена, с посто янной времени от 0,5 до З.с/ что исключает ложные срабатывания устройства от кратковременных колебаний мсадности. В момент начала цикла шлифования поступает команда иэ цепей управлени станком на управляющий блок 9,. который переводит блок 8 в режим фиксации решения, т.е. на выходе блока 8 запоминается на период обработки owной детали уровень сигнала, который (Шп на его входе до начала цикла. Сигнал с выхода блока 8 запоминания поступает в схемы суммирования 2 и 3 . с Обратным знаком, в результате чего происходит вычитание сигнала мощности холостого хода привода из текущего значения сигнала активной мощности. Сигнал,с выхода датчика 5 диаметра шлифовального круга, который производит замер диаметра круга косвенным методом, по положению бабки в конце цикла обработки предыдущей дета-пи, преобразуется шэ заданному закону в аналоговых преобразователях 6 и 7, с выходо в которых поступает в схемы суммирования 2 и 3, где путем алгебраического суммирования трех сигналоз производят коррекцию уставок срабатывания командных реле 10 и 12, включакш их в себя пороговые схемы сравнения. Командные реле 11 и 13 передают дополнительные команды для реализации выбранного цикла. Принцип работы устройства основан на стабилизации тангендиальной составляющей усилия резания: Р на определен1пах этапах-автоматического цикла путем коррекции уетавок срабатывания командных реяе. Измеряется и контролируется усилие косвепным путем. Погрешность измерения тан генциальной составляющей усилия резэния Ру определяется йо формуле 2(М-И,Д , АР М: W :: WP WD тангенциальная сосгтавляющая усилия реза1ния; мсацность, потребляемая электродвигателем привода 0 шлифовального круга из сети;Wjjn - мощность, потрабляемая электродвигателем привода шлифовального круга из се ти при холостом ходе привода;W - угловая скорость врсццения шлифовального круга; 3) - диаметр шлифовального круга. Приведенная формула показывает, что для однозначного определения зависимости отклонения АР от изменения величины Мощности дЧ , необходимо вводить одновременно две коррекции: по изменению мсяцности холостого хода привода Д V х х и по изменению диаметра шлифовального круга uD . Формула изобретения, Устройство для автоматического уп равления циклом врезного шлифования, содержащее датчик активной мощности привода Шлифовального круга, связанный со cxieMaMH сук «рова«ия и узел коррекции сигнала по мощности холостого хода привода, о т л и ч а ющ е вся тем, что, с целью пооЕДиения точности и качества .поверхности обрабатываемых изделий, оно снабжеио датчиком диаметра шлифовального круга. и аналоговы в гфеобразователягас, а узел коррекции по мсздностн холостого хода выполнен в- виде eknoKa за1к «нания и управляющего блока, щжчем входы блока запоминания связаны с датчи-, ком активной мощности и с упраВляахцим блоком, а выходы связаны с входами . схем сум11«1рования, к которым псхпключены также выходы аналоговых преобразователей, входа которых связаны с юиходом датчика диаметра шлифовального 1фуга. Источники информации, принятые во внимание При экспертизе 1. Авторское свидетельство СССР 2J2416, кл. В 24 В 49/16, 1967.
Диаметр круга
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления фигурным фацетированием | 1982 |
|
SU1073081A1 |
| Устройство для автоматического управления рабочим циклом врезного шлифования | 1982 |
|
SU1105294A1 |
| Способ управления внутришлифовальным станком | 1982 |
|
SU1071414A2 |
| Устройство активного контроля формы | 1980 |
|
SU1106646A1 |
| Способ управления внутришлифовальным станком | 1980 |
|
SU921823A1 |
| Способ управления циклом шлифовального станка | 1983 |
|
SU1166976A1 |
| Устройство для ограничения перемещений шлифовального круга | 1978 |
|
SU747706A1 |
| Устройство для адаптивного управления шлифовальным станком | 1980 |
|
SU979081A1 |
| Устройство для автоматического управления рабочим циклом врезного шлифования | 1981 |
|
SU956258A1 |
| Самонастраивающаяся система управления поперечной подачей | 1980 |
|
SU931434A1 |