( 5) САМОНАСТРАИВАЮЩАЯСЯ СИСТЕМА УПРАВЛЕНИЯ
ПОПЕРЕЧНОЙПОДАЧЕЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Самонастраивающееся устройство для автоматического контроля размеров деталей при врезном шлифовании | 1980 |
|
SU931435A1 |
| Самонастраивающаяся система управления поперечной подачей шлифовального станка | 1986 |
|
SU1397262A1 |
| Устройство для автоматического управления рабочим циклом врезного шлифования | 1982 |
|
SU1105294A1 |
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| Способ управления процессом врезного внутреннего шлифования | 1977 |
|
SU645826A1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| Самонастраивающаяся система активного контроля размеров и режима обработки деталей при врезном шлифовании | 1985 |
|
SU1391862A1 |
| СПОСОБ АВТОМАТИЗАЦИИ ЦИКЛА ВРЕЗНОГО ШЛИФОВАНИЯ | 1973 |
|
SU404610A1 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| СПОСОБ УПРАВЛЕНИЯ ПОПЕРЕЧНОЙ ПОДАЧЕЙ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ НА КРУГЛОШЛИФОВАЛЬНЫХ И ВНУТРИШЛИФОВАЛЬНЫХ СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) ПО РАЗМЕРНЫМ КОМАНДАМ ПРИБОРА АКТИВНОГО КОНТРОЛЯ (ПАК) | 2013 |
|
RU2551326C2 |

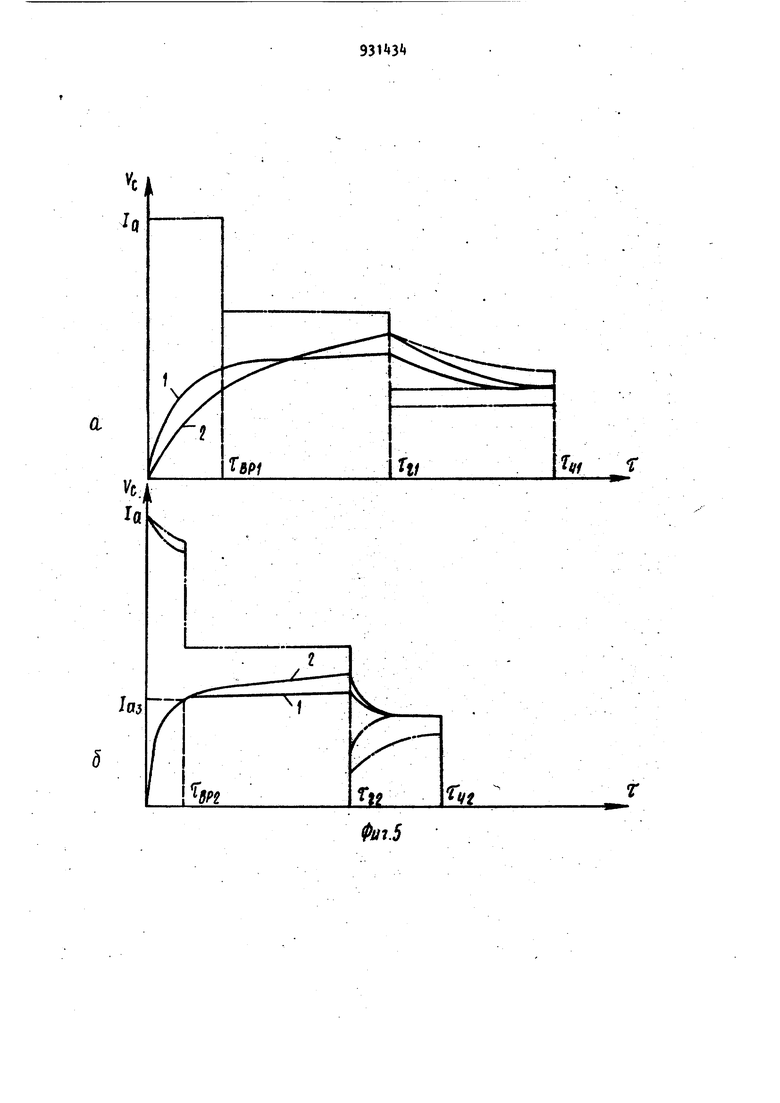
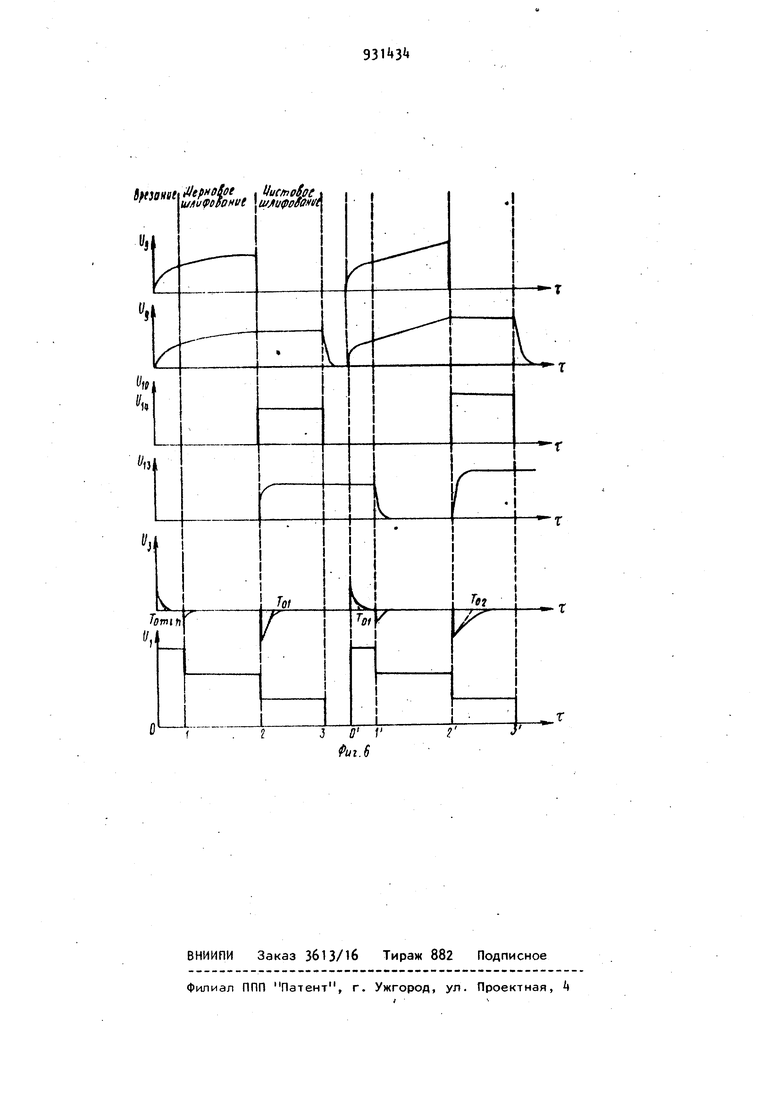
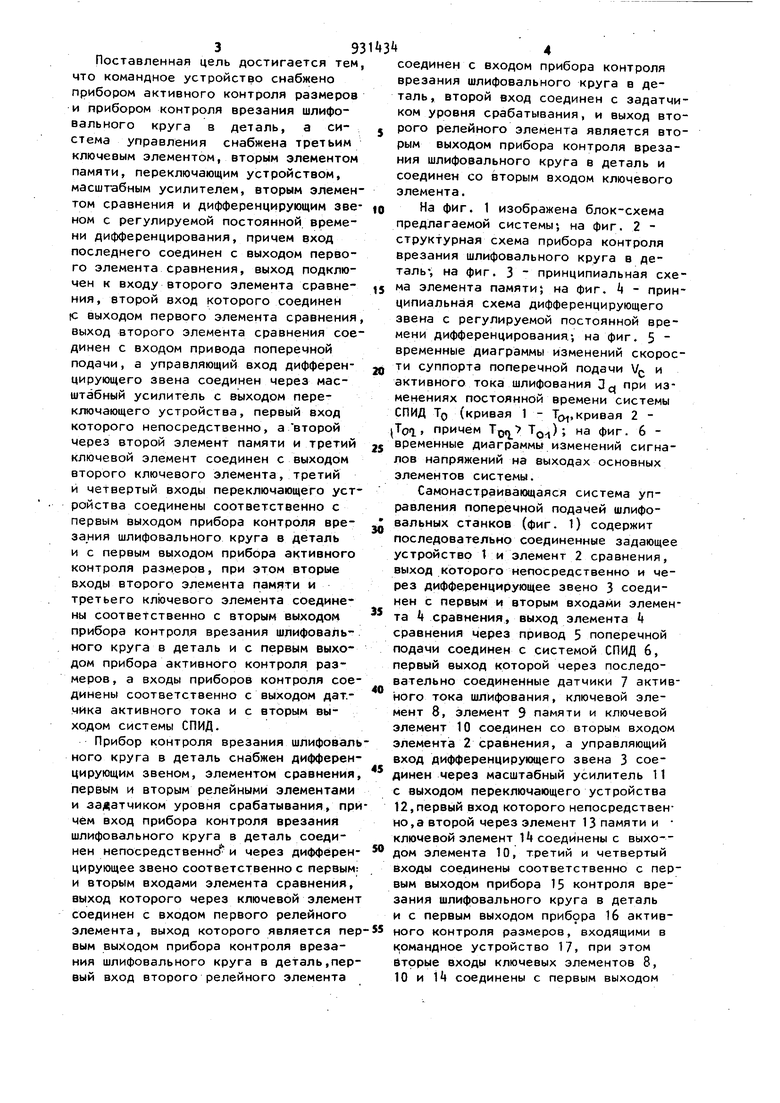
Изобретение относится к станкостроению и может быть использовано в технологии и технике автоматизации процессов обработки металлов на шлифовальных станках. Известна самонастраивающаяся сиетема управления поперечной подачей шлифовальных станков, содержащая последовательно соединенные систему СПИД, выход которой через датчик активного тока, ключевой элемент,бло памяти и второй ключевой элемент соединен со вторы входом элемента сравнения, ко второму входу которого подключено задающее устройство, вход которого и вторые входы ключевых эле ментов и элемента памяти соединены с выходами командного устройства, управляющего приводом поперечной подачи. В указанной системе используется дискретный контур адаптации к вариациям постоянной времени системы СПИД обеспечивающий выдачу корректирующего сигнала, пропорционального постоянной времени системы СПИД, суммирующегося с сигналом управленияВ момент переключения с черновой подачи на чистовую. Измерение постоянной времени производится косвенным путем на основании пропорциональной зависимости в устанрвившемся режиме между постоянной времени и мощностью шлифования, а следовательно, и активным током шлифования 1. В такой системе практическиизменением от цикла к циклу скорости суппорта поперечной подачи на этапе чистового шлифования по мере изменения постоянной времени, системы СПИД TO добиваются требуемого качества обработки, но при этом велико время цикла обработки деталей и низка производительность процесса. Цель изобретения - повышение производительности процесса обработки за счет повышения динамических . свойств системы. Поставленная цель достигается тем что командное устройство снабжено прибором активного контроля размеров и прибором контроля врезания шлифовального круга в деталь, а система управления снабжена третьим ключевым элементом, вторым элементом памяти, переключающим устройством, масштабным усилителем, вторым элементом сравнения и дифференцирующим звеном с регулируемой постоянной времени дифференцирования, причем вход последнего соединен с выходом первого элемента сравнения, выход подключен к входу второго элемента сравнения, второй вход которого соединен (С выходом первого элемента сравнения выход второго элемента сравнения соединен с входом привода поперечной подачи, а управляющий вход дифференцирующего звена соединен через масштабный усилитель с выходом переключающего устройства, первый вход которого непосредственно, а второй через второй элемент памяти и третий ключевой элемент соединен с выходом второго ключевого элемента, третий и четвертый входы переключающего устройства соединены соответственно с первым выходом прибора контроля врезания шлифовального круга в деталь и с первым виходом прибора активного контроля размеров, при этом вторые входы второго элемента памяти и третьего ключевого элемента соединены соответственно с вторым выходом прибора контроля врезания шлифовального круга в деталь и с первым выходом прибора активного контроля размеров, а входы приборов контроля соединены соответственно с выходом датчика активного тока и с вторым выходом системы СПИД. Прибор контроля врезания шлифовал ного круга в деталь снабжен дифференцирующим звеном, элементом сравнения первым и вторым релейными элементами и задатчиком уровня срабатывания, при чём вход прибора контроля врезания шлифовального круга в деталь соединен HenocpeACTseHHd и через дифферен цирующее звено соответственно с первым и вторым входами элемента сравнения, выход которого через ключевой элемен соединен с входом первого релейного элемента, выход которого является пе вым выходом прибора контроля врезания шлифовального круга в деталь,пер вый вход второго релейного элемента SB соединен с входом прибора контроля врезания шлифовального круга в деталь, второй вход соединен с задатчиком уровня срабатывания, и выход второго релейного элемента является вторым выходом прибора контроля врезания шлифовального круга в деталь и соединен со вторым входом ключевого элемента. На фиг. 1 изображена блок-схема предлагаемой системы; на фиг. 2 структурная схема прибора контроля врезания шлифовального круга в деталь-, на фиг. 3 - принципиальная схема элемента памяти; на фиг. - принципиальная схема дифференцирующего звена с регулируемой постоянной времени дифференцирования; на фиг. 5 временные диаграммы изменений скорости суппорта поперечной подачи М и активного тока шлифования 3 при изменениях постоянной времени системы СПИД TO (кривая 1 - TO, кривая 2 , причем TQJJ TQ); на фиг. 6 временные диаграммы изменений сигналов напряжений на выходах основных элементов системы. Самонастраивающаяся система управления поперечной подачей шлифовальных станков (фиг. 1) содержит последовательно соединенные задающее устройство 1 и элемент 2 сравнения, выход которого непосредственно и через дифференцирующее звено 3 соединен с первым и вторым входами элемента сравнения, выход элемента Ц сравнения через привод 5 поперечной подачи соединен с системой СПИД 6, первый выход которой через последовательно соединенные датчики 7 активного тока шлифования, ключевой элемент 8, элемент 9 памяти и ключевой элемент 10 соединен со вторым входом элемента 2 сравнения, а управляющий вход дифференцирующего звена 3 соединен через масштабный усилитель 11 с выходом переключающего устройства 12,первый вход которого непосредственно, а второй через элемент 13 памяти и ключевой элемент Н соединены с выхо-дом элемента 10, третий и четвертый входы соединены соответственно с первым выходом прибора 15 контроля врезания шлифовального круга в деталь и с первым выходом прибора 16 активного контроля размеров, входящими в командное устройство 17, при этом вторые входы ключевых элементов 8, 10 и I соединены с первым выходом
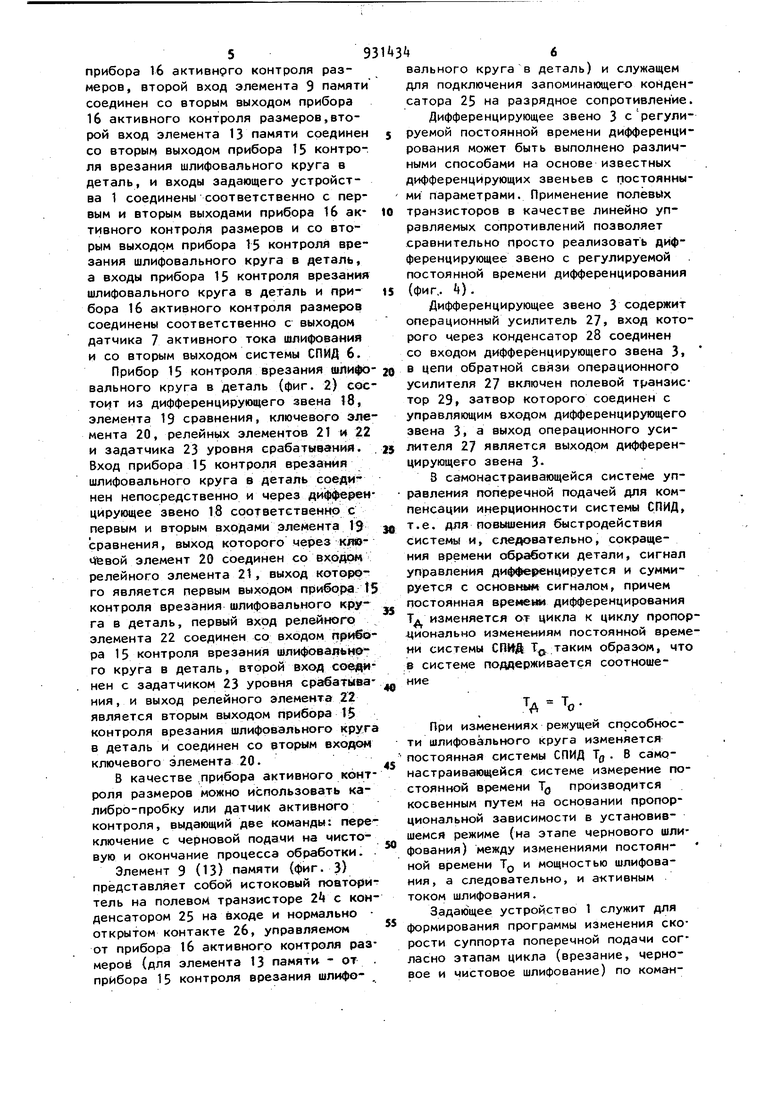
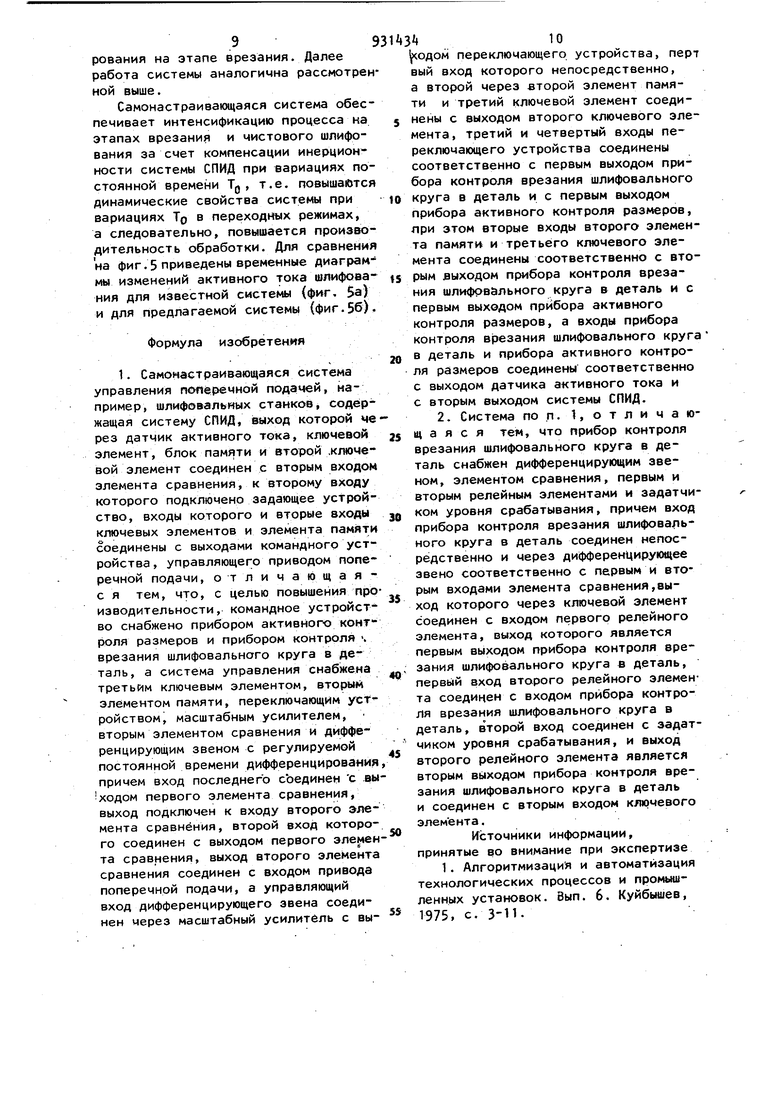
прибора 16 активного контроля размеров, второй вход элемента 9 памяти соединен со вторым выходом прибора 16 активного контроля размеров,второй вход элемента 13 памяти соединен со вторым выходом прибора 15 контроля врезания шлифовального круга в деталь, и входы задающего устройства 1 соединены соответственно с первым и вторым выходами прибора 16 активного контроля размеров и со вторым выходом прибора 13 контроля врезания шлифовального круга в деталь, а входы прибора 13 контроля врезания шлифовального круга в деталь и прибора 16 активного контроля размеров соединены соответственно с выходом датчика 7 активного тока шлифования и со BTOpbtM выходом системы СПИД 6. Прибор 13 контроля врезания шЛифовального круга в деталь (фиг. 2} состоит из дифференцирующего звена В, элемента 19 сравнения, ключевого элемента 20, релейных элементов 21 и 22 и задатчика 23 уровня срабатывания. Вход прибора 15 контроля врезания шлифовального круга в деталь соеди нен непосредственно и через дифференцирующее звено 18 соответственно с первым и вторым входами элемента 19 сравнения, выход которого через клю1 6вой элемент 20 соединен со входом релейного элемента 21 , выход является первым выходом прибора 15 контроля врезания шлифовального круга в деталь, первый вход релейного элемента 22 соединен со входом прибора 13 контроля врезания шлифовального круга в деталь, второй вход соединен с задатчиком 23 уровня срабатывания, и выход релейного элемента 22 является вторым выходом прибора 15 контроля врезания шлифовального круга в деталь и соединен со вторым входом ключевого элемента 20. В качестве прибора активного контроля размеров можно использовать калибро-пробку или датчик активного контроля, выдающий две команды: переключение с черновой подачи на чистовую и окончание процесса обработки. Элемент 9 (13) памяти (фиг. 3) представляет собой истоковый повторитель на полевом транзисторе 2 с конденсатором 23 на входе и нормально открытом контакте 26, управляемом от прибора 16 активного контроля размерой (для элемента 13 памяти - от . прибора 13 контроля врезания шлифо- .
вального круга в деталь) и служащем для подключения запоминающего конденсатора 25 на разрядное сопротивление. Дифференцирующее звено 3 срегулируемой постоянной времени дифференцирования может быть выполнено различными способами на основе известных дифференцирующих звеньев с постоянными параметрами. Применение полевых
транзисторов в качестве линейно управляемых сопротивлений позволяет сравнительно просто реализовать дифференцирующее звено с регулируемой постоянной времени дифференцирования
(фиг,. ).
Дифференцирующее звено 3 содержит операционный усилитель 27, вход которого через конденсатор 28 соединен со входом дифференцирующего звена 3 цепи обратной связи операционного усилителя 27 включен полевой транзистор 29 затвор которого соединен с управляющим входом дифференцирующего звена 3, а выход операционного усилителя 27 является выходом дифференцирующего звена 3В самонастраивающейся системе управления поперечной подачей для компенсации инерционности системы СПИД, т.е. для повышения быстродействия системы и, следовательно, сокращения времени обработки детали, сигнал управления дифференцируется и суммируется с основным сигналом, причем постоянная времеш дифференцирования Тд изменяется от цикла к циклу пропорд ионально изменениям постоянной времени системы СШЛ таким образом, что 8 системе поддерживается соотношениет изменениях режущей способности шлифовального круга изменяется постоянная системы СПИД Тд. В самонастраивающейся системе измерение постоянной времени Тд производится косвенным путем на основании пропорциональной зависимости в установившемся режиме (на этапе чернового шлифования) между изменениями постоянной времени TQ и мощностью шлифоваи активным ния, а следовательно, током шлифования. Задающее устройство 1 служит для формирования программы изменения скорости суппорта поперечной подачи согласно этапам цикла (врезание, черновое и чистовое шлифование) по командам от командного устройства 17- На задащее устройство 1 поступают следующие команды: переход с врезной подэни на черновую со второго выхода прибора 15 контроля врезания шлифовального в деталь, переход с черновой подачи на чистовую с первого выхода прибора 16 активного контроля размеров и окончание цикла обработки (конец этапа чистового шлифования) со второго выхода прибора 16 активного контроля размеров. Самонастраивающаяся система работает следующим образом. В исходном состоянии (между циклами обработки) ключевые элементы 10 и Ц разомкнуты, ключевой элемент 8 замкнут, контакты 26 элементов 9 и 13 памяти разомкнуты (отсутствуют сип налы на вторых выходах прибора 15 контроля врезания шлифовального круга в деталь и прибора 16 активного контроля размеров). В начале цикла обработки в момент касания шлифовального круга с деталью срабатывает релейный элемент 21 прибора 15 контроля врезания шлифовального круга в деталь и подключает выход элемента 13 памяти через переключающее устройство 12, масштабный усилитель 11 к управляющему входу дифференцирующего звена 3. При работе с новым шлифовальным кругом после его правки сигнал на выходе элемента 13 памяти отсутствует и постоянная времени дифференцирования заена 3 определяется выбранной рабочей точкой полевого транзистора т.е. напряжением смещения на затворе транзистора 29, которое выбирается исходя из значений минимальной постоянной времени TQ. . В момент достижения актив ным током шлифования значения уровня срабатывания 3аз (фиг. 56), опре деляемого задатчиком 23, срабатывает -. - .. релейный элемент 22, своими контактами переключая задающее устройство 1 с врезной подачи на черновую. Одно временно замыкается контакт 26 элемента 13 памяти, подключая запоминаю щий конденсатор 25 на разрядное сопротивление, и срабатывает ключевой элемент 20, отключая релейный элемент 21 от элемента 19 сравнения. Сигнал на первом выходе прибора 15 контроля врезания шлифовального круга в деталь отсутствует, тем самым выход элемента 13 памяти отключается от входа масштабного усилителя 11. Сигнал на
Сигнал,пропорциональный изменению постоянной времени системы СПИД на предыдущем цикле обработки, с выхода элемента 13 памяти через переключающее устройство 12, масштабный усилитель 11 поступает на управляющий вход дифференцирующего звена 3, изменяя тем самым постоянную времени дифференцизапоминающем конденсаторе 25 элемента 9 памяти на этапах врезания и чернового шлифования пропорционален сигналу на выходе датчика 7 активного тока шлифования (фиг. 6, кривая и 9 fiei). 8 момент перехода с этапа чернового шлифования на чистовое на первом выходе прибора 1б активного контроля размеров появляется сигнал, осуществляющий переключение задающего устройства 1 с черновой подачи на чистовую, размыкание ключевого элемента 8 и замыкание ключевых элементов 10 и 1. Одновременно происходит подключение выхода элемента 9 памяти через ключевой элемент 10, переключающее устройство 12, масштабный усилитель 11 к управляющему входу дифференцирующего звена 3. Сигнал, пропорциональный изменению постоянной времени системы СПИД Т , поступает на управляющий вход дифференцирующего звена 3, изменяя постоянную времени дифференцирования Тл для обеспеченияравенства « ,, ТА- Тр. Контакт 26 элемента 13 памяти размыкается , и на этапе чистового шлифования происходит запоминание сигнала, пропорционального изменениям постоянной времени системы СПИД То, поступающего через ключевой элемент I с выхода ключевого элемента 10 (фиг. 6, кривая U-|-j ). В момент окончания цикла обработки управляющий сигнал со второго выхода прибора 16 активного контроля размеров поступает на задающее устройство 1 и на второй вход элемента 9 памяти, контакт 26 которого замыкается; и запоминающий конденсатор 25 разряжается через разрядное сопротивление, Перед началом следующего цикла обработки схема приходит в исходное состояние. В период между циклами на выходе элемента 13 памяти сигнал напряжения практически остается неизменным и пропорционален изменению постоянной времени системы СПИД на этапе чернового шлифования предыдущего цик (фиг. 6, кривая U.j fUl ). В начале следующего цикла обработки рования на этапе врезания. Далее работа системы аналогична рассмотрен ной выше. Самонастраивающаяся система обеспечивает интенсификацию процесса ка этапах врезания и чистового шлифования за счет компенсации инерционности системы СПИД при вариациях постоянной времени TQ, т.е. повышается динамические свойства системы при вариациях TQ в переходных режимах, а следовательно, повышается производительность обработки. Для сравнения на фиг.5 приведены временные диаграммы изменений активного тока шлифования для известной системы (фиг, 5а) и для предлагаемой системы (фиг.56) Формула изобретения , 1. Самонастраивающаяся система управления поперечной подачей, например, шпифовалы ых станков, содержащая систему СПИД, выход которой че рез датчик активного тока, ключевой элемент, блок памяти и второй .ключевой элемент соединен с вторым входом элемента сравнения, к второму входу которого подключено задающее устройство, входы которого и вторые входы ключевых элементов и элемента памяти соединены с выходами командного устройства , управляющего приводом поперечной подачи, отличающаяс я тем, что, с целью повышения про изводительности , командное устройство снабжено прибором активного контроля размеров и прибором контроля ч врезания шлифовального круга в деталь, а система управления снабжена третьим ключевым элементом, вторым элементом памяти, переключающим yetройством, масштабным усилителем, вторым элементом сравнения и дифференцирующим звеном с регулируемой постоянной времени дифференцирования причем вход последнего соединен с вы ходом первого элемента сравнения, выход подключен к входу второго элемента сравнения, второй вход которого соединен с выходом первого та сравнения, выход второго элемента сравнения соединен с входом привода поперечной подачи, а управляющий вход дифференцирующего звена соединен через масштабный усилитель с вы одом переключающего устройства, перт ВЫИ вход которого непосредственно, а второй через второй элемент памяти и третий ключевой элемент соединены с выходом второго ключевого элемента, третий и четвертый входы переключающего устройства соединены соответственно с первым выходом прибора контроля врезания шлифовального круга в деталь и с первым выходом прибора активного контроля размеров, лри этом вторые входы второго элемента памяти и третьего ключевого элемента соединены соответственно с вторым выходом прибора контроля врезания шлифовального круга в деталь и с первым выходом прибора активного контроля размеров, а входы прибора контроля врезания шлифовального круга в деталь и прибора активного контроля размеров соединены соответственно с выходом датчика активного тока и с вторым выходом системы СПИД. 2. Система по п. 1, о т л и ч а ющ а я с я тем, что прибор контроля врезания шлифовального круга в деталь снабжен дифференцирующим звеном, элементом сравнения, первым и вторым релейным элементами и задатчиком уровня срабатывания, причем вход прибора контроля врезания шлифовального круга в деталь соединен непосредственно и через дифференцирующее звено соответственно с первым и вторым входами элемента сравнения,выход которого через ключевой элемент соединен с входом первого релейного элемента, выход которого является первым выходом прибора контроля врезания шлифовального круга в деталь, первый вход второго релейного элемента соединен с входом прибора контроля врезания шлифовального круга в деталь, второй вход соединен с задатчиком уровня срабатывания, и выход второго релейного элемента является вторым выходом прибора контроля врезания шлифовального круга в деталь и соединен с вторым входом ключевого элемента. Источники информации, принятые во внимание при экспертизе 1. Алгоритмизаций и автоматизация технологических процессов и промышленных установок. Вып. 6. Куйбышев, 1975, с. 3-11.
f5
19
ffi
-о
2i
-
2S
27
F
Риг.It
а
Й/7.5
