(54) МНОГОПОЗИЦИОННЫЙ ГИБОЧНЫЙ ШТАМП
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки | 1985 |
|
SU1299658A1 |
| Устройство для изготовления U-образных деталей гибкой прямолинейных заготовок проталкиванием | 1980 |
|
SU935173A1 |
| Штамп для гибки деталей из листового материала | 1987 |
|
SU1484404A1 |
| Штамп для гибки деталей из штучных листовых заготовок | 1983 |
|
SU1144744A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| Штамп совмещенного действия | 1976 |
|
SU653005A1 |
| Штамп гибочный | 1980 |
|
SU871912A1 |
| Гибочный штамп | 1981 |
|
SU958009A1 |
| Штамп для гибки изделий с замкнутым контуром из листовых заготовок | 1988 |
|
SU1581418A1 |
| Штамп для изготовления деталей типа втулок из листового материала | 1986 |
|
SU1433602A1 |
1
Изобретение относится к обработке металлов давлением, а именно к штампам для изготовления деталей гибкой.
Известны многопозиционные гибочные штампы, содержащие закрепленный на подвижной плите пуансона, смонтированную на неподвижной плите матрицу .с жестким основанием,а также узел центрирования заготовок. Пуансон и матрица выполнены со ступенчатыми рабочими поверхностями, причем каждая из взаимодействующих ступеней матрицы и пуансона соответствует одному типоразмеру изгибаемых деталей 1.
Однако штампы такой конструкции предназначены для изготовления деталей ограниченных типоразмеров.
Цель изобретения - расширение номенклатуры изготовляемых деталей.
С зГтой целью в гибочном штампе, содержащем закрепленный на подвижной плите пуансон со ступенчатой рабочей поверхностью, каждая из ступеней которой соответствует одному типоразмеру изгибаемых детгшей, смонтированную на неподвижной плите матрицу с жестким основанием и ступенчатой рабочей поверхностью, соответствующей ступенчатой поверхности пуансона
а также узел узел центрирования заготовок, ступенчатьми выполнены боковая поверхность матрицы и соответствующая ей боковая поверхность пуансона, основание матрицы смонтировано с возможностью возвратно-поступательного перемещения в направлении хода подвижной плиты, а штгилп снабжен размещенной между основанием матригда
и неподвижной плитой с возможностью установочного перемещения в плоскости гибки опорной пластиной с опорньми выступами заданной высоты.
Узел центрирования заготовки может. быть выполнен в виде несущей за готовку ползушки,установленной с воз-, можностью перемещения в направлении перпендикулярном плоскости гибки, на подвижной плите, и регулировочного
20 винта, связывающего ползушку с неподвижной плитой
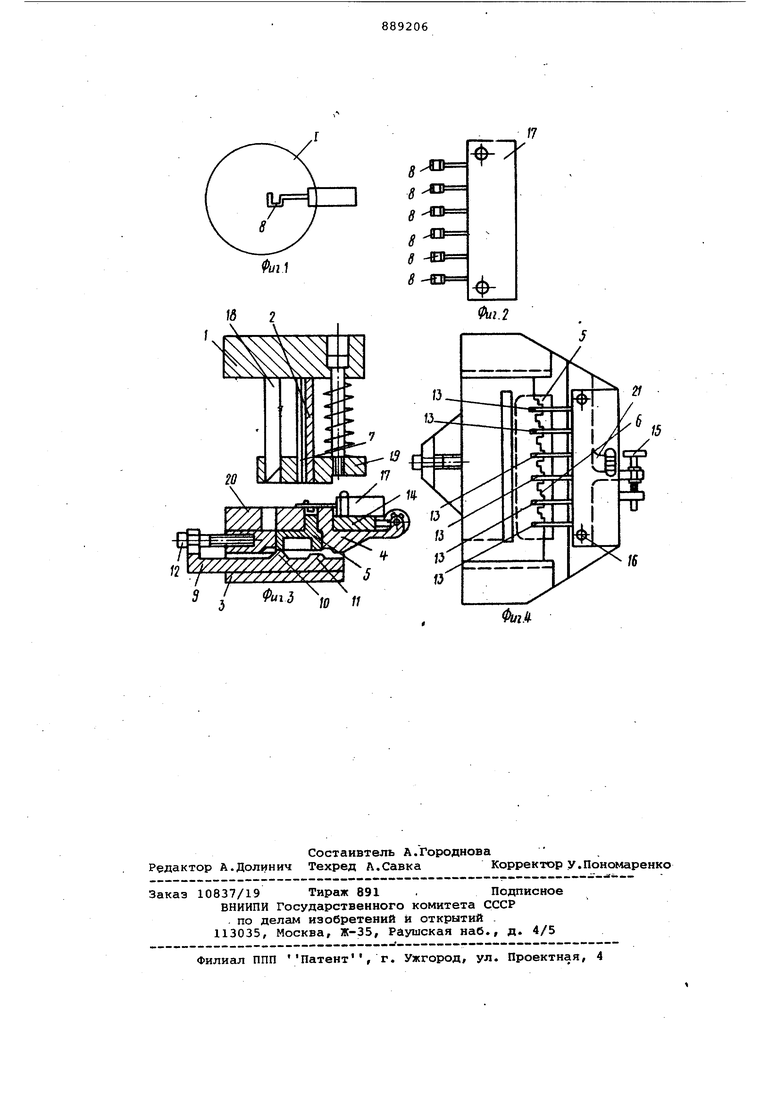
На фиг.1 изображей держатель с изогнутыми деталями, вид сбоку; на фиг.2 - то же, вид в плане; на фиг.25 разрез штампа по плоскости гибки; на фиг.4 - неподвижная плита с матрицей, вид в плане.
Штамп содержит закрепленный на подвижной плите 1 пуансон 2 и смон,}0 тированную на неподвижной плите 3 матрицу 4 с жестким основанием: 5. Пуансон 2 и матрица 4 имеют ступенчатые боковые поверхности б и 7, каждая из ступеней которых соответствует одному типоразмеру изготавли ваемых на штампе деталей 8. Основан 5 матрицы 4 установлено с возможностью возвратно-поступательного перемещения в направлении хода подвижной плиты 1, а между основанием 5 и неподвижной плитой 3 размещена опорная пластина 9, установленная с возможностью поступательного переме щения в плоскости гибки и имеющая опорные выступы 10 и 11 заданной вы соты. Опорная пластина 9 связана с неподвижной плитой 3 установочным винтом 12. На неподвижной плите 3 смонтирован также узел центрирования -заготовки 13, выполненный в вид ползушки 14 и регулировочного винта 15, связывающего ползушку 14 с матрицей 4, а через нее и с непод-. вижной плитой 3« На ловителях16 ползушки 14 размещена кассета 17 с заготовками 13. На подвижной плите 1 жестко закреплен клин 18 и установлен подпружиненный к плите 1 при жим 19. Матрица 4 выполнена с подвижной в плоскости гибки боковой частью 20. Позицией 21 обозначен ук затель типоразмера получаемой де-тали. Штамп работает следующим образом Кассету 17 с группой прямых заго товок -проволочных выводов устанавли вают на ловители 16 ползушки 14. Пр помощи винта 15 по указателю типоразмера перемещают ползушку 14 в положение, соответствующее заданному типоразмеру детали (заготовки 13 при этом попадают на соответству ющую ступень боковой поверхности 6 матрицы). При опускании подвижной , плиты 1 прижим 19 прижимает заготов ки 13 к матрице 4. Затем пуансон 2 воздействует на заготовки 13 и изги бает их, а в конце хода вниз подчеканивает их на основании 5. Под воздействием клина 18 подвижная боковая, часть 20 перемещается в направлении, перпендикулярном направле нию перемещения пуансона 2, и подчеканивает (или сплющивает) отогнутые концы заготовок 13. Предлагаемый штамп позволяет изготовлять детали различных типоразмеров с высокой производительностью за счет одновременной обработки нескольких заготовок . Формула изобретения 1.Многопозиционный гибочный штамп, содержащий закрепленный на подвижной плите пуансон со ступенчатой рабочей поверхностью, каждая из ступеней которой соответствует одному типоразмеру изгибаемых деталей, смонтированную на неподвижной плите матрицу с жестким основанием и ступенчатой рабочей поверхностью, соответствующей ступенчатой поверхности пуансона, а также узел центрирования заготовок, отличающийся тем, что, с целью расширения номенклатуры изготовляемых деталей, ступенчатыми выполнены боковая поверхность матрицы и соответствующая ей боковая поверхность пуансона, основание матрицы смонтировано с возможностью возвратно-поступательного перемещения в направлении хода подвижной плиты, а штамп снабжен размещенной между основанием матрицы и неподвижной плитой с возможностью установочного перемещения в плоскости гибки опорной пластиной, с опорными выступами заданной высоты. 2.Штамп ПОП.1, отличающийся тем, что узел центрирования заготовки выполнен в виде несущей заготовку ползушки, установленной с возможностью перемещения в направлении, перпендикулярном плоскости гибки, на неподвижной плите, и регулиробОЧнОго винта, связывающего ползушку с неподвижной плитой. Источники информации, принятые во внимание при экспертизе 1. Мошнин Е.Н. Гибка, обтяжка и правка на прессах. П., 1959, с,88-89, фиг.57 (ж).
