Изобретение относится к области трубопрокатного производства, в частности к вспомогательному оборудованию трубопрокатных станов. Известно устройство для установк оправки автоматического трубопрокат ного стана, включающее две рычажные системы, укрепленные на общей раме, пневмоцилиндры с присоединенными к ним захватами оправок tl3I Недостатком устройства является его низкая производительность. Известно устройство для установк оправки трубопрокатного автоматстан содержащее механизм вывода оправки на ось прокатки в виде двух стационарно установленных пневмоцилиндро и соединенных с их истоками фигурны рычагов, несущих пневмоцилиндры с захватами оправок, и оправочный стержень с гнездом под хвостовик оправки С2, Размещение фигурных рычагов, задающих траекторию перемещения оправок на неподвижной вертикальной оси предопределяет круговую траекторию перемещения оправок при выводе их на ось прокатки. При этом плечо рычага со стороны захвата оправки должно быть достаточно больщим. иначе траектория захвата будет крутой и завоз оправки в рабочуф зону валиков станет невозможным. При бол шом плече фигурного рычага траектор захвата при выводе его на ось прока ки становится значительнобольшой, что приводит к снижению быстродейст ВИЯ устройства. Кроме того, снижени быстродействия устройства обусловле но и тем, что пневмоцилиндры с захватами оправок мОгут включаться только в последний момент вывода оправки на ось прокатки. Наиболее близким по технической сущности к предложенному является устройство для установки оправки на трубопрокатном стане винтовой прокатки, содержащее полый сварочный стержень, несущую его упорную голов ку, расположенную внутри стержня и имеющую привод осевого перемещения трубку с внутренним захватом справк и механизм вывода оправки на ось стержня с наружным захватом оправки При этом механизм вывода оправки на ось стер5й1я выполнен в виде размещенного в .емкости с водой на вертикальной стойке колеса с выемками под оправки Сз . - Основным недостатком устройства является невозможность одновременного встречного движения оправки, выводимой на ось прокатки, и трубки оправочного стержня, что снижает быстродействие всего устройства. Цель изобретения - повышение быстродействия устройства при работ на автоматстане путем обеспечения возможности встречного перемещения захватов. . Поставленная цель достигается тем, что в устройстве для установки оправки на трубопрокатном стане, содержащем полый оправочный стержень, несущую его головку, распо-, ложенную внутри стержня и имеющую привод осевого перемещения трубку с внутренним захватом оправки и механизм, вывода оправки на ось стержня с наружным захватом оправки, механизм вывода оправки на ось стержня выполнен в виде двух параллельно располо женных пневмоцилиндров, корпуса которых установлены с возможностью осевого перемещения относительно штоков, и двух фигурных одноплечих рычагов., несущих наружные захваты на концах, ступицами охватывающих корпуса и имеющих выступающие .ролики под стационарные копирные пазы. . Такое конструктивное выполнение устройства позволяет совмещать 6о времени операции выдвижения трубки с бнутренним захватом и вывода оправки на ось прокатки механизмов вывода оправки с наружным захватом. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вив сбоку; на 3 - оправочный стерженьмежду рабочими, и задающими валиками в увеличенном виде; на фиг. .4 - вид по стрелке А на паз копира на фиг. 2; на фиг. 5 - узел наружного Зс1хвата оправки в увели- ченном виде, Устройство для установки оправки на трубопрокатном автоматстане содержит полый оправочный стержень 1, несущую его упорную головку 2, расположенную внутри стержня трубку 3 с передним внутренним цанговым -захватом 4 оправки 5, привод осевого перемещения .труэки в виде пневмоцилиндра бр полый шток 7 которого связан с заданим кондом трубки, механизм вывода, оправки на ось стержня в виде двух параллельно, расположенных пневмодилиндров, корпуса 8, 9 которых установлены с возможностью осевого перемещения относительно штоков 10, 11 и двух фигурных рычагов 12, 13, ступицами 14, 15 охватывающих корпуса и к-которым подсоединены пневмоцилиндры 16, 17, каждый из которых имеет захват 18, в котором на шпильке установлена оправка, на боковых поверхностях ступиц рычагов закреплены оси 19, 20 с насаженными на них роликами 21, 22 под стационарные профильные пазы 23, 24, выполненные на раме 25, установленной на переднем столе стана. Каждый паз имеет прямолинейный участок и криволинейный. Пневмоцилиндр осевого перемещения
.трубки оправочного стержня с помощью хомута 26 и штанги 27 закреплен на заднем столе стана. В трубке выполнены осевое и радиальные отверстия для подачи охлаждающей воды в оправочный стержень, Диаметр внутреннего цангового захвата оправки больше диаметра отверстия шпильки под оправку,
Устройство работает следующим образом.1.0
При установке оправки первого пропуска включается один из пневмо- . цилиндров механизма вывода оправки на ось стержня, вследствие чего его корпус 8 вместе с размещенной на нем 15 ступицей 14 рычага 12, пневмоцилиндром 16 с захватом 18 оправки начинают двигаться в направлении вводной проводки. Ролик.21, перемещаясь в пазу ко- . пира paiiiH 25, посредством оси 19 20 постепенно поворачивает ступицу относительно оси подвижного пневмоцилиндра и захват 18, на шпильке которого установлена оправка, выводится на ось прокатки. Как только 25 ролик достигнет прямолинейного участка паза копира, поворот ступицы относительно оси подвижного пневмоцилиндра прекращается и захват продол- . жает двигаться вдоль оси прокатки до тех пор, пока не подойдет к вводной проводке настолько близко, что оправка окажется в вводной проводке. После чего подвижный пневмоцилиндр отключается и прекращает движение в сторону очага деформации.35
Одновременно с включением подвижного пневмоцилиндра включается пневмоцилиндр 6, .полый шток 7 которого посредством трубки 3 оправочного стержня 1 вьщвигает цанговый зах- 40 ват 4 навстречу захвату 18 оправки до тех пор, пока конец цангового захвата не войдет в отверстие шпильки захвата оправки. После этого включается пневмоцилиндр 16, под дей-45
ствием которого захват оправки осво:бождает шпилЪку, шпилька с оправкой удерживается на цанговом захвате за счет сил трения, возникающих между отверстиями шпильки и передним концом цангового захвата, вследствие упругой деформации последнего. После установки оправки на цанговом захвате происходит одновременный реверс пневмоцилиндра механизма вывода оправки на ось стержня, который возвращает захват оправки в исходное положение и пневмоцилиндра б, который досылает трубку с сидящей на ней оправкой в очаг деформации. Одновременно с этим отключается пневмоцилиндр 16.
После прокатки трубы вновь происходит включение пневмоцилиндра механизма вывода оправки и захват выводится на ось прокатки, а пневмоцилиндр 6 выдвигает трубку 3 с оправкой 5 из очага деформации до тех пор, пока носик шпильки оправки не войдет в отверстие захвата 18. После чего пневмо1 илиндры одновременно реверсируются и шпилька с оправкой 5 первого прохода снимается с цангового захвата. После возвращения трубы на передний стол стана включается другой пневмоцилиндр механизма вывода оправки, который выводит, на ось прокатки оправку второго прохода и устанавливает ее на цанговом захвате трубки, выдвигаемой пневмоцилиндром 6 В остальном работа механизма при установке оправки второго пропуска производится аналогично работе при установке оправки первого пропуска.
По сравнению с базовым объектом предложенное устройство для установк оправки на трубопрокатном стане позволяет совмещать во времени опералии выдвижения трубки -с внутренним захватом и вывода оправки на ось прокатки механизмом вывода оправки с наруж|Ным захватом.
/7
,fJ
г4
/г7 //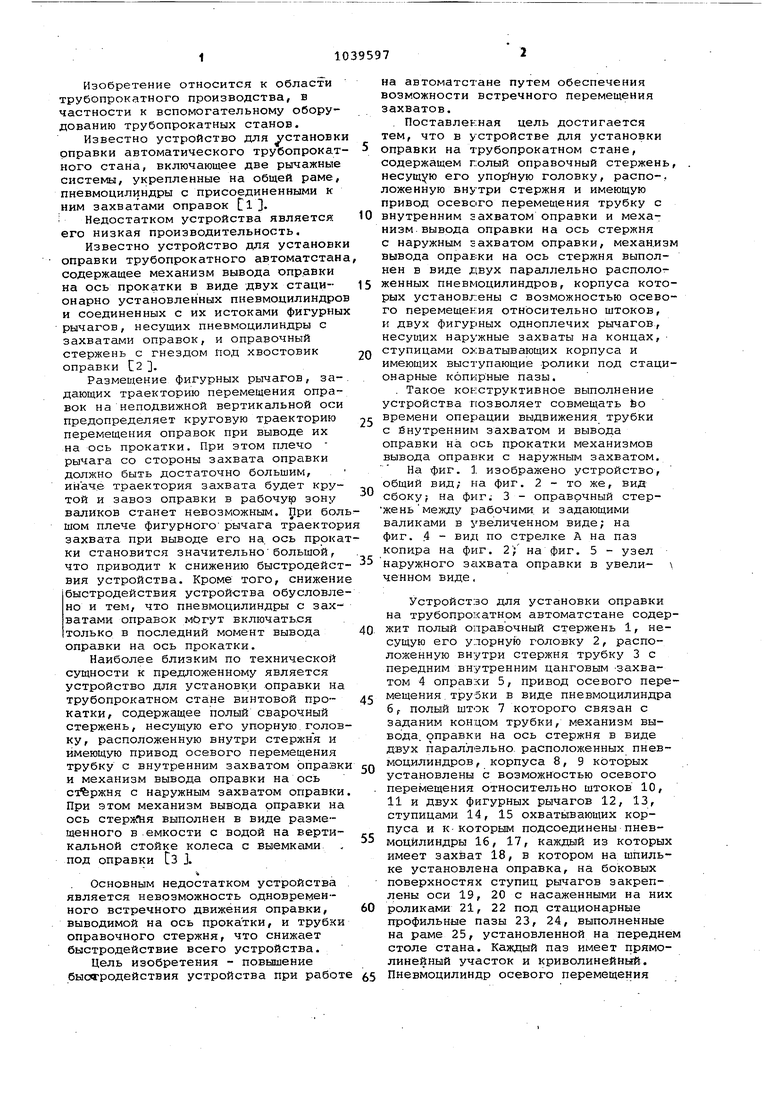
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм смены оправок трубопрокат-НОгО CTAHA | 1979 |
|
SU831241A1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740315A1 |
| Вспомогательное устройство короткооправочного стана | 1987 |
|
SU1447444A1 |
| Удерживатель оправки трубопрокатного стана | 1976 |
|
SU654313A1 |
| Стан винтовой прокатки | 1980 |
|
SU863021A1 |
| Устройство для установки оправочного стержня | 1977 |
|
SU707625A1 |
| Механизм перехвата оправочного стержня | 1978 |
|
SU764755A1 |
| Устройство для установки оправки трубопрокатного стана | 1981 |
|
SU982831A1 |
| Задний стол стана с осевой выдачей труб | 1979 |
|
SU900911A1 |
| ЗАДАЮЩЕЕ УСТРОЙСТВО ТРУБОПРОКАТНОГО СТАНА | 1992 |
|
RU2033869C1 |
УСТРОЙСТВО ДЛЯ УСТАНОВКИ ОПРАВКИ НА ТРУВОПРОКАТНОМ СТАНЕ, .содержащее полый оправочный стержень,, несущую его упорную головку, распоV ложенную внутри стержня и имеющую привод осевого перемещения трубку с внутренним захватом оправки и механизм вывода оправки на ось стержня с наружным захватом оправки, о т л ичающееся тем, что, с целью повышения быстродействия устройства при работе на автоматстане пУтем обеспечения возможности встречного перемещения Захватов, механизм вывода оправки на ось стержня выполнен в виде двух параллельно расположенных пневмоцилиндров, корпуса которых установлены с возможностью осевого перемещения относительно штоков, и двух фигурных одноплечих рычагов, несущих наружные захваты на концах, { ступицами охватывающих корпуса и . (П имеющих выступающие ролики под стационарные копирные пазы. СО СО СП со ч Iff ff f4 Uf
Sffffff
23 SyJ
Фи.
S-S
J
.г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Жордания И.С., СветлицкййЕ.А | |||
| Современные производства труб | |||
| М., Металлургия, 1965, с | |||
| Огнетушитель | 0 |
|
SU91A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
