Изобретение относится к порошковой металлургии, в частности к пресс-формам для прессования изделий сложной формы из порошка.
Цель изобретения - расширение функциональных возможностей путем получения длинномерных изделий.
На фиг. 1 изображена пресс-форма в конечный момент уплотнения порошка, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
Пресс-форма содержит матрицу 1, ниж- 10 ний пуансон 2 и верхний пуансон, состоящий из двух элементов - корпуса 3 и верхней матрицы 4, с выполненной в ней формующей полостью. Верхняя матрица 4 установлена при помощи винтов (не показа- «5 ны) на корпусе 3 с возможностью вертикального перемещения и подпружинена вниз упругим элементом 5. В корпусе 3 установлена горизонтальная планка б с выталкивателем 7. Планка подпружинена вниз пружиной 8 и взаимодействует с упорами в 20 виде штифтов 9, закрепленными в матрице 1. В верхней, матрице выполнены отверстия 10 для штифтов, а в планке 6 установлены регулируемые по высоте подпятники 11. Выталкиватель 7 установлен с воз- „д можностью вертикального перемещения и отжимается пружиной 12 вверх до упора в корпус 3. В выталкивателе 7 выполнен паз 13, с наклонной поверхностью которого контактирует клин 14 с тягой 15. Клин 14 установлен с возможностью горизонтального 30 перемещения в планке 6 и подпружинен в направлении перемещения пружиной 16.
Пресс-форма работает следующим образом.
Порошок засыпают в полость матрицы 1, 35 после чего верхний пуансон опускается. При этом планка 6 опирается подпятниками 11 на штифты 9 и сжимает пружину 8. Выталкиватель 7 перемещается вниз корпусом 3, сжимая пружину 12, а клин 14 перемещается в планке пружиной 16, контактируя с поверхностью паза 13 опускающегося выталкивателя 7. Верхняя матрица 4, направляемая штифтами 9, проходящими через отверстия 10, упирается в зеркало матри40
После прессования порошка нижним пуансоном 2 корпус 3 верхнего пуансона- матрицы снова опускается, опуская выталкиватель 7 и уплотняя порошок сверху. Таким образом реализуется двустороннее прессование. В конечный момент уплотнения порошка нижний торец выталкивателя 7 совмещается с поверхностью формующей полости верхней матрицы 4, обеспечивая получение изделия требуемой конфигурации.
После уплотнения порошка корпус 3 поднимают. Упругий элемент 5 расширяется. Затем верхняя матрица 4, упираясь в винты, поднимается вместе с корпусом 3. При этом планка 6 удерживается на месте пружиной 8, ход которой значительно больше хода упругого элемента 5, и удерживает клином 14 выталкиватель 7. Последний выталкивает прессовку из формующей полости верхней матрицы 4. Верхний пуансон уходит вверх, а нижний пуансон 2 выталкивает прессовку из полости матрицы 1.
При подъеме верхнего пуансона-матрицы тяга 15 клина 14 взаимодействует с закрепленным на прессе упором (не показан), который отводит клин 14, освобождая застопоренный в планке 6 выталкиватель 7. Пружина 12 поднимает выталкиватель 7 до упора в корпус 3. Пресс-форма готова к следующему циклу прессования.
Преимущество предлагаемой пресс-формы заключается в том, что она позволяет осуществлять двустороннее прессование изделий сложной формы, что обеспечивает получение изделий с отношением высоты к диаметру 5:1 (вместо 1:1 у прототипа).
Формула изобретения
1. Пресс-форма для прессования изделий из порошка, содержащая матрицу с упорами-штифтами, нижний пуансон и выполненный в виде двух элементов верхний пуансон с формующей полостью, с планкой, несущей регулируемые подпятники, расположенные соосно с упорами-штифтами, и с выталкивателем, отличающаяся тем, что, с целью расширения функциональных возможностей путем получения длинномерных издецы 1, образуя замкнутую формующую по-45 лий, она снабжена фиксатором выталкилость. Корпус 3 продолжает опускаться,вателя, планка и выталкиватель выполнены
сжимая упругий элемент 5 так, чтобы уси-с полостями для размещения фиксатора,
лие прижима верхней матрицы к нижнейпри этом выталкиватель подпружинен отнопревышало усилие действия уплотняемогосительно планки, последняя подпружинена
порошка и препятствовало разъединениюотносительно верхнего пуансона, а нижний
матриц во время прессования. В конечный50 элемент верхнего пуансона подпружинен
момент опускания корпуса 3 нижний торец выталкивателя не исходит до формующей полости верхней матрицы на расстояние, определяющее в последующем ход прессования порошка сверху. Затем нижний пуансон 2 поднимается, употняя порошок.
55
относительно его верхнего элемента.
2. Пресс-форма по п. 1, отличающаяся тем, что фиксатор выполнен в виде горизонтально расположенного подпружиненного клина, а одна из стенок, образующих полость выталкивателя, наклонной.
0 0 д 0
5
0
После прессования порошка нижним пуансоном 2 корпус 3 верхнего пуансона- матрицы снова опускается, опуская выталкиватель 7 и уплотняя порошок сверху. Таким образом реализуется двустороннее прессование. В конечный момент уплотнения порошка нижний торец выталкивателя 7 совмещается с поверхностью формующей полости верхней матрицы 4, обеспечивая получение изделия требуемой конфигурации.
После уплотнения порошка корпус 3 поднимают. Упругий элемент 5 расширяется. Затем верхняя матрица 4, упираясь в винты, поднимается вместе с корпусом 3. При этом планка 6 удерживается на месте пружиной 8, ход которой значительно больше хода упругого элемента 5, и удерживает клином 14 выталкиватель 7. Последний выталкивает прессовку из формующей полости верхней матрицы 4. Верхний пуансон уходит вверх, а нижний пуансон 2 выталкивает прессовку из полости матрицы 1.
При подъеме верхнего пуансона-матрицы тяга 15 клина 14 взаимодействует с закрепленным на прессе упором (не показан), который отводит клин 14, освобождая застопоренный в планке 6 выталкиватель 7. Пружина 12 поднимает выталкиватель 7 до упора в корпус 3. Пресс-форма готова к следующему циклу прессования.
Преимущество предлагаемой пресс-формы заключается в том, что она позволяет осуществлять двустороннее прессование изделий сложной формы, что обеспечивает получение изделий с отношением высоты к диаметру 5:1 (вместо 1:1 у прототипа).
Формула изобретения
1. Пресс-форма для прессования изделий из порошка, содержащая матрицу с упорами-штифтами, нижний пуансон и выполненный в виде двух элементов верхний пуансон с формующей полостью, с планкой, несущей регулируемые подпятники, расположенные соосно с упорами-штифтами, и с выталкивателем, отличающаяся тем, что, с целью расширения функциональных возможностей путем получения длинномерных изде5 лий, она снабжена фиксатором выталки
относительно его верхнего элемента.
2. Пресс-форма по п. 1, отличающаяся тем, что фиксатор выполнен в виде горизонтально расположенного подпружиненного клина, а одна из стенок, образующих полость выталкивателя, наклонной.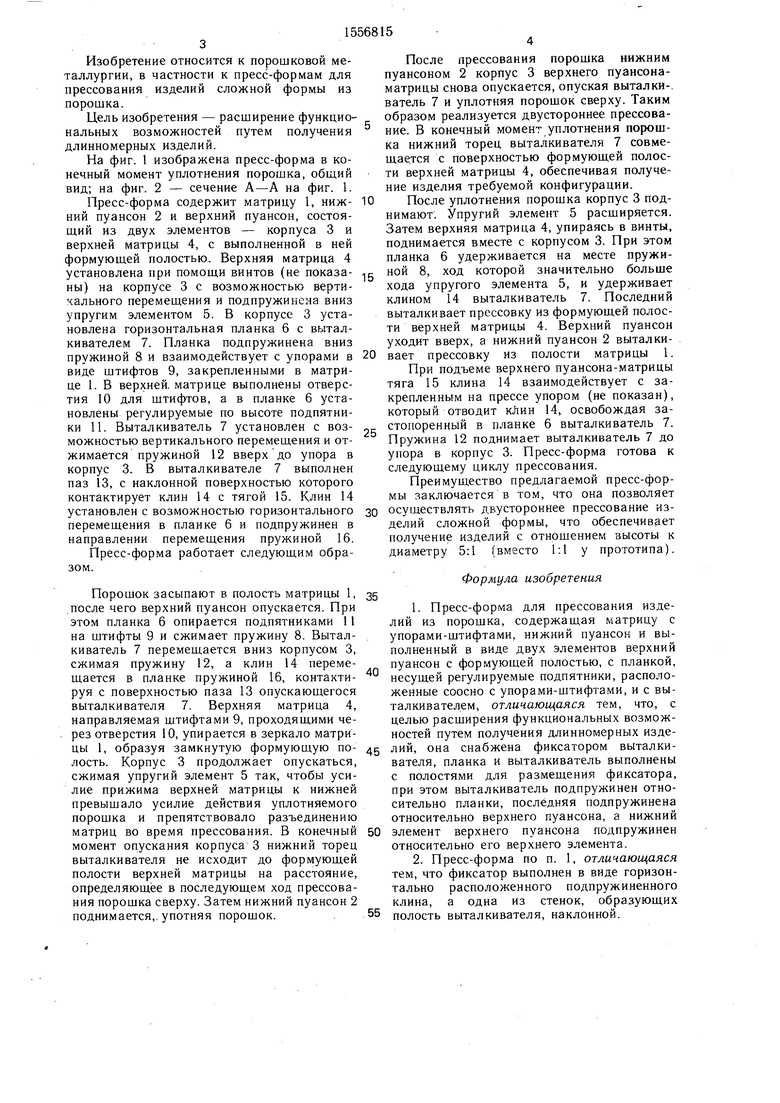
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для прессования изделий из порошка | 1985 |
|
SU1324760A1 |
| Пресс-форма для прессования изделий из порошка | 1988 |
|
SU1519845A1 |
| Пресс-форма для прессования изделий сложной формы из порошка | 1990 |
|
SU1752510A1 |
| Пресс-форма для прессования изделий из порошка | 1977 |
|
SU671923A1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264277C1 |
| Пресс-форма для двухстороннего прессования изделий сложной формы из порошков | 1978 |
|
SU685437A1 |
| Устройство для прессования изделий из порошка | 1990 |
|
SU1748939A1 |
| Пресс-форма для прессования порошковых материалов | 1986 |
|
SU1397286A1 |
| Прессформа для прессования порошковых изделий с полостью | 1980 |
|
SU929326A1 |
| Пресс-форма для прессования изделий из порошков с профильными углублениями на наружной поверхности | 1988 |
|
SU1523253A1 |
Изобретение относится к порошковой металлургии, в частности к пресс-формам для изготовления изделий сложной формы из порошка. Цель изобретения - расширение функциональных возможностей путем получения длинномерных изделий. После заполнения полости матрицы 1 порошком верхний пуансон опускается до соприкосновения с зеркалом матрицы 1. При этом планка 6 опирается на штифты 9 и сжимает пружину 8. Выталкиватель 7 перемещается вниз корпусом 3, сжимая пружину 12, а клин 14 перемещается в планке, контактируя с наклонной поверхностью паза 13 опускающегося выталкивателя. Корпус 3 продолжает опускаться, сжимая упругий элемент 5 так, чтобы усилие прижима верхней матрицы 4 к матрице 1 превышало усилие действия уплотняемого порошка и препятствовало разъединению матриц. При этом выталкиватель 7 не доходит до формующей полости матрицы 4 на величину хода прессования порошка сверху. Затем нижний пуансон 2 поднимается, уплотняя порошок. После этого корпус 3 снова опускается, опуская выталкиватель 7 и уплотняя порошок сверху. Таким образом реализуется двусторонее прессование. После прессования корпус 3 поднимается. При этом упругий элемент 5 расширяется, верхняя матрица 4 поднимается, а планка 6 удерживается на месте пружиной 8 и удерживает клином 14 выталкиватель 7, который выталкивает прессовку из полости верхней матрицы 4. Затем нижний пуансон 2 выталкивает прессовку из полости матрицы 1. 1 з.п. ф-лы, 2 ил.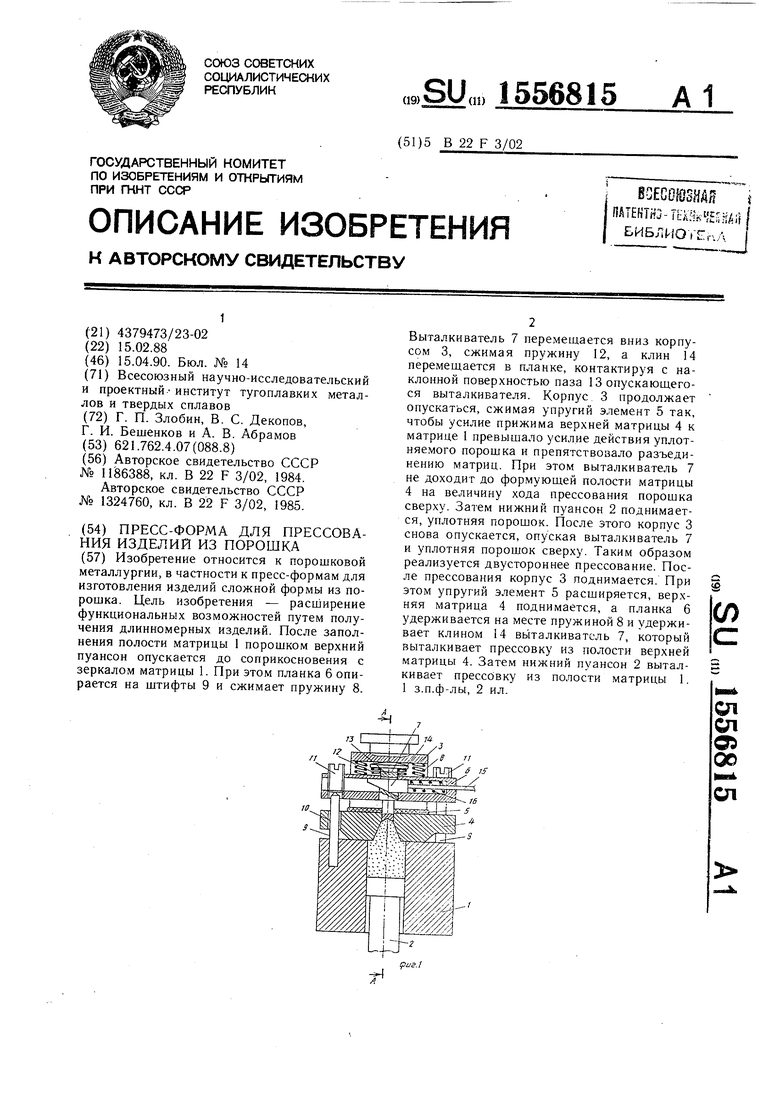
Фиг.1
| Устройство для прессования изделий из порошков | 1984 |
|
SU1186388A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Пресс-форма для прессования изделий из порошка | 1985 |
|
SU1324760A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
